2С
I8255649
Изобретение относится к области индукционного нагрева 5 в частности к оборудованию для термообработки с индукционным нагревом изде,пий с криволинейными поверхностяни,, и может быть использовано для закалки фасонных поверхностей кулачков, например, пазов цилиндричгсккх кулачков токар ньгх многошпннделыгогн: автоматов о
Цель изобретения - повышение качества термообработки и надежности работы станка,
Поставленная цель достигается тем. что в станке для термической обработки криволинейных поверхностей изделий с нагревом ТБЧ содержащем шпиндельную бабку с пла пяайбой для установки изделия, суппорт с поворотным индуктором, привод вращения плаа-- шайбы, привод перемещения суппорта, привод поворота индуктора и следящую систему управления приводом поворота кндуктора с дaтчикo з мощности индуктора на входе и Bpam,aroiiynv:cH трансформатором, ротор вращающегося транс- фс рматора соединен с поворотным ик- дуктором, едка обмотка статора его ства 19 связана с приводом перамещения суп- -(оцается порта, а другая - с приводом вращг- го U ния планшайбы;,На фиг„ 1 показан станок для термической обработки криволинейкой поверхности изделий с нагревом токами высокой частоты, общий вид на фиг о 2 - схема сложения индуктора 35 по контуру обрабатываемой поверхности.
Станок состоит из станины 1 с направляющими 2, На станине 1 закреплена шпиндельная бабка с нлаглпай - бой 3 для установки обрабатываемого изделия, а на направляющих 2 уста- новлен суппорт 4,, Планшайба 3 при-водится вс вращение ре.гул1 :руе1 1ык приводом 5, а, вертика ьное перемец,е 4S ние суппорта 4 осуществляется регу- лируемым приводом 6 , На суппорте . 4 установлен поворотный индуктор-спрей- ер 7, поворот которого осувгествхшет- ся через червячную передачу 8 регу- 30 лируе ц 1м приводом 9, с поворотным индуктором 7 соединен ротор 10 вращающегося трансформатора I ;, рсп ор-- ная обмотка 2 которого пн л ается напряжением переменного тока, статорная 55 косинусная обмотка 3 через усилитель 14 подключена к приводу 5,, а статор- ная синусная обмотка 15 - i ;epes уси.ш:те,рь 6 -установле рый через нивающее подключен на реверс устройств уст-ройтсв
Станок
На. пля лие 22 с н:сс 1тельн л:сгкчески яндуктор аайбы 3 о дуктора о частоты ер индукт игреда от казана) о
Извест , а;.7хтора п виях зави ду индук верхност аерсивный
со 7 мо зазора L.
При п подъема шается, Н-ала с в появлени ком ройства,
В резу рЁЧивает роторн-ую трансформ стрелки (
При по :;.:7 соотно ках 13 и мотке 15 к-эсинусно
и,,
ваемое на oieroCH тр поворота
Для ос секия нео та индукт ма профил ношение вертикал
С
ства 19 -(оцается го U 5
S 0 5
.ш:те,рь 6 к приводу &„ На суппорте ч -установлен датчик 17 мощности, который через преобразователь 18, сравнивающее устройство 9 и усилитель 20 подключен к приводу 9« Напряжение на реверсивный вход сравнивающего устройства 19 поступает с задаюшегс уст-ройтсва 21 о
Станок работает следующим образои.
На. плянюайбе 3 закрепляется къ.де- лие 22 с фасонной поверхностью от- н:сс 1тельно которой с заданным л:сгкческим зазорО М устанавливает :я яндуктор 7„ Включается вращение план- аайбы 3 от прмвсда 5 к ттнтакг й нк- дуктора от, источника тока высокой частоты (не показ,ан)5 а через сярей- ер индуктора 7 подается охлаждающая игреда от системы охлаждения (не показана) о
Известно, что мощность в цепи ий- , а;.7хтора при прочих постоянных условиях зависит от Беличи1ш зазора меж-- ду индуктором и обрабатываемой поверхностью о При работе станка на ре-- аерсивный вход сравнивающего устрой- с задающего устройства 21
гигнаЛ; нап-ряжение ксторо- соответствугт сигнал: датчн- 7 мощности при заданной величине зазора L.
