11
Изобретение относится к обработке еталлов резанием и может быть использовано для обработки глубоких отверстий.
Цель изобретения - повьшение качества обработки.
На фиг. 1 изображен инструмент, общий вид; на фиг. 2 - сечение А-А на . 1.
Инструмент для обработки отверстий состоит из инструментальной го- овки 1 , связанной с 1ей борштанги 2 с полостью 3, причем в борштанге 2 вьтолнены сквозные сопловые отверстия 4, размещенные по винтовой линии Л- Q с тангенциальным расположением их осей 5, накидной гайки 6, связанной в борштангой 2 около головки 1, втулки 7, охватывающей борштангу 2 и перекрывающую сопла 4, и пружины 8, размещенной между гайкой 6 и втулкой 7.
Инструмент работает следующим образом.
Обрабатываемой детали 9 и бор- штанге 2 сообщаются относительное вращательное и осевое перемещения. Смазочно-охлаждающая жидкость (СОЖ) подается в зазор 10 между деталью 9 И борщ ангой 2. Под действием потока СОЖ втулка 7 смещается в сторону инструментальной головки 1, открывая сопловые отверстия 4. В полости 3 возникает разрежение от ускорения СОЖ при закручивании СОЖ в полости 3 от потока, проходящего через сопловые отверстия 4. Поток СОЖ, подводимый к режущим кромкам головки 1, увеличивает свою скорость и
to
15
553002
улучшает условия :азрушения и удаления стружки из зоны резания. Стружка, попадая в полость 3, частично перекрывает ее и скорость течения 5 СОЖ резко падает. Втулка 7 смещается и перекрывает сопловые отверстия 4. После прохода стружки скоро сть потока снова резко возрастает и втулка 7 снова открывает сопловые отверстия 4. Таким образом, устанавливается колебательная система втулка 7 - сопловые отверстия 4 с обратной связью, обеспечивающая пульсацию потока СОЖ в зоне резания, что способствует повышению качества обработки за счет улучшения условий отделения и удаления стружки. Параметры системы определяются жесткостью пружины 8 и величиной ее предварительного сжатия накидной головкой.
Формула изобрете ни я
Инструмент для обработки отверс- 25 тий, включающий инструментальную
