Изобретение от1носится к установкам для Закалки деталей индукциоННъгм .HarpeBOM.
Известна устаиовка для закалки поверхностей, содержащая индуктор, следящее устройство, щуп которого жестко связан с Индуктороад и «антактирует -с закаливаемой ловерхностью, и стол для установки деталей с приводом его возвратно-поступательного перемещения 1.
Недостатком известной устаиовки является невозможность обеспечения постоянст ва линейной скорости перемещения закаливаемой поверхности относительно индуктора и закалки за1мкиутых криволинейных поверхностей.
Известна также установка для закалки внутреииих -криволинейных поверхностей, содержащая ошова«ие, поворотный стол, связанный с приводом вращения .посредством .Цепной передачи, звездочк-и которой имеют овальяую .форму, механизм возвратио-поступатеЛЫН.ого перемещения со следящим устройством, щуп-ролик .которого контактирует с копиром, установленным на столе, а также тепловой индуктор с держателем 2.
Недостаток известното устройства состоит в том, что под каждую криволинейную поверхность неОбходи.м.о иметь .специальный копир и комплект звездочек овальной формы, т. е. формы, совпадающей с формой .профиля обрабатываемой поверхности.
Кроме того, применен.ие звездочек, овальной формы, предназначенных для сохранения -постоянства линейной скорости перемещения (поверхности отн.ос.ительно иидуктора, сужает технологические возможности вследствие иевозм.ожности из.готовленйя звездочек, повторяющих профиль поверхности слоЖНой формы.
Целью изобретения является расщире1ние техйологических возможностей.
Для этого известная установка снабжена .контактирующим с планщ.ай.бой стола и установлвнным .на выходном валу привода, вращения с возможностью поворота вокруг оси, перпендикуляр.ной своей оси вращения, роликом и приводом одновременного поворота индуктора и ролика, при этом ось поворота ролика совмещена с осью поворота индуктора, а щуп следящего устройства может быть выполнен в виде пневматичес-. ких сопл..;
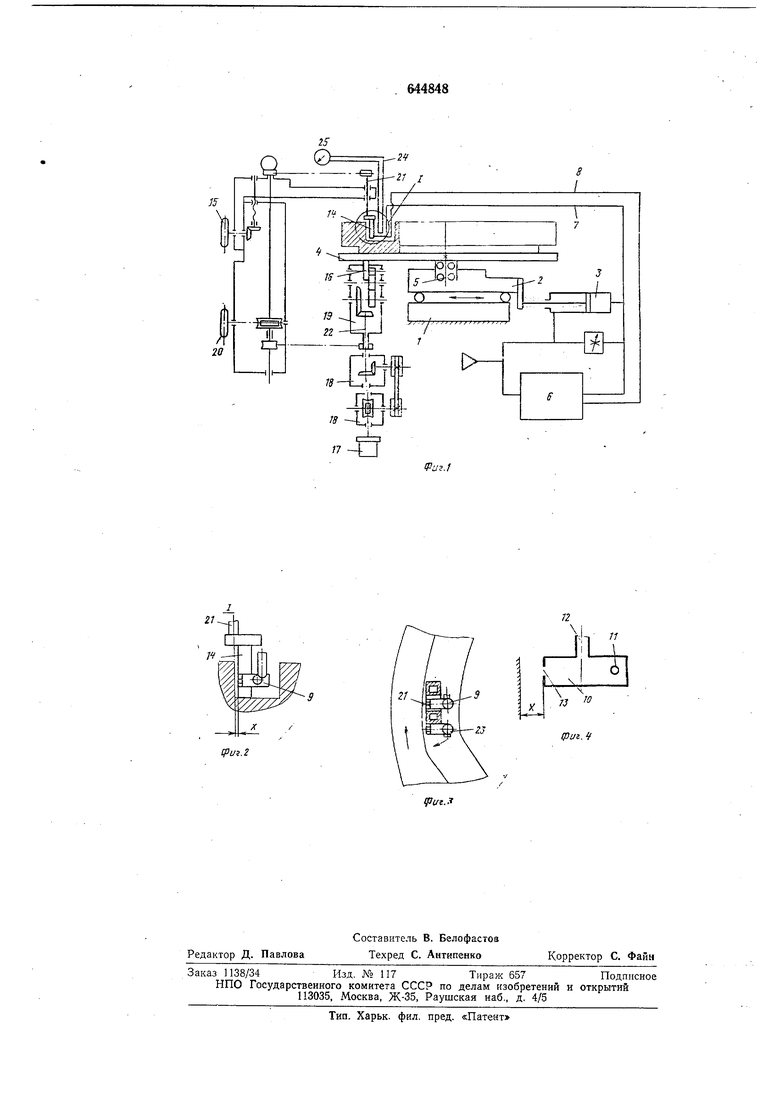
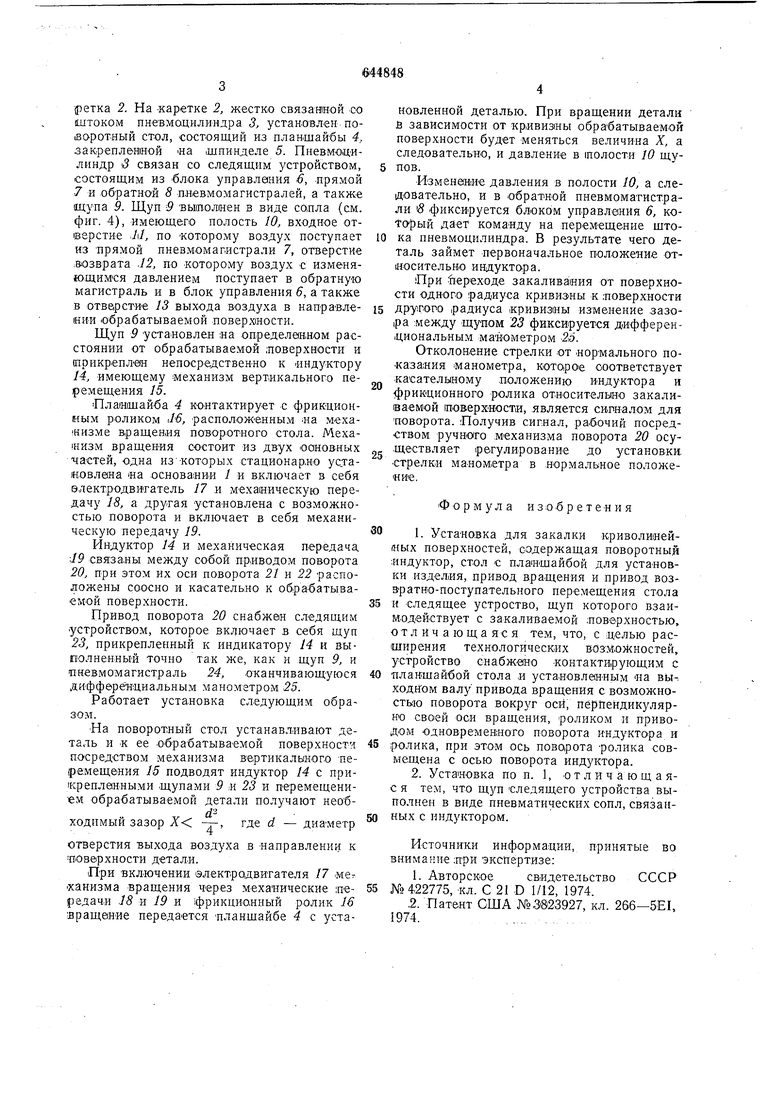
На фиг. I изображена предлагаемая. уста.новка; на фиг. 2 и 3 - расположение индуктора и щупов относительно обрабатываемой поверхности; «а ф.иг. 4 - выполнение щупа.
