п.
Изобретение относится к металлургии и может быть использовано при экспериментальных; исследованиях процесса усадки полых слитков.
Целью изобретения является повы- шение точности измерения,
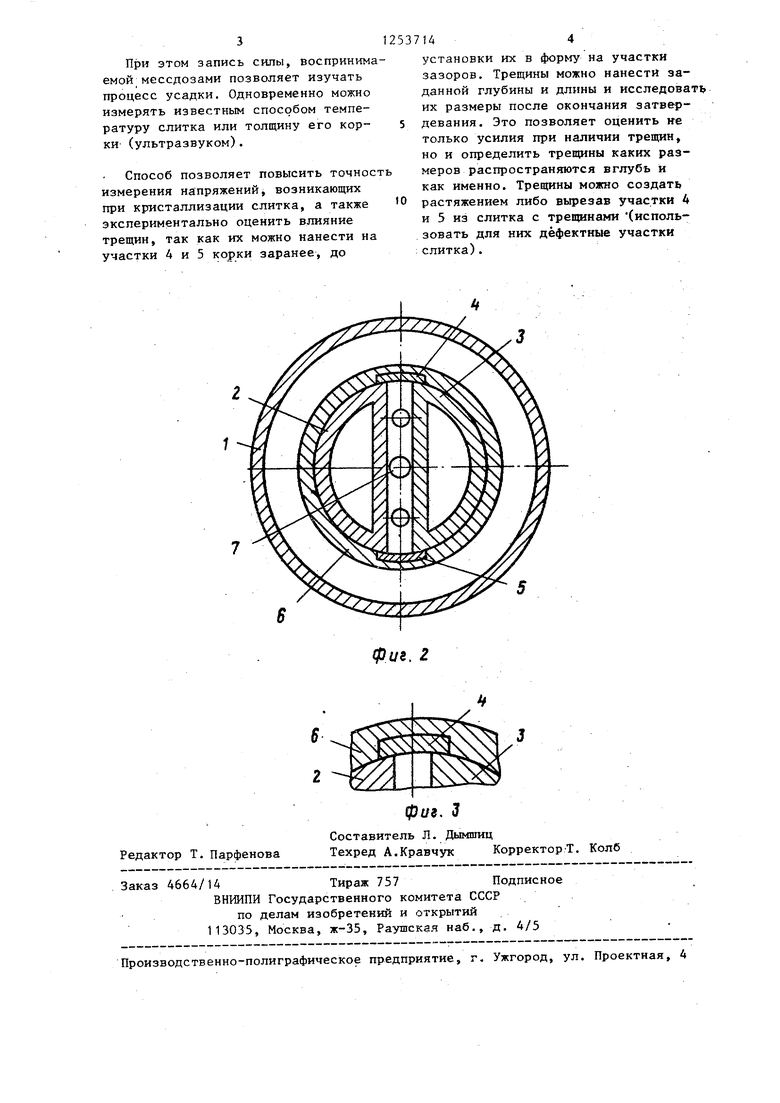
На фиг. 1 изображена схема сб-ор- ки формы; на фиг, 2 - схема кристаллизации в.форме слитка; на, фиг. 3 - схема применения участков корки слитка с трещинами.
На чертежах приняты следующие обозначения: кристаллизатор 1 , составные части 2 и 3 внутреннего кристаллизатора (дорна), участки 4 и 5 корки слитка, формирующая корка слитка 65 кольцевая мессдоза 7„ защитный экран.
Способ осуществляют следующим образом.
