Изобретение относится к обработке металлов давлением, в частности к устройствам для определения положения валка на листогибочных сортоги- бочных или правильных машинах, и может быть использовано при изготовлении деталей из листовых заготовок.
Целью изобретения является повьше ния производительности за счет гмень шения времени на проведение измере- НИИ при одновременном упрощении конструкции устройства.
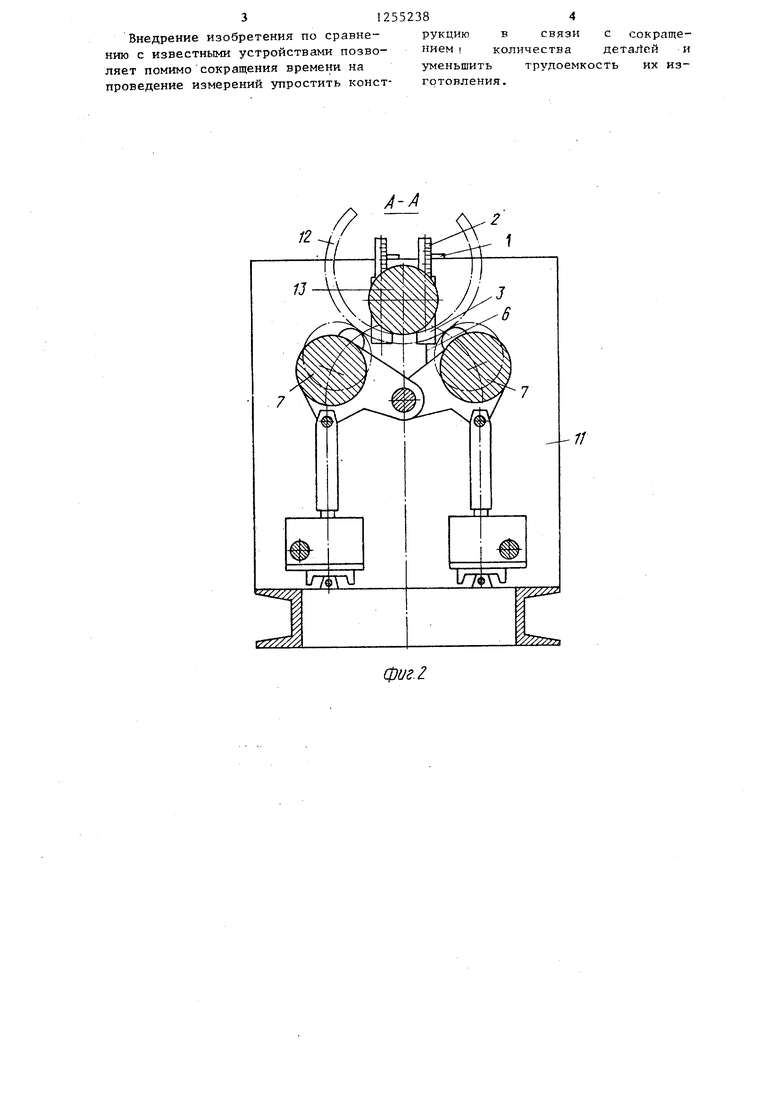
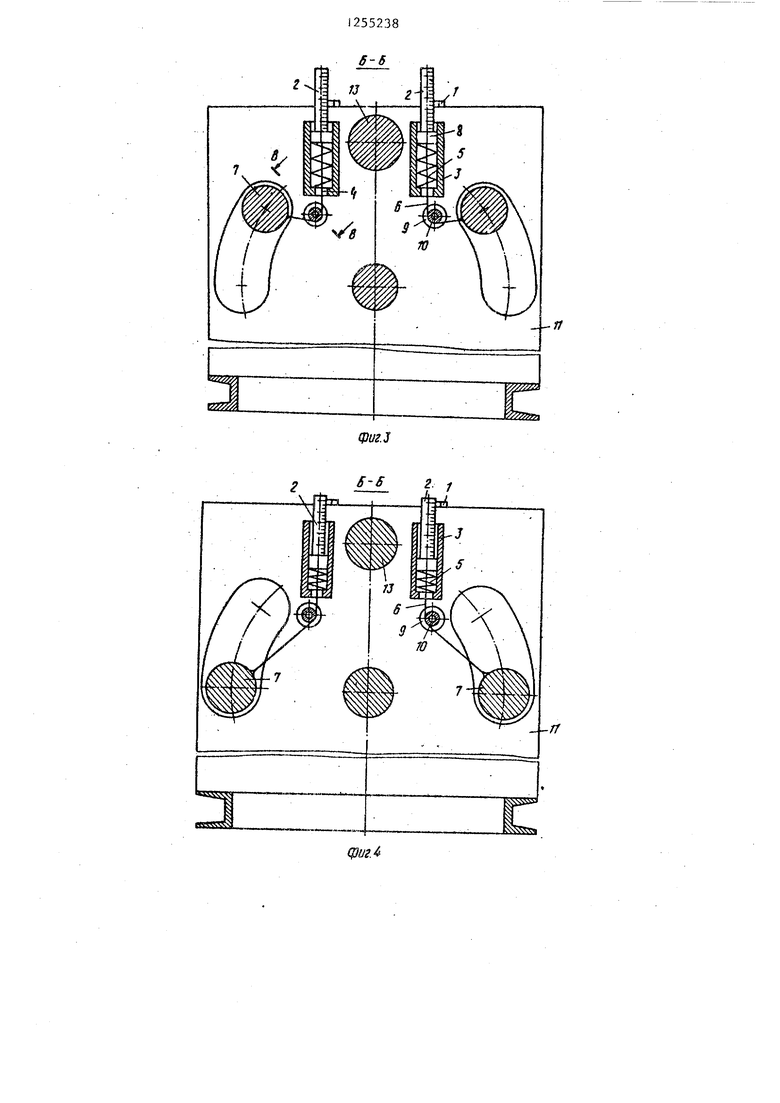
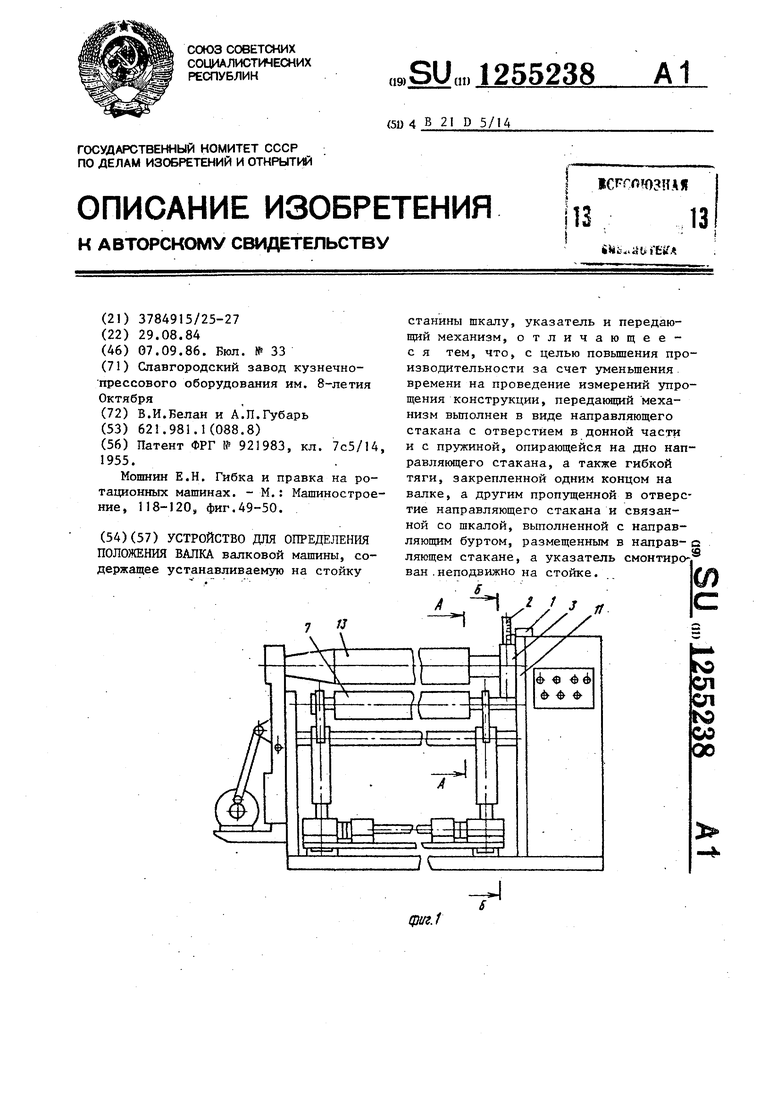
На фиг.) изображена гибочная маиш на с устройством, общий вид; на фиг.2 разрез А-А на фиг.1; на фиг„3 - разрез Б-Б на фиг.1 (с установленными в крайнем верхнем положении валками) на фиг.4 - то же, с валками установленными в крайнем нижнем положении; на фиг.5 - разрез В-В на фиг.З.