Установка включает в себя основание /,. на направляющих которого установлена ка(ретка 2. На каретке 2, жестко связанной СО штоком пневмоцилиндра 3, установлен поворотный стол, состоящий из планшайбы 4, закрепленной «а шпинделе 5. Пневмо.ц«линдр 3 связан со следящим устройством, состоящим из блока управления 6, прямой 7 и обратной 8 пиевмомагистралей, а также щупа 9. Щуп 9 выполнен в виде солла (см. фиг. 4), имеющего полость 10, входное отверстие .1(1, по Которому воздух поступает из прямой пневмомапистрали 7, отверстие возврата .12, по -которому воздух t изменяющимся давлением поступает в обратную магистраль и в блок управления 6, а также в отве,рстие 13 выхода воздуха в направлении обрабатываемой поверхности.
Щуп 9 установлен ;на определ9н,ном расстоянии от обрабатываемой .поверхности и прикреплен непосредственно к «ндуктору 14, имеющему механизм вертикального перемещения 15.
Планшайба 4 контактирует с фрикционным роликом 1/, расположенным на меха1низме В)ращен.ия поворотного стола. Механизм вращения состоит из двух оановных частей, одна изкоторых стационарно установлена на основании / и включает з себя электродвигатель 17 .и механическую передачу 18, а другая установлена с возможностью поворота и включает в себя механическую передачу 19.
Индуктор 14 и механическая передача 19 связаны между собой приводом поворота 20, при этом их оси поворота 21 и 22 расположены соосно и касательно к обрабатываемой поверхности.
Привод поворота 20 снабжен следящим устройством, которое включает в себя щуп 23, прикрепленный к индикатору 14 и выполненный точно так же, как и щуп 9, и пневмомагистраль 24, оканчнвающуюся дифференциальным манометром 25.
Работает установка следующим образом.
На поворотный стол устанавливают деталь и К ее обрабатываемой поверхностипосредством механизма вертикалыного перемещения 15 подводят индуктор 14 с при|креплвнными щупами 9 -м 23 и перемещением обрабатываемой детали получают необходимый зазор Х. -г-, где d - диаметр
отверстия выхОда воздуха в направлении к поверхности детали.
При Включении электродвитателя 17 ыеХанизма вращения через механические :передачи .18 и 19 и фрикционный ролик J6 вращение передается нланщайбе 4 с установленной деталью. При вращении детали в зависимости от кривизны обрабатываемой поверхности будет меняться величина X, а следовательно, и давление в толости 10 щупов.
Изменение давления в полости 10, а следовательно, и в Обратной пневмоматистрали i5 фиксируется блоком управления 6, коtot)ый дает комаНду на перемещение щто0 ка пневмоцилиндра. В результате чего деталь займет Первоначальное положение отйосительно индуктора.
При переходе закаливания от поверхности одного радиуса кривизны к .поверхности 5 другого радиуса кривизны изменение зазо|ра между Щупом 23 фиксируется дифферен.циональным маНОметром ..
Отколонение стрелки от нормального показания манометра, которое соответствует касателыному положению индуктора и фрикционного ролика относителыно закаливаемой поверхности, .является сигналом для поворота. Получив сигнал, рабочий посредством ручного механизма поворота 20 осуществляет регулирование до установки, стрелки манометра в нормальное положение.
Формула и 3 iO -б р е т е н и я
0 1. Установка для закалки криволиней(ных поверхностей, содержащая поворотный индуктор, стол с планшайбой для устаНовки изделия, привод вращения и привод возвратно-поступательного перемещения стола
5 и следящее устроство, щуп которого взаимодействует с закаливаемой .поверхностью, отличающаяся тем, что, с щелью расширения технологических возможностей, устройство снабЖвно -контактирующим с
0 планшайбой стола и установленным на вьь ходном валу привода вращения с возмон ностьЮ поворота оси, перпендикулярно своей оси вращения, роликом н приводом одновременяого поворота индуктора и
5 ;р-олика, при этом ось поворота ролика совмещена с осью поворота индуктора.
2. Установка по п. 1, отличающая0 я тем, что щуп следящего устройства выполнен в виде пневматических сопл, связанных с индуктором.