Первая операция заключается в сборке формы, при этом в кристаллизатор 1 устанавливают составные части 2 и 3 дорна, соединенные в местах расположения зазоров участками 4 и 5 корки слитка 6. Их крепят к частям 2 и 3 точечной сваркой или клеем. Предварительно мессдозу 1 имеющую форму кольца с наклеенньзми на него тензодатчиками, тарир лот.. Участки |4 и 5 изготовлены из того же металла, что и отливаемый слиток. После сборки формы приступаьэт ко второй операции 3 которая состоит из заливки в форму жидкого металла, для стали3 например, при 500-1510°С. Третья операция - это измерение усилий, действующих на две составные части 2 и 3 дорна в процессе кристаллизации корки слитка 6 Эта корка соединяется с заранее изготовленными ее участками 4 и 5 корки слитка и по мере усадки сжимает дорн, Это усилие воспринимает кольцевая мессдоза 7,, на которой накле- ены протарированкые тензодатчики.
Усилие на мессдозе равно Р 6 cff, где с| - диаметр дорна; В - нормальное давление со стороны корки слитка 6 на дорн диаметром d и длиной f . Слиток может быть неподвижен относительно дорна либо перемещаться вдоль оси дорна, как при непрерывном литье,
Последняя - четвертая операция осуществляется после окончания кристаллизации слитка и ,пючается
- 10
5
20
30 3540 4,
; 50
5S
она в снятии слетка с дорна и извлечении его из кристаллизатора 1,
Для тугоплавких металлов разогрев участков 4 и 5 корки слитка приводит к их заметному удлинению в процессе кристаллизации, что искажает результаты измерений усилий усадки (эти усилия будут занижены). Для повьшения точности в этом случае целесообразно нагреть участки 4 и 5 до температуры, равной 0,80-0,98 температуры плавления металла слитка, например для стали при 1; 1500°С и нагреве менее, чем на Oj,80i: , т.е. менее, чем до 1200°С возможен нагрев на 300°С что приводит к расширению на величинуJ большую, чем Ыдг ct(t - t ) 300 3.10 что составляет от полной усадки, равной cit ISMO ,, более чем 20% (Д Ь - перепад .температур; ог.- козф- фициент линейного расширения. Превышение верхнего предела, равного Os98tj , может привести к опасности оплавления металла (ввиду наличия легкоплавких прослоек на границах зерен).
а,
Приме р. При отливке круглого полого слитка из ст. 45 с диаметром дорна 300 мм и наружньг 1 диаметром 600 мм наружньй кристаллизатор t кыполнен в виде медной, гильзы толщиной 60 мм 3 стальном корпусе с пазами для охлаждающей воды. Дорн выполнен составнь&.{ из частей 2 и 3 в форме участков, разделенных зазором 12 ь№1. Вертикально вдоль этих зазоров устанавливают до подачи в кристаллизатор расплав корки слитка из ст, 3 в форме дуг окружностей радиусом 150 мм, шириной 20 км и толщиной 5 мм по всей высоте крнсталли- затора, равной 840 мм, К частям 2 и 3 эти участки 5 корки крепят клеем, например БФ 2. После заливки в. кристаллизаторе формируется корка слитка, например, за одну минуту 2,,5 см толщиной. На части 2 и 3 начинают действовать силы, воспринимаемые мессдозами 7. Поскольку части 2 и 3 расположены с зазорами и соединены только мессдозами, то именно эти мессдозы определяют всю силу усадки. После одной минуты при толщине корки 2,5 см и средних напряжениях в ней 6,0 МПа (60 кг/см ) сила составит
2-.84-2, 252 кН (25,2 т).
При этом запись силы, воспринимаемой мессдозами позволяет изучать процесс усадки. Одновременно можно измерять известным способом температуру слитка или толщину его корки (ультразвуком).