Устройство для определения положения валка гибочной или правильной машины состоит из указателя 1, шкалы 2 и передающего механизма, выполненного в виде направляющего стакана 3 с отверстием 4 в донной части и с прз жиной 5, опирающейся на дно направляющего стакана, а также гибкой тяги-тросика 6, выполненной с возможностью закрепления одним концом на валке 7, другим пропущенной в отверстие 4 направляющего стакана 3 и связанной со шкалой 2, вьшолненной с направляющим буртом 8, размещенным в направляющем стакане 3. При этом для гибочных мапшн, у которых боковые валки 7 перемещаются горизонтально, наклонно или по дуге., шкала соединена гибкой тягой через блочок 9, установленный на оси 10, закрепленной на стойке 11. Для гибочных машин, у которых боковые валки 7 перемещаются .вертикально, шкгша соединена гибкой связью с последними нaпpя ryю без помощи блочков. Указатель 1 неподвижно закреплен на стайке 11 .
Устройство работает следуюгщям образом.
При изготовлении обечаек с асеи- метричной схемой гибки заготовку 12 помещают между верхним 13 и боковыми 7 валками. После этого перемещают задний боковой валок 7 вверх, при этом натяжение тяги 6 уменьшается и .шкала 2 под действием пружины 5 перемещается в направляющем стакане 3 вверх и занимает определенное
относительно индекса 1 1;оложение. Это положение запоминают, после чего включают вращение валков, при этом заготовка перемещается и ее передний конец становится на одном уровне с образующей переднего валка 7, после зтого перемещают передний валок вверх. При этом натяжение тросика 6 уменьшается и шкала 2 под
действием пружины 5 перемещается в направляющем стакане вверх. Перемещение переднего валка вверх проузво-- дят до тех пор, пока положение шкалы 2 для обоих валков не будет одинако j зым. Затем снова включают вращение валков. Этот цикл повторяют три-четыре раза, время от времени 1фоверяя радиус изгиба обечайки шаблоном и запоминая промежуточные положения шкал
0 до получения заданного радиуса.
При гибке партии обечаек одного радиуса валки устанавливаются по шкалам сразу в конечное положение, которое определено на первой заго5 товке и весь процесс гибки пр оизво- дится за один проход.
При изготовлении обечаек на машинах с симметричной схемой гибки предложенное устройство работает следую-.
0 щим образом.
Заготовку 12 помещают между верхним 13 и боковыми 7 валками. После этого верхний валок перемещают вниз, а вместе с ним под действием тяги
5 перемещается вниз по направляющему стакану 3 шкала 2, сжимая пружину 5.
При этом гибкая связь валка со шкалой производится напрямую, без блочка 9. При достижении определенного положения шкалы 2 относительно индекса 1 перемещение верхнего валка прекращают, положение шк.алы запоминают и включают вращение боковых валков, вращение прои:зводят до тех пор, пока передняя кромка заготовки не станет на одном уровне с образующей .переднего валка 7, после чего останавливают вращение валков, перемещают верхний валок снова вниз, запоминают новое положение шкалы и опять включают вращение боковых валков. Этот цикл повторяют до иолучелтя заданного диаметра. При гибке обе. гас.к ол}ю- го радиуса валок уст;п;. влиг яе1 с.11 сразу по шкале в копечиор И М1о:т:«7 Ипе и. весь процесс гибки прс ичт олят за один проход.
