Изобретение относится к обработке металлов давлением и может быть использовано для изготовления: поковок пластин из слитков методом свободной ковки на прессах.
Цель изобретения - снижение трудоемкости процесса ковки.
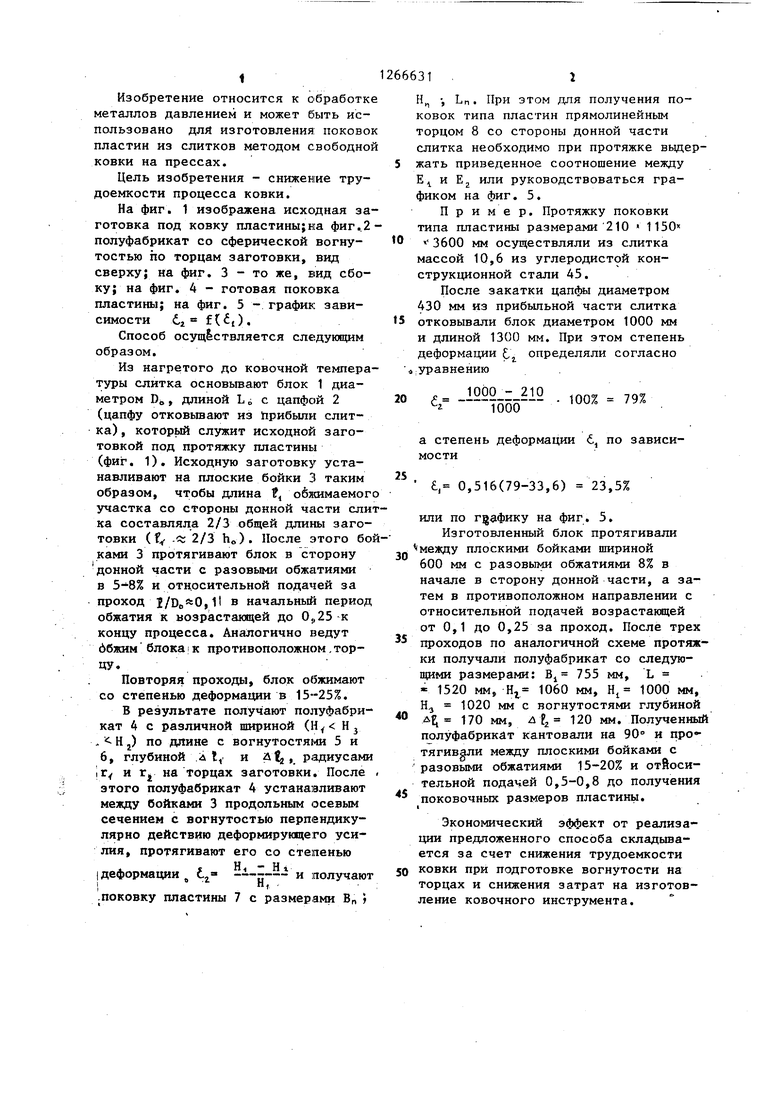
На фиг. 1 изображена исходная заготовка под ковку Ш1астины;иа фиг..2полуфабрикат со сферической вогнутостью по торцам заготовки, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 - готовая поковка пластины; на фиг. 5 - график зависимости 6г ().
Способ осзпц&ствляется следукицим образом.
Из нагретого до ковочной температуры слитка основьгоают блок 1 диаметром DO длиной L i с цапфой 2 (цапфу отковьшают из Ирибьши слитка) , которьй служит исходной заготовкой под протяжку пластины (фиг. 1). Исходную заготовк г устанавливают на плоские бойки 3 таким образом, чтобы длина обжимаемого участка со стороны донной части слитка составляла 2/3 общей длины заготовки (fy . 2/3 ho). После этого бойками 3 протягивают блок в сторону донной части с разовыми обжатиями в 5-8% и относительной подачей за проход ,11 в начальньй период обжатия к возрастакяцей до 0„25 к концу процесса. Аналогично ведут ббжим блокаI к противоположном,торцу.
: Повторяя проходы, блок обжимают со степенью деформации в 15-25%.
В результате получают полуфабрикат 4 с различной шириной (И Н
. Н j) по длине с вогнутостя1 1И 5 и 6, глубиной :л I,. и а,. радиусами |Г| и г на торцах заготовки. После зтого полуфабрикат 4 устанавливают между бойками 3 продольным осевым сечением с вогнутостью перпендикулярно действию деформирующего усилия, протягивают его со степенью
н - н
Iдеформации 6 ------ и получают I ).
