t
Изобретение относится к мапшно- строению, а именно к обработке цилиндрических поверхностей методом поверхностного пластического деформирования.
Цель изобретения - расширение технологических возможностей путем обеспечения обработки цилиндрических поверхностей,
Иа фиг. 1 изображена схема осуществления способа при обработке внутренних цилиндрических поверхностей 3 фиг. 2 - то же, при обработ- .ке нарузкных цилиндрических поверхностей; на фиг, 3 - устройство для осу- Ществлешш способа обработки внутренних, цилиндрических поверхностей; на фиг. 4 - устройство для обработки Наружных цилиндрических поверхностей Способ обработки поверхности детали обкатывающим инструментом состоит в том, что ось инструмента устанавливают под углом к оси обрабатываемой поверхности детали и сообщают инструменту качательное движение относительно центра качания, который помещают на оси обрабатываемой поверхности, и .подачу, при этом центра качания выносят за пределы обрабатываемой поверхности, а оси инструмента сообщают движение по образующей конуса с вершиной в центре кача.ния, причем -расстояние от центра качания до геометрического центра инструмента определяют из выражения . D-dcos oi Isinoi
расстояние от центра качания до геометрического, центра инструмента, мм; D - диаметр детали, мм; d - рабочий диаметр инструмента, мм;
угол наклона оси инстру.мента к оси обрабатываемой поверхности детали, град; пoлoшiтeльнoe направление измерения расстояния для внутренних поверхностей; (-) - отрицательное направление
измерения расстояния для наружных поверхностей,
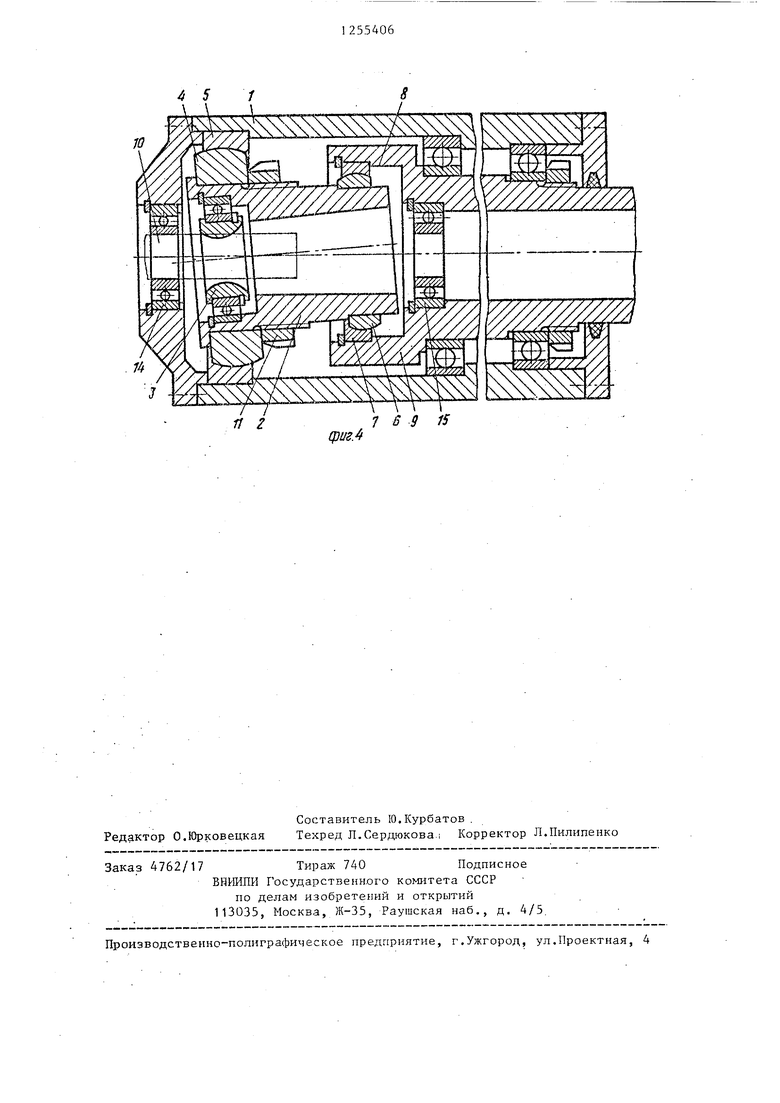
при этом за положительное направление измерения указанного расстояния при- .нимают направление подачи инструмента . -Ус тройство для осуществления сцособа (фиг, 3 и 4) состоит из
L ±где L
пб . , й а
2554062
корпуса 1, в котором смонтирован полый держатель 2 с закрепленным в нем обкатывающим инструментом 3. На полом держателе 2 установлена передняя
5 сферическая опора, состоящая из закрепленного на полом держателе 2 внутреннего сферического опорного элемента 4 и наружного сферического опорного элемента 5, закрепленного
О на корпусе 1 концентрично его оси, Иа конце держателя 2 установлена задняя сферическая опора, состоящая из закрепленного на полом держателе 2 внутреннего сферического опор15 ного элемента 6 и наружного сферического опорного элемента 7, закрепленного в отверстии 8 вала 9 привода вращения обкатывающего инструмента, Ось отверстия 8 расположена эксцент20 рично оси детали 10 и концентрично оси корпуса 1,
В устройстве для обработки внутренних поверхностей (фиг. 3) инструмент 3 крепится в полом держателе
25 с помощью шариков 11, Взаимодействие внутреннего сферического опорного элемента 4 и наружного сферического опорного элемента 5 обеспечивается ограничительной сферической шайбой 12
30 с гайкой 13,
В устройстве для обработки наружных поверхностей (фиг, 4) внутренний сферический опорный элемент 4 крепится с помощью гайки 13. Для направле35 ния детали ТО применяются подшипники 14 и 15,
Устройство работает следуюп(им образом.
