Изобретение относгп ся к лл Лгйиому производству5 в частности к литью под давлением армированных отливок.
Целью изобретения является (овы- шение надежности работы npecc-itep -ibi. На фиг, 1 показана пресс-форма в закрытом положении, разрез; на фиг.2 подвшкная полуформа; на фйг 3 разрез на фиг. 2; на фиг,4 разрез на фиг, 2; на фиг, 5 - разрез на фиг, 2; на фкг ,6 - отражатель и стержень прн загрузке арматуры j на фиг , 7 - разрез Г-Г на фиг. 6 ,
Пресс-форма содержит подвижную и неподвижную полуформы. Подвижная но- луформа включает в себя подкладную плиту 1, подвижную обойму 2 с коль-- .цевыми вставками 3, вкладышами 4, рассекателем .5, вкладышей 6, которые закреплены на подвижной 7 с упорами 8 посредством стоек 9. На подвижной полуформе размещен вытал- кивающш- блок 10.
Heпoдв iжнaя полуформа состоит из неподвижной обоймь; 11 с неподвижными вставками 12, вкладышем 13, литнико- .вой втулкой 145 которые закреплены на плите i-срегшеиия 15. В лазах обоймы 11 размещены шибер 16 со стерл нем 17, отра.жатель 18, ползун 19.
В шибере выполнен паз 20, взакмо- действующий с копиром 21 ползуна 19. Подвижная и неподв1-ншая полуформь устанавливаются на маиипе для: литья под давлением (в е показано) ,
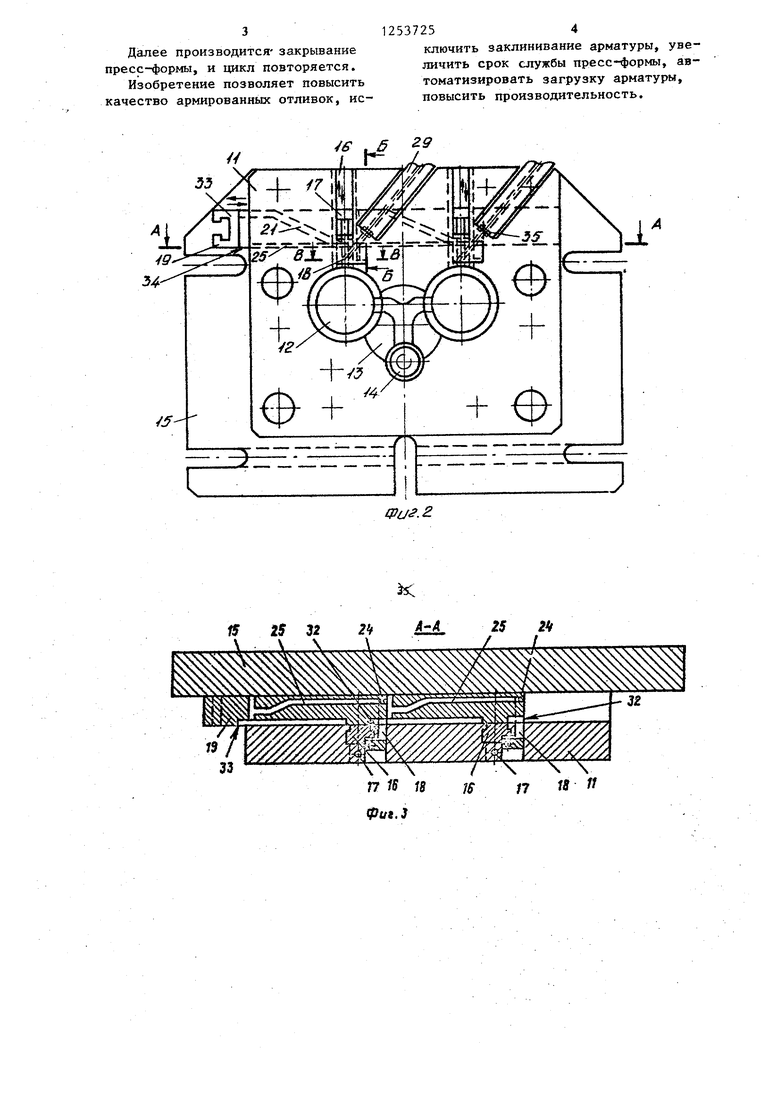
В закрытом положелпди пресс-формы тоцовая поверхность 22 стержня 17,соотве стуумщие лозерхиости вюадышей 4,,вста вок I 2 ,зыталкиваюгаего блока 10 составляют формообразуюпще полости 23,
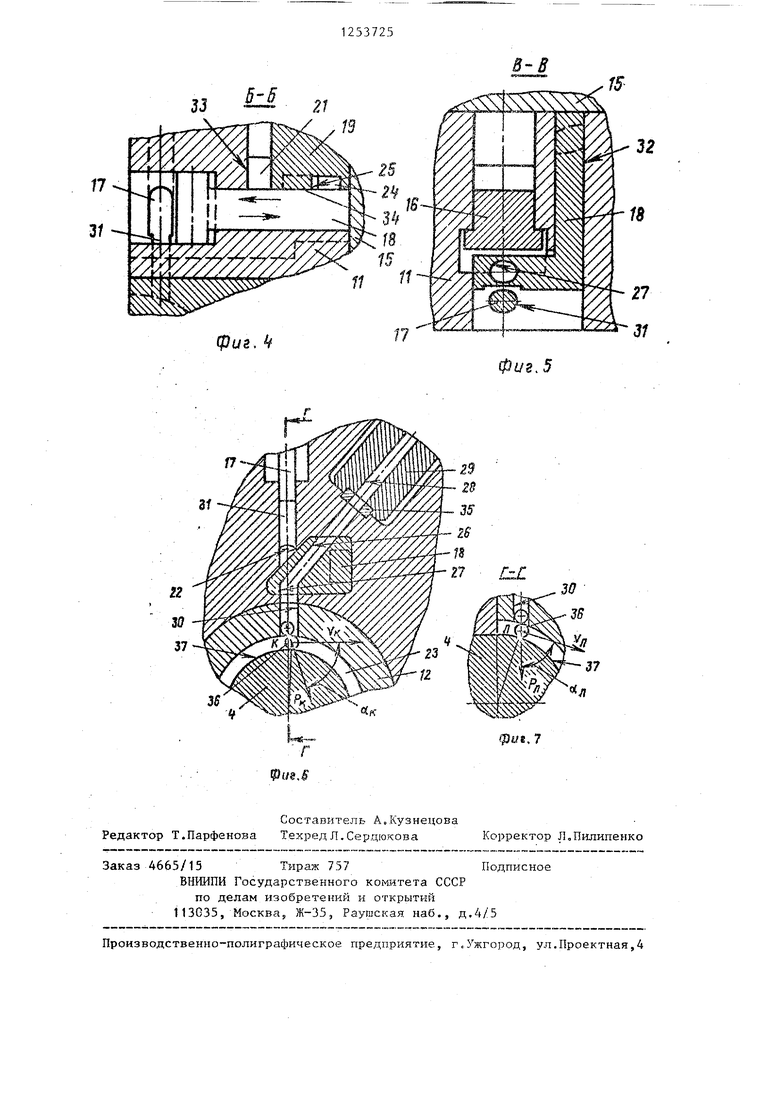