.поковку пластины 7 с размерами Вп
66631 ,1
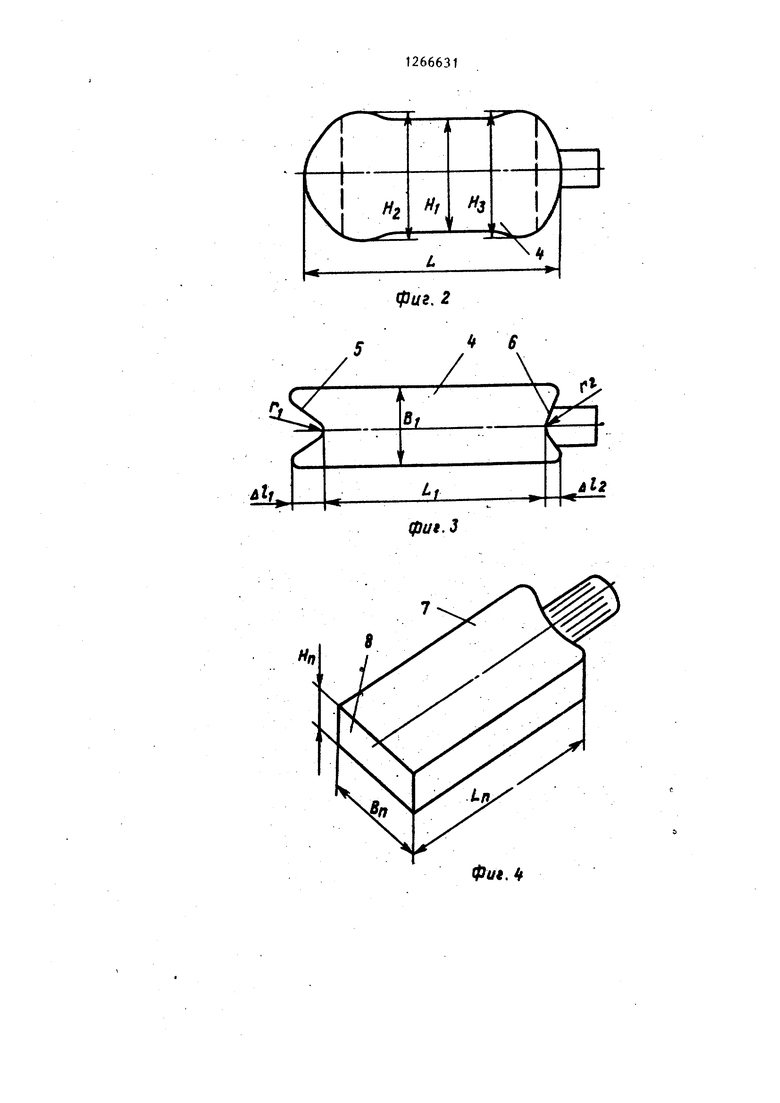
Н , Lti. При этом для получения поковок типа пластин прямолинейным торцом 8 со стороны донной части слитка необходимо при протяжке выдер5 жать приведенное соотношение между Е и Е,, или руководствоваться графиком на фиг. 5.
Пример. Протяжку поковки типа пластины размерами 210 1150
o ч 3600 мм осуществляли из слитка массой 10,6 из углеродистой конструкционной стали 45.
После закатки цапфы диаметром 430 мм из прибыльной части слитка
5 отковывали блок диаметром 1000 мм и длиной 1300 мм. При этом степень деформации определяли согласно 4:Уравнению
1000 - 210
. 100% 79%
Тооо
а степень деформации по зависимости
, 0,516(79-33,6) 23,5%
или по графику на фиг. 5.
Изготовленный блок протягивали между плоскими бойками шириной 600 мм с разовыми обжатиями 8% в начале в сторону донной части, а затем в противоположном направлении с относительной подачей возрастающей от 0,1 до 0,25 за проход. После трех
проходов по аналогичной схеме протяжки получали полуфабрикат со следующими размерами: В 755 мм, L - 1520 мм, HI 1060 мм, Н 1000 мм, H,j 1020 мм с вогнутостями глубиной
д 70 мм, -i PZ 120 мм. Полученный полуфабрикат кантовали на 90° и про тягивали между плоскими бойками с разовыми обжатиями 15-20% и отйосительной подачей 0,5-0,8 до получения
поковочных размеров пластины.
I
Экономический эффект от реализации предложенного способа складывается за счет снижения трудоемкости ковки при подготовке вогнутости на торцах и снижения затрат на изготовление ковочного инструмента.
А
3
Mf
1
фиг, 2
/ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| Способ получения поковок коленчатых валов | 1988 |
|
SU1556806A1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |

Фи9.3
емЛ
fe
Ч|
«ха
Ю
О
п«
«О
1
1
Сэ
саГ
fe
%о I о П I С
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЯМОУГОЛЬНОГОСЕЧЕНИЯ | 0 |
|
SU347108A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дзугутов М.Я | |||
| Напряжения и разрьшы при обработке металлов давлением | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| М.: Металлургия, 1974, с.123. | |||
