Изобретение относится к технологии электронно-лучевой сварки.
Целью изобретения является улучшение качества соединения путем повышения точности совмещения луча с нижней кромкой стыка.
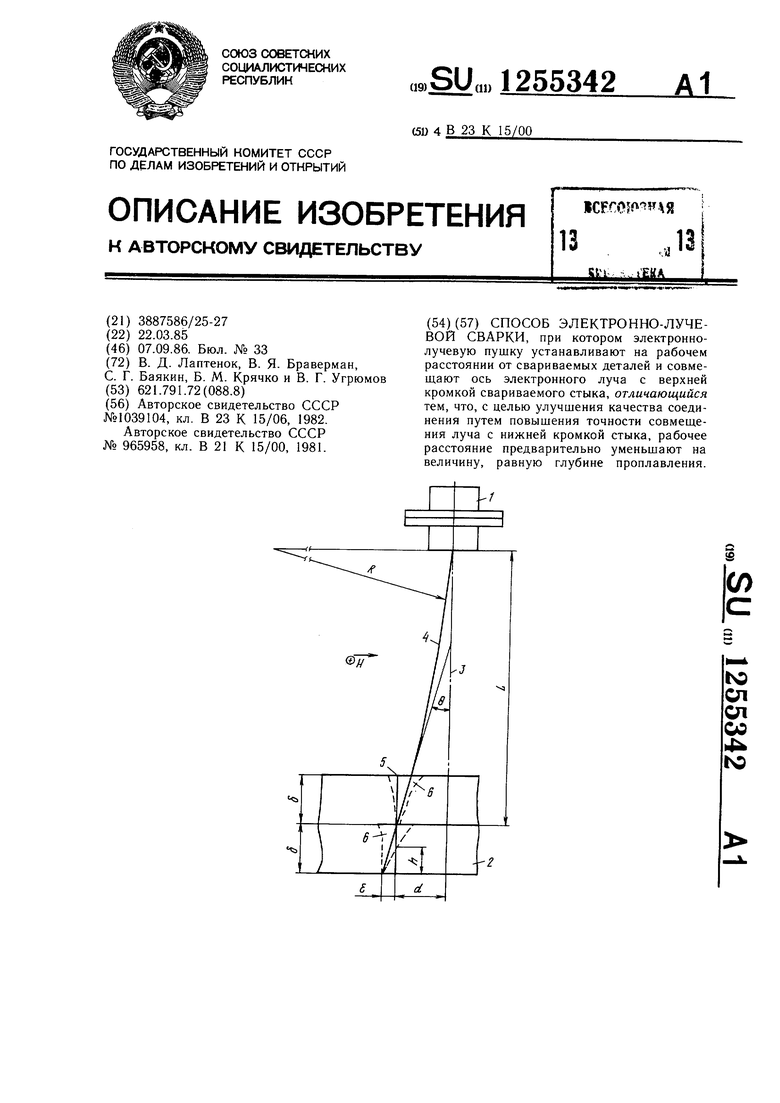
На чертеже изображена схема осуществления способа.
Перед сваркой электронно-лучевую пушку 1 устанавливают на рабочем расстоянии L от свариваемых деталей 2 и совмеицают ось 3 электронного луча 4 с верхней кромкой свариваемого стыка 5. Рабочее расстояние предварительно уменьшают на величину, равную глубине проплавления.
На электронный луч 4 действует составляющая магнитного поля, перпендикулярная направлению скорости электронов, при этом траектория электронного луча 4 представляет собой окружность радиуса R. Это приводит к отклонению электронного луча 4 от оптической оси 3 электронно-лучевой пушки 1 на величину d при рабочем расстоянии L..,
Вектор напряженности Н направлен вдоль линии стыка 5. Отклонение электронов луча 4 происходит в направлении, перпендикулярном линии стыка 5. Наличие угла в между касательной к траектории луча в точке падения его на детали 2 и нормально к поверхности деталей 2 обусловливает погрешность 8 совмещения луча 4 со стыком 5 в корне шва, которая пропорциональна углу 0 и глубине проплавления б.
Погрешность совмещения электронного луча 4 со стыком в корне шва приводит к частичному несплавлению h кромок.
Компенсацию отрицательного влияния указанных факторов достигают путем уменЕз- щения рабочего расстояния L на величину б, равную глубине проплавления. При этом луч
оказывается смещенным относительно верхней кромки стыка, но благодаря характерной для электронно-лучевой сварки геометрии проплавления 6 обеспечивается сплавление кромок по всей плоскости стыка, а следовательно, и высокое качество сварного соединения.
Пример. Способ опробуют на электроннолучевой установке ЭЛУ-9 с применением электронно-лучевой пущки КЭП-2М и источ0 ника питания У250 А. Испытания проводят совместно с устройством для совмещения электронного луча со стыком при сварке, обеспечивающим автоматизацию направления электронов луча по стыку с помощью вторично-эмиссионной следящей системы.
При первом проходе на малом токе луча осуществляют формирование программы коррекции, которая хранится в запоминаю- 1цем устройстве, и затем корректируют по программе положение луча при сварке.
Сваривают образцы кольцевых стыков из материала АМГ-6 толщиной 10, 20 и 40 мм. При записи траектории стыка рабочее расстояние 250 мм, ускоряющее напряжение 25 В.
В процессе сварки компенсируют погрещ5 ность совмещения луча со стыком в корне шва действием магнитными полями напряженностью до 500, 250 и 120 А/м соответственно для глубины проплавления 10, 20 и 40 мм. При действии указанных полей угол 9 между нормалью к поверхности деталей
0 и касательной к траектории луча в точке падения его на поверхность составляет соответственно 17, 18 и 4°. Без компенсации погрешность совмещения луча со стыком в корне шва составляет 2,8; 1,2 и 0,6 мм для глубин проплавления соответственно
40, 20 и 10 мм при напряженности поля 120 А/м, имеются дефекты типа «непровар в корне щва.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1405977A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| Способ контроля канала проплавления при электронно-лучевой сварке | 1987 |
|
SU1433690A1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КРУГОВЫХ СТЫКОВ | 2013 |
|
RU2561626C2 |
| Способ стабилизации глубины проплавления | 1986 |
|
SU1504040A1 |
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2522670C2 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1984 |
|
SU1260142A1 |
| Авторское свидетельство СССР №1039104, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Подвесной монорельсовый тягач | 1981 |
|
SU965958A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