Отражатель 12 выполнен в виде прпзм1)1 с размещелп ым на од1-1ом ;coiin,e ее выступом 24,, взаимодействующим с копиром 25 ползуна 19. В отражателе вьтолнено щспиндрическое отверстие 26, переходящее под необходи1а 1м углом в овальное отверстие 2.7, мещающее при зат рузке арматуры отверстие 28 питателя 29 (механизма загрузкн) с загрузочиьм отверстием 30 пресс-форг гы5 выполненным во вставке 12, причем загрузочное отверстие Ilpecc фop й)I и рабочая часть 31 стержня 17 выполнены овальными.
Отражатель 18 призматической частью размещен в пазу 32 обоймы 11 с целью его устойчир-ого возвратно- поступательного перемещения, перпендикулярно направлению перемещения ползуна 19, Копиры 21 и 25, взаимодействующие с отражателем и шибером, размещены на взаимно перпендикуляр-
ных плоскостях 33 и 34 ползуна 19. Питатель 29 с пресс-формой связаны посредством колец 35.
Пресс-форма работает следующим образом,
Перед загрузкой арматуры 36 в пресс-форму ползун 19 находится в крайнем правом положении, выталкивающий блок 10 перемещается до упоров 8, шибер 16 со стержнями 17 находится в верхнем положении, отражатель 18 - 3 переднем положении, при этом цилиндрическое отверстие 26, перехо-- дящее в овальное отверстие 27, совмещается с отверстиями 28 питателя 29
и с загрузочпым отверстием 30 пресс- формы .
Загрузка дозы арматуры в формообразующую полость 23 закрытой пресс- {|)ормь производится непрерывным по-
током под действием сухого сжатого Боздуха без заклинивания.
ОвЕШЬное загрузочное отверстие 30 пресс-формы создает углы давления iX 15 5 с( д , образованные направлением
действия сил; Р , Р , приложенных к арматуре 36 в точках возможного контакта арматуры с поверхностью 37 вкладьшга 4, и соответствующими векто- РШ Ш скорости QJ, . Од, меньше угла самоторможения 90° на величину наиболь- лего угла трения, что исключает заклинивания арматуры при загрузке.