Валу 9 сообщают вращение и обка- тывающий инструмент 3 подводят к обрабатываемой поверхности детали 10, Затем включают продольную подачу. Вращение от приводного вала 9 передается сферическим элементам б и 7 опоры, которая в результате эксцентричной установки в отверстии 8 сообщает движение полому держателю 2 по образующей конуса. Полый держатель 2,
движение которого обеспечивается также сферическими элементами 4 и 5 опоры, связанной с корпусом 1, сообщает качательное движение обкатывающему инструменту 3, который, совершая качательное движение, последовательно контактирует с точками обрабатываемой поверхности детали 10..
Ю 3 П
фиг.2
11 167
.Л, . V ,
фиг.З
JO
фиг A
1 6 9 IS
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки поверхности детали обкатывающим деформирующим инструментом | 1986 |
|
SU1495091A2 |
| ИМПУЛЬСНО-СИЛОВАЯ РУЧНАЯ МАШИНА | 2013 |
|
RU2620399C2 |
| УСТРОЙСТВО для АБРАЗИВНОЙ ОБРАБОТКИ ВНУТРЕНИИХ | 1972 |
|
SU340518A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Способ абразивной обработки сферических поверхностей деталей | 1983 |
|
SU1087306A1 |
| Способ обработки поверхности детали методом точечной обкатки и устройство для его осуществления | 1974 |
|
SU560740A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Устройство для обработки криволинейных поверхностей оптических деталей | 1983 |
|
SU1122485A1 |

1 . Способ обработки поверхности детали обкатывающим дeфop иpyloпj;гIм инстр 1- е 1том, при котором ось инструмента устанавливают под углом к оси обрабатываемой поверхности детали и сообщают инструменту кача- тельное движение относительно ра качания, который помещают на оси обрабатываемой поверхности, и подачу отличающийся тем, что, с целью расширения технологических возможностей путег- обеспечения обработки цилиндрических поверхностей, центр качания выносят за пределы обрабатываемой поверхности, а оси инструмента сообщают движение по образующей конуса с вершиной в центре качания, причем расстояние от центра качания до геометрического центра инструмента определяют из выражения D d ( + ) т : + -2sinoi где L - расстояние от центра качания до геометрического центра инструмента, мм; диаметр детали, MMJ pa6o4in i диаметр инструмента, мм; угол наклона оси инструмента к оси обрабатываемой поверхности детали, град; положительное направление измерения расстояния для внутренних поверхностей; отрицательное направление измерения расстояния для нар /кных поверхностей, при этом за положительное направление измерения указанного расстояния принимают направление подачи инструмента. 2. Устройство для обработки поверхности детали обкатывающим деформирующим инструментом, содержащее смонтированный в корпусе полый держатель обкатывающего инструмента, установленный под углом к оси корпуса, и привод его вращения с валом, расположенным соосно корпусу, отличающееся тем, что оно снабжет)о двумя сферическими опорами, последовательно установленным на по-, лом держателе обкатывающего инструмента, передняя из которьк закреплена в корпусе концентрично его оси, а задняя смонтирована на валу привода вращения эксцентрично оси вала. И Q1 CTi
| Способ обработки поверхности детали методом точечной обкатки и устройство для его осуществления | 1974 |
|
SU560740A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