5
0
312552384
Внедрение изобретения по сравне- рукцию в связи с сокращению с известными устройствами позво- нием i количества деталей и ляет помимо сокращения времени на уменьшить трудоемкость их из- проведение измерений упростить конст- готовления.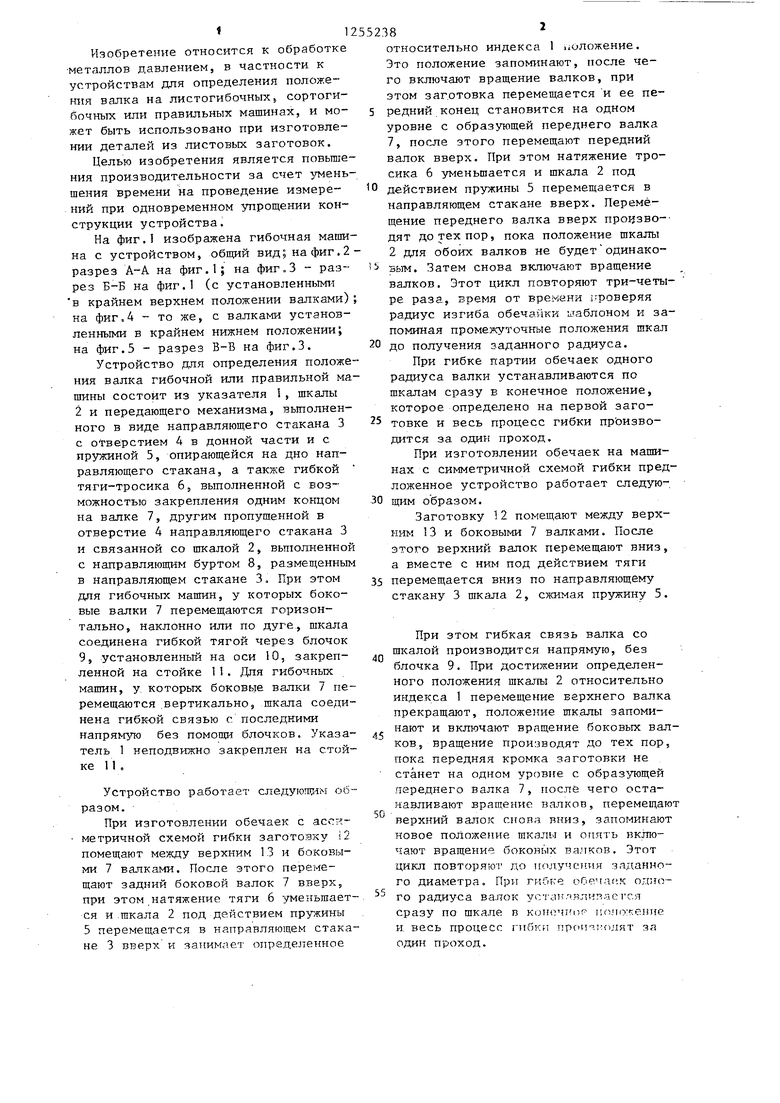
| название | год | авторы | номер документа |
|---|---|---|---|
| Листогибочная машина | 1991 |
|
SU1792765A1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1991 |
|
RU2015771C1 |
| ЛИСТОГИБОЧНАЯ ВАЛКОВАЯ МАШИНА | 1989 |
|
SU1690266A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ИЗ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2006 |
|
RU2336965C2 |
| Листогибочная машина | 1982 |
|
SU1090472A1 |
| Приспособление для изготовления конических обечаек на валковых листогибочных машинах | 1986 |
|
SU1382534A1 |
| Устройство для гибки незамкнутых конических обечаек | 1985 |
|
SU1333439A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1993 |
|
RU2063283C1 |
| Валковая листогибочная машина | 1990 |
|
SU1754271A1 |
2
фиг. 2.
6-В
п
B-S
Редактор Г.Волкова
Составитель Л.Ткаченко Техред Д.Сердюкова
Заказ 4746/9 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
tto делам изобретений и открытий 113035, Москва, Ж-35 Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.5
Корректор Л.Патай
| Складной поддон для перевозки тарно-штучных грузов | 1977 |
|
SU921983A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Мошнин Е.Н | |||
| Гибка и правка на ротационных машинах | |||
| - М.: Мапшнострое ние, 118-120, фиг.49-50. | |||