После загрузки дозы арматуры ползун 19 перемещается цилиндром (не показан) в крайнее левое положение, а взаимодействующие с его копирами 21 к 25 спачапа отражатель 18 перемещается назад по пазам 32, затем шибер 16 со стержнем 17 перемещается вниз.
Рабочая часть 31 стержня 17 перекрывает загрузочное отверстие 30,
Производится запрессовка металла. После запрессовки металла ползун 19 .мзремещается в крайнее правое положение, шибер 16 со стержнем 17 переме- дается вверх, отражатель 18 - вперед. При раскрытии пресс-формы отливки удерживаются за счет усилия обжатия Jia вкладышах 4, При дальнейшем движенни подвижной полуформы блок 10 взаимодействует с толкателями машины (не показаны), отливки снимаются с вкладьппей 4«
312537254
Далее производится закрывание ключить заклинивание арматуры, увепресс-формы, и цикл повторяется. личить срок службы пресс- ормы, ав- Изобретение позволяет повысить томатизировать загрузку арматуры,
качество армированных отливок, ис- повысить производительность.
//
53
Фиг. 2.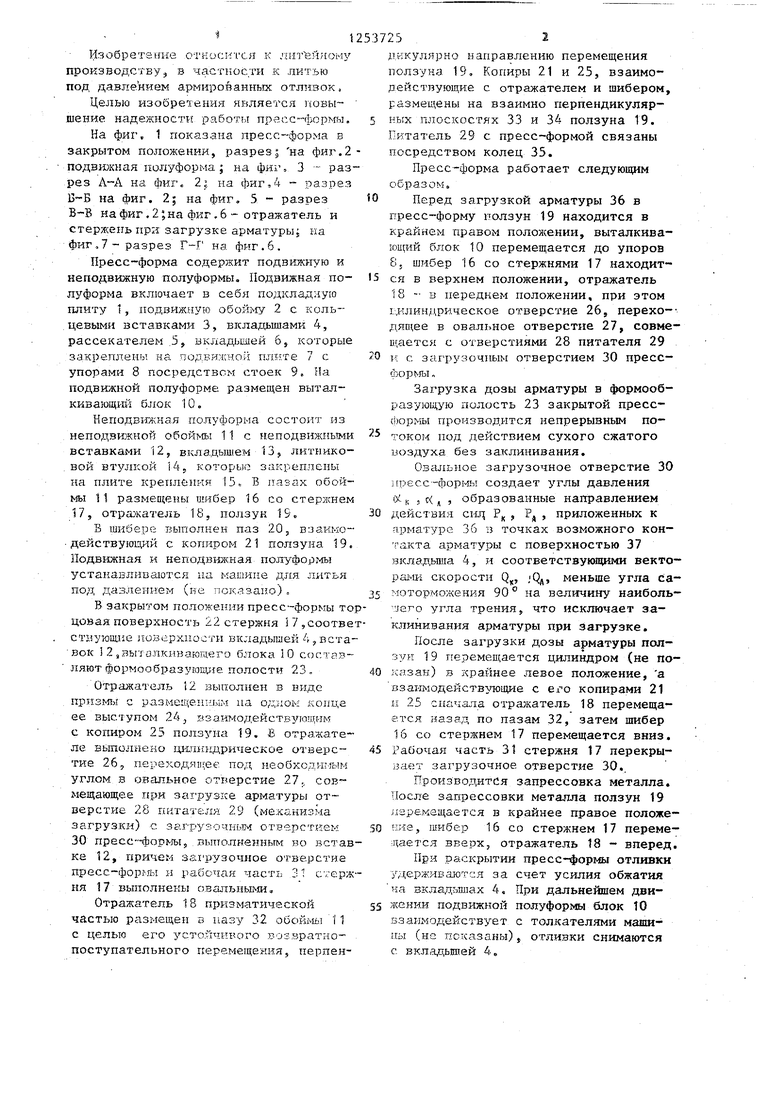
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1979 |
|
SU829331A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2110360C1 |
| Пресс-форма для литья под давлением деталей с внутренней сплошной резьбой | 1989 |
|
SU1692731A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU925543A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ АРМиРОВАННыХ издЕлий | 1979 |
|
SU821171A1 |
| Устройство для литья под давлением роторов электродвигателей | 1973 |
|
SU553716A1 |

15 25 32 L
У
33
2if iiL
25 2«
фи.З
J Jл
pt/2.
0i/g.5
f73f
35
«Л
фие,7
Составитель A,Кузнецова Редактор Т.Парфенова Техред Л.Сердюкова Корректор Л,Пилипенко
Заказ 4665/15 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113G35, Москва, Ж-35, Раушская наб., д,4/5
Производственно-полиграфическое предприятие, г,Ужгород, ул.Проектная,4
| Авторское свидетельство СССР № 320185, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU829331A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
