Изобретение относится к металлур- гий, в частности к конструкции тянущей клети установки непрерывного литья металлов горизонтального типа.
Цель изобретения расширение технологических возможностей и упрощение конструкции.
На фиг. 1 изображено устройство для вытягивания слитка, обилий вид; на фиг. 2 - то же, исходное положение подвижной головки устройства.
Устройство для вытягивания слитка содержит корпус головки 1 в котором размещены противоположно на-- правленные посредство; роликов 4 и 5 со слитком 6 регулируемые упорьь Ролики 4 и 5 тягами 7 и 8 с-оединены с подвижными планками 9 и 50. Между корпусом и планками 9 и 10 расположены пружины и 12,
Устройство совершает возвратно- поступательное движение от криво- шипно-шатунного механизма 13, Регулируемые упоры состоят из пневмо- цилиндров 14 и 15, способных перемещаться с помощью механизма,, вьтолнен нох о Б виде винтовой пары i 6 и 17
Устройство работает следуюп им образом.
Для осуществления вытягивания слитка штоки пневмоциливдров 14 и 15 находятся в левых крайних .соже- ниях контактируя с плитами 9 и 10 При движении головки Kopnj ca 1 вираво (рабочий ход) ролик 4 заклинивает клиновидный захват 2 и слиток 6.
Слиток 6 совместно с головкой перемещается на шаг, равный 2 е (е эксцентриситет), При крайнем правом положении головки образуе7ч;я зазор между штоком пневмоиилиндра 14 и планкой 99 равный 2е, а шток пневмо- цилиндра 15 контактирует с планкой
10 и отодвигает ролик 5 от клина 3 на расстояние 2е, При движении головки влево (холостой ход) ролик 4 автоматически расклинивает слиток и головка возвращается в исходное положение.
Для осуществления обратного движения слитка штоки пневмоцилиндров
14и 15 перемещаются в правое край- нее положение.
Для остановки слитка шток пневмо- цилиндра 4 перемещается в крайнее правое положениеS а шток пневмоци- линдра 15-8 крайнее левое поло- жение.
Для изменения величины шага щток пневмоцилиидра 14 находится в левом крайнем положении,, а пневмоцилиндр
15винтовой парой 17 перемещается вправо на величину уменьшения шага,
шток пневмоцилиндра 14 посредством планки 9 отодвигает ролик 4 от клиновидного захвата 2 на величину S, и шаг становится равным ,- . Шток пневмоцилиндра 15 находится при зтом в левом крайнем положении.
Для осуществления петлевого шага штоки пневмоцилиндров 14 и 15 находятся в левых крайних положениях, шток пневмоцилиндра 15 перемещается вправо винтовой парой 17 на величину обратного хода слитка Sg, тогда шаг вытягивания слитка равен 2е, а величина возврата равна Sg.
Таким образом5 при несложном конструктивном выполнен ии и возможности регулирования в широких пределах (по частоте, шагу, способу вытягиванию) режимов получения слитка предлагаемое устройство позволяет расширить технологические возможности установок для непрерывного литья заготовок различных типоразмеров,
3 7f - 2 35
74 f
777 ГГ/ 77777Г77
75
} 7 77 ГГГТ/77Г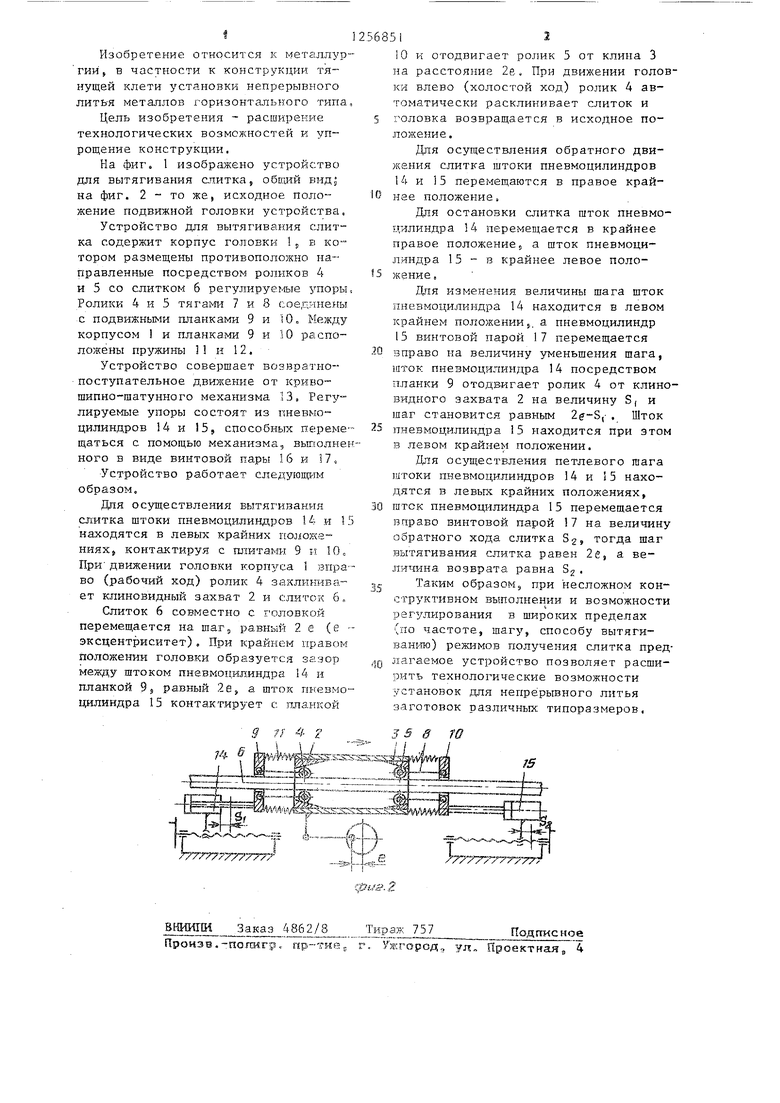
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки слитков на пластины | 1989 |
|
SU1734992A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| Станок для изготовления электрических катушек | 1971 |
|
SU499598A1 |
| Устройство для подачи полосового материала в рабочую зону пресса | 1986 |
|
SU1371746A1 |
| Устройство для резки заготовок на кольца | 1990 |
|
SU1736717A1 |
| Абразивно-отрезной станок | 1990 |
|
SU1773691A1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| Устройство для механического кантования слитков в нагревательных печах | 1939 |
|
SU60124A1 |
| Пневмогидравлический дозатор | 1978 |
|
SU764932A1 |
| Устройство для распаковки тары | 1990 |
|
SU1785959A1 |

ВНИИПИЗак ; } 4 862 /8
1ронзв.-по,гшгр. ир-тие.
Гдр-зж 757 Подгтисное
:-, Ужгород, ул„ Проектная 4
| 1977 |
|
SU825272A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