При подходе индуктора к участку подъема профиля (фиг, 2) зазор yi jeHi-, шается, что вызывает ув- личение сиг- Н-ала с выхода преобразователя 18 и появление сигнала ошибки со знаком с выхода сравкивающего устройства, i 9 о
В результате это1 о привод 9 пово-- рЁЧивает индуктор 7 k связаннук с наг-j роторн-ую обмотку S2 врашающегося трансформатора 11 претив часовой стрелки (фиг„ 2)о
При повороте обмотки I2 измекяат- :;.:7 соотношение напряжений из обметках 13 и 15, а 1-шенно ка синусной обмотке 15 напряжение Ug-Ui; sinci, на к-эсинусной обмотке 13 coscis
нaпpяжe me управ,ленияз подаи,,
ваемое на роторную обмотку 12 вращаю- oieroCH трансформатора II 1 ;, о/, -- угол поворота индуктора (фиг,, 2,
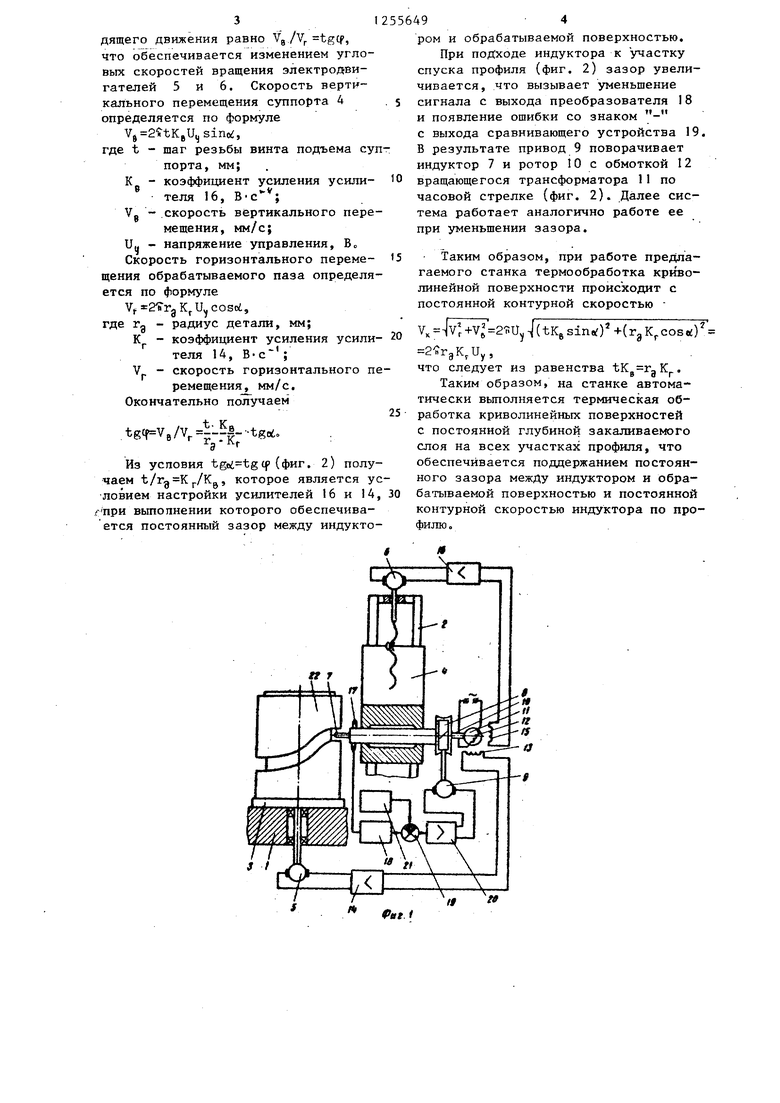
Для осуществления следящего дви- секия необходимоJ чтобы угол поворота индуктора d бы,п равен углу подъема профиля Lf (фиг. 2/5 при этом соотношение между горизонтальной A V и вертикальной V., составляющими еле
дящего движения равно Vg /V,. -tgCf, что обеспечивается изменением угловых скоростей вращения электродвигателей 5 и 6. Скорость вертикального перемещения суппорта 4 определяется по формуле
У9 2 1КвЦз1по(;,
где t - шаг резьбы винта подъема супорта, мм; К - коэффициент усиления усили теля 16, Vg - скорость вертикального перемещения, мм/с;
Uu - напряжение управления. В Скорость горизонтального переме- щения обрабатываемого паза определяется по формуле
Vf 27rgK,U cosoi, где Гд - радиус детали, мм;
К - коэффициент усиления усили
теля 14, Вс ;
V - скорость горизонтального премещения мм/с. Окончательно получаем
,
i ЛГ
Из условия (f (фиг. 2) получаем ./Kg, которое является условием настройки усилителей 16 и 14, 30 л при выполнении которого обеспечива- ется постоянный зазор между индукто
ром и обрабатываемой поверхностью. При подходе индуктора к участку спуска профиля (фиг. 2) зазор увеличивается, что вызывает уменьшение сигнала с выхода преобразователя 18 и появление ошибки со знаком - с выхода сравнивающего устройства 19. В результате привод 9 поворачивает индуктор 7 и ротор 10 с обмоткой 12 вращающегося трансформатора 11 по часовой стрелке (фиг. 2). Далее система работает аналогично работе ее при уменьшении зазора.