Способ позволяет повысить точност измерения на:пряжений, возникающих при кристаллизации слитка, а также экспериментально оценить влияние трещин, так как их можно нанести на участки 4 и 5 корки заранее, до
установки их в форму на участки зазоров. Трещины можно нанести заданной глубины и длины и исследовать их размеры после окончания затвердевания. Это позволяет оценить не только усилия при наличии трещин, но и определить трещины каких размеров распространяются вглубь и как именно. Трещины можно создать растяжением либо вырезав участки А и 5 из слитка с трещинами (использовать для них дефектные участки слитка).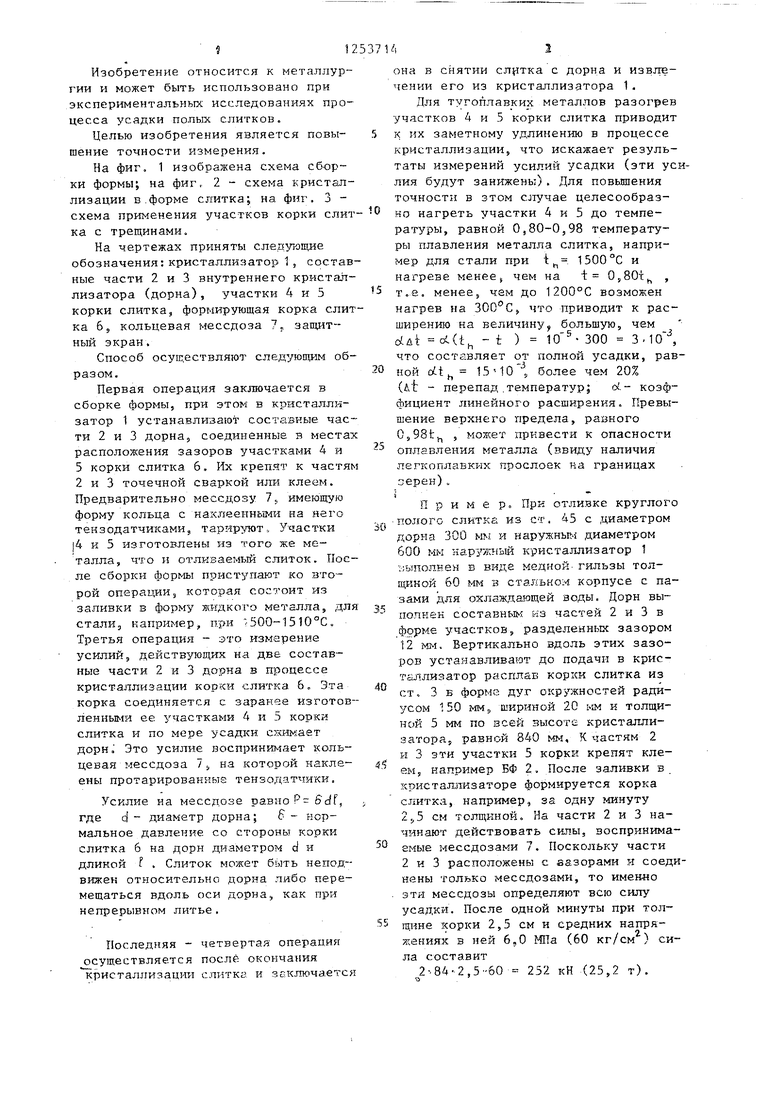
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| Способ исследования деформации непрерывно-литого слитка | 1983 |
|
SU1168318A1 |
| Дорн для непрерывной отливки полых заготовок | 1976 |
|
SU573925A1 |
| Машина для непрерывного литья полых слитков | 1984 |
|
SU1214316A1 |
| СПОСОБ И МАШИНА ДЛЯ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2006 |
|
RU2468885C2 |
| СПОСОБ НАГРЕВА МЕТАЛЛИЧЕСКОГО СЛИТКА, СПОСОБ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ С ПРЯМЫМ ОХЛАЖДЕНИЕМ И СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СЛИТКА | 2011 |
|
RU2469815C2 |
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО СЛИТКА (ВАРИАНТЫ) | 2011 |
|
RU2486026C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2032492C1 |
| Дорн для машины непрерывного литья полых заготовок | 1986 |
|
SU1362564A1 |

фиг. 2
Редактор Т. Парфенова
фиг. J
Составитель Л. Дымшиц Техред А.Кравчук
Заказ 4664/14Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
КорректорТ. Колб
| .Патент ФРГ -3238202, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