головку с полой бортштангой, в которой выполнены сквозные сопловые отверстия, и втулку, охватывающую наружную поверхность борштанги вокруг указанных отверстий, отличающийся тем, что, с целью повышения качества обработки, он снабжен накидной гайкой, ус.тановленной на наружной поверхности бортштанги между инструментальной головкой и втулкой, и пружиной, размещенной между накидной гайкой и втулкой, при этом сопловые отверстия расположены по винтовой линии с тангенци- дп альным расположением их осей.-/1
20
30
35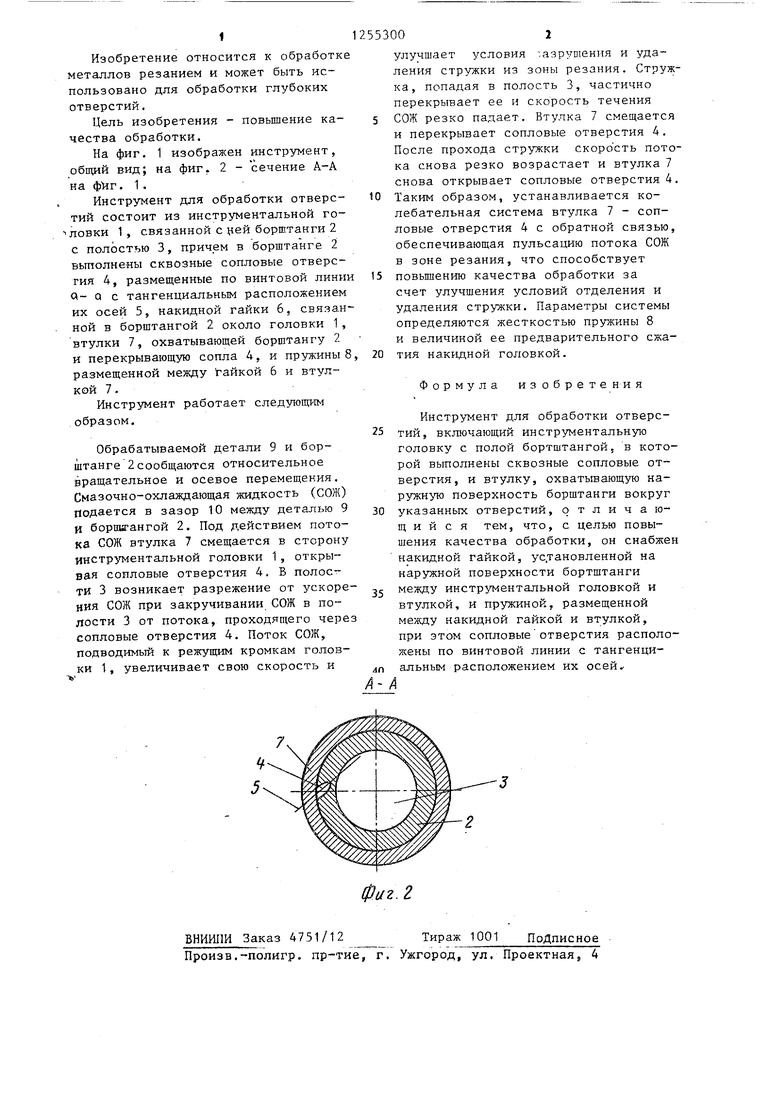
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки отверстий | 1986 |
|
SU1472187A1 |
| Устройство для эжекторного сверления глубоких отверстий | 1989 |
|
SU1673307A1 |
| Эжекторное сверло | 1982 |
|
SU1077718A1 |
| Эжекторное сверло | 1983 |
|
SU1111851A1 |
| Эжекторное сверло | 1985 |
|
SU1355374A2 |
| Эжекторное сверло | 1985 |
|
SU1256887A1 |
| ВИБРАЦИОННАЯ ГОЛОВКА | 2007 |
|
RU2355515C2 |
| Инструмент для обработки отверстий | 1981 |
|
SU1009643A1 |
| Инструмент для обработки глубоких отверстий | 1990 |
|
SU1726160A1 |
| Инструмент для обработки глубоких отверстий | 1988 |
|
SU1583227A1 |
Изобретение относится к обработке металлов резанием и может быть использовано для обработки глубоких отверстий. Целью изобретения является повьшение качества обработки. При обработке детали 9 борштанге 2 придается вращательное и осевое перемещения, СОЖ подается в зазор 10. Под действием потока СОЖ втулка 7 смещается в сторону инструментальной головки 1, открывая сопловые отверстия 4, выполненные в борштанге 2 и размещенные по винтовой линии с тангенциальным расположением осей. В полости 3 возникает разрежение от ускорения СОЖ при ее закручивании при про- хожд.ении через сопловые отверстия .4, Стружка, попадая в полость 3 частично перекрывает ее, скорость течения СОЖ резко падает. Втулка 7 смещается и перекрывает сопловые отверстия 4. После прохода стружки втулка 7 вновь открывает отверстия 4, что приводит к установлению колебательной системы втулка 7 - сопловые отверстия 4 с обратной связью, обеспе-. чивающей пульсадию потока СОЖ в зоне резания. Параметры системь; определяются жесткостью пружины и величиной ее предварительного сжатия. 2 ил. S сд СП
БНИШШ Заказ 4751/12
Тираж 1001 Подписное
Произв.-полигр. , г. Ужгород , ул. Проектная 4
Тираж 1001 Подписное
| Устройство для глубокого сверления | 1975 |
|
SU549272A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
