Изобретение относится к обработке металлов давлением и может бЫть использовано при щ окатке тонкостенных и особотонкостенных труб,
Целью изобретения является повышение качества наружной поверхности труб путем снижения налипания металла на.рабочий инструмент.
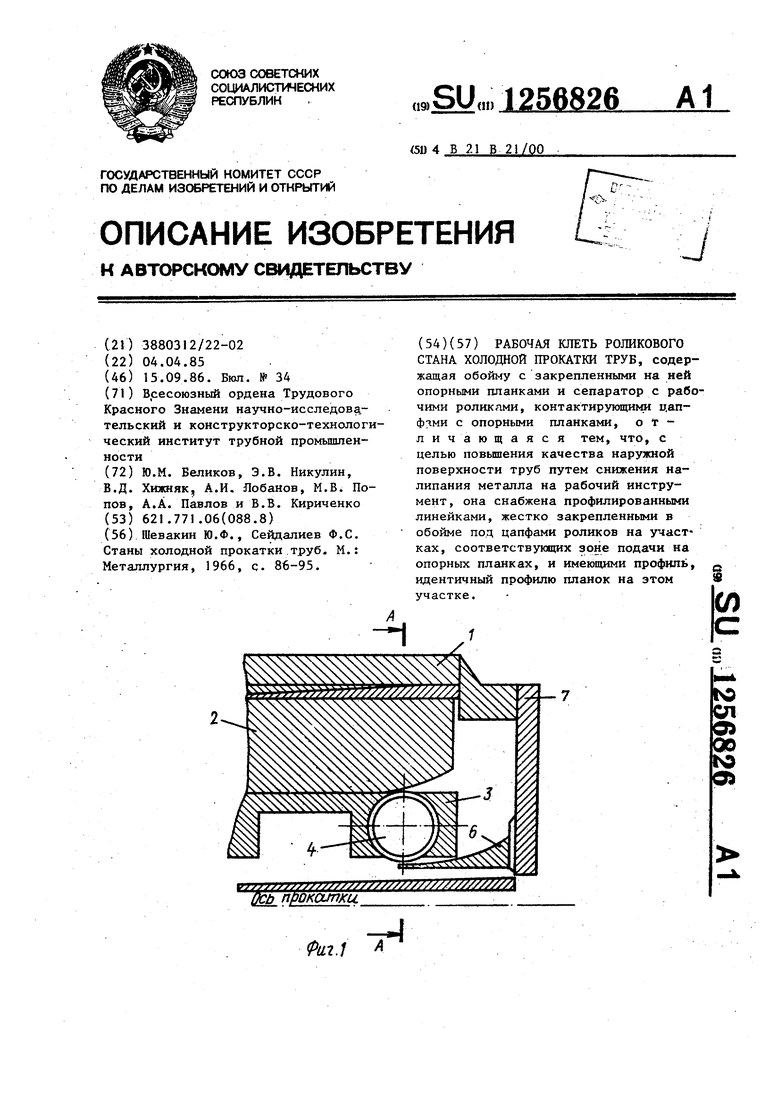
На фиг. 1 представлена фронтальна проекция основных элементов рабочей клети стана ХПТР; на фиг. 2 - разрез А-А на фиг. 1.
Клеть состоит из обоймы 1 с опорными планками 2, сепаратора 3 с рабочими роликами 4, контактирующими своими цапфами 5 с опорными планками профилированных линеек 6, жестко связанных с обоймой, например, через . крьппку 7, прикрепленную болтами-к обойме, и расположенных под цапфами роликов в плоскостях, параллельных продольным осям роликов со стороны, противоположной опорным планкам. Профиль линеек должен повторять профиль опорных планок в зоне, соответствующей подаче и повороту.
Клеть может быть использована при прокатке труб с двух-, трех- и че- .тырехроликовой схемах прокатки.
Клеть работает следующим образом.
От кривошипно-Шатунного механизма (не показан) обойме 1 клети сообщается возвратно-поступательное движение. При ходе обоймы назад (от капиб- рующего участка к началу обжимной зоны) сепаратор 3 с рабочими роликами 4 при достижении положения,, соот- ,
ветствующего началу зева подачи и поворота, своими цапфами 5 накатывается на профилированные линейки 6, устраняет контакт ручья ролика с прокатываемой трубой. Таким образом, обеспечивается исключение налипания металла прокатьшаемой трубы на поверхность -ручья ролика. Профиль линеек должен повторять профиль опорных
планок в зоне, соответствующей подаче и повороту заготовки, и рассчитывается таким образом, что при прохождении обоймой клети расстояния, соответствующего зоне поДачи, обеспечи5 вается увеличение расстояния между тгродольнБвди осями роликов по сравнению с этим расстоянием в конце обжимной зоны на величину увеличения расстояния между рабочими поверхнос0 тями опорных планок в зоне подачи и поворота минус 0, мм, что обеспечивает отсутствие контакта между ручьем роликов и прокатываемой трубой, а также между цапфами
5 роликов и опорной планкой.
При сравнительных прокатках установлено, что брак по дефектам поверхности труб типа насечек и за- диров, изготовленных на стане с пред30 ложенной клетью, по сравнению с изготовленными на стане с известной клетью.уменьшился более, чем в 2 раза.
Таким образом, предложенная рабочая клеть.обеспечивает повьшение качества наружной поверхности трур за счет уменьшения налипания металла на ручей ролика.
ВНИИПИ Заказ 4861/7 Тираж 518Подписное
Произв.-полигр. пр--тие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1967 |
|
SU196692A1 |
| Способ периодической прокатки труб и устройство для осуществления этого способа | 1975 |
|
SU535973A1 |
| Опорная планка роликового стана холодной прокатки труб | 1982 |
|
SU1047558A1 |
| Инструмент роликового стана холодной прокатки труб | 1976 |
|
SU682290A1 |
| Рабочая клеть стана холодной прокатки зубчатых изделий | 1982 |
|
SU1037980A1 |
| Рабочая клеть стана холодной прокатки труб роликами | 1983 |
|
SU1127651A1 |
| Опорная планка роликового стана периодической прокатки труб | 1979 |
|
SU871857A1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2436640C1 |
| Способ периодической холодной прокатки труб | 1984 |
|
SU1189520A1 |
| Опорная планка роликового стана холодной прокатки труб | 1987 |
|
SU1445825A1 |
| Станы холодной прокатки труб | |||
| Металлургия, 1966, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| М.: | |||