Таким образом, при работе предлагаемого станка термообработка криволинейной поверхности происходит с постоянной контурной скоростью
VK (tKgsineif)+(rgK cos«;)
,Uy,
что следует из равенства ..
Таким образом, на станке автоматически выполняется термическая обработка криволинейных поверхностей с постоянной глубиной закаливаемого слоя на всех участках профиля, что обеспечивается поддержанием постоянного зазора между индуктором и обрабатываемой поверхностью и постоянной контурной скоростью индуктора по профилю о
t
, f
фиг. 2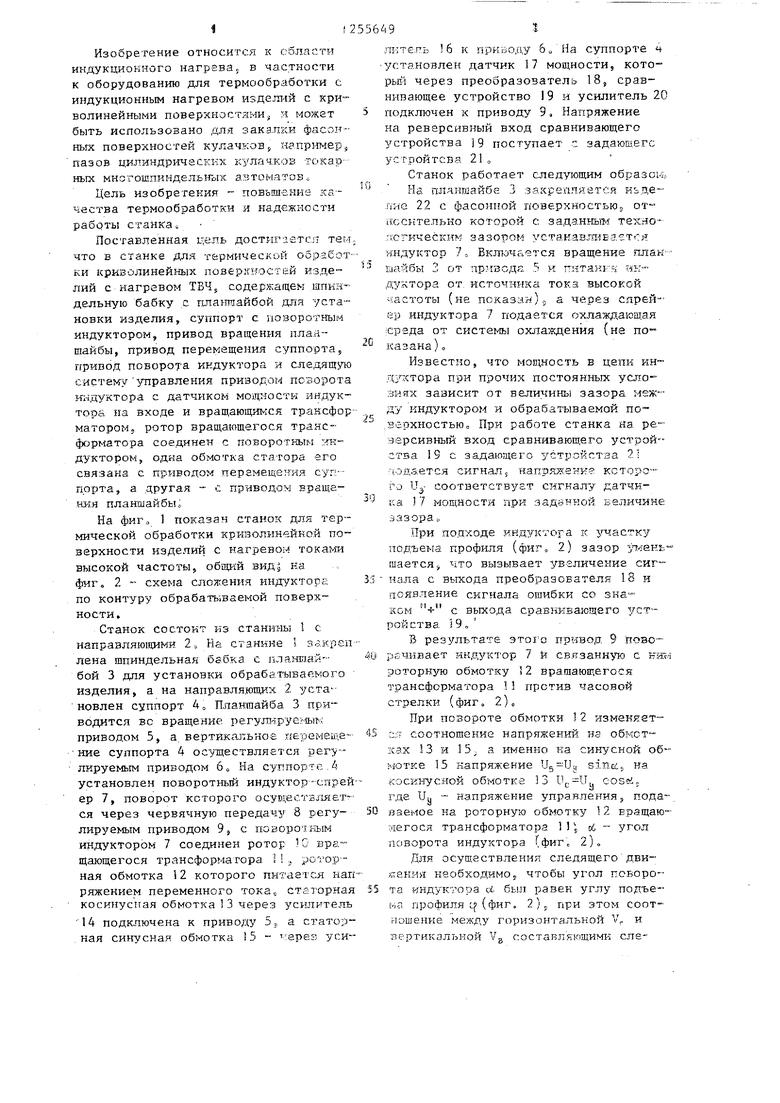
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для термообработки фасонных поверхностей с нагревом токами высокой частоты | 1983 |
|
SU1161569A1 |
| Устройство для копировальной обработки | 1984 |
|
SU1227424A1 |
| Линейный асинхронный двигатель | 1974 |
|
SU524286A1 |
| Устройство для закалки криволинейных поверхностей | 1976 |
|
SU945205A1 |
| Устройство для индукционной закалки крупномодульных зубчатых колес | 1988 |
|
SU1652364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2007 |
|
RU2356675C1 |
| Способ закалки с нагревом ТВЧ | 1988 |
|
SU1652359A1 |
| Рабочий орган роторного снегоочистителя | 1985 |
|
SU1239195A1 |
| Устройство индукционного нагрева при обработке поверхности детали резанием | 2018 |
|
RU2679861C1 |
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| Установка для закалки криволинейных поверхностей | 1976 |
|
SU644848A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