Источники информа-ции, принятые во внимание лри экспертизе:
1. Авторское свидетельство СССР 5 № 4,22775, Кл. С 21 D 1/12, 1974.
.2. Патент СЩА №3823927, кл. 266-5EI, 1974.
риг.2
П
нч
J3
фиг.ч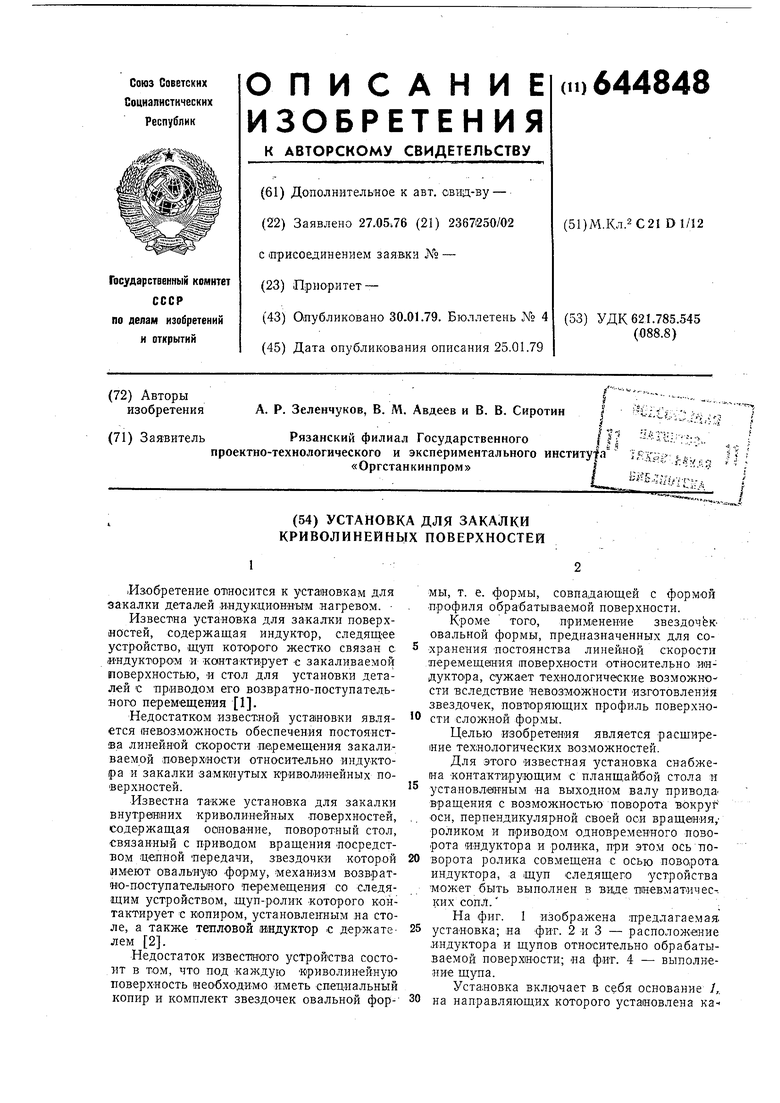
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЗАКАЛКИ ЗУБЧАТЫХ ВЕНЦОВ | 1968 |
|
SU207673A1 |
| Устройство для закалки криволинейных поверхностей | 1976 |
|
SU945205A1 |
| СТАНОК ДЛЯ КОНТУРНОЙ ЗАКАЛКИ ЗУБЧАТЫХ ВЕНЦОВ | 1971 |
|
SU293049A1 |
| Установка для отпуска кромок листового металлопроката | 2023 |
|
RU2817655C1 |
| СТАНОК ДЛЯ АВТОМАТИЗИРОВАННОЙ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 2009 |
|
RU2407806C1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙI | 1971 |
|
SU301362A1 |
| Станок для индукционной закалки изделий | 1982 |
|
SU1098960A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Станок для термообработки фасонных поверхностей с нагревом токами высокой частоты | 1983 |
|
SU1161569A1 |
| Станок для закалки зубчатых венцов | 1978 |
|
SU732396A1 |