Изобретение относится к станкостроению, а именно к устройствам для зажима и поворота изделия, обрабатываемого на многошпиндельных токарных полуавтоматах
Целью изобретения является расширение технологических возможностей путем объеди нения в одном силовом агрегате приводов зажима и поворота.
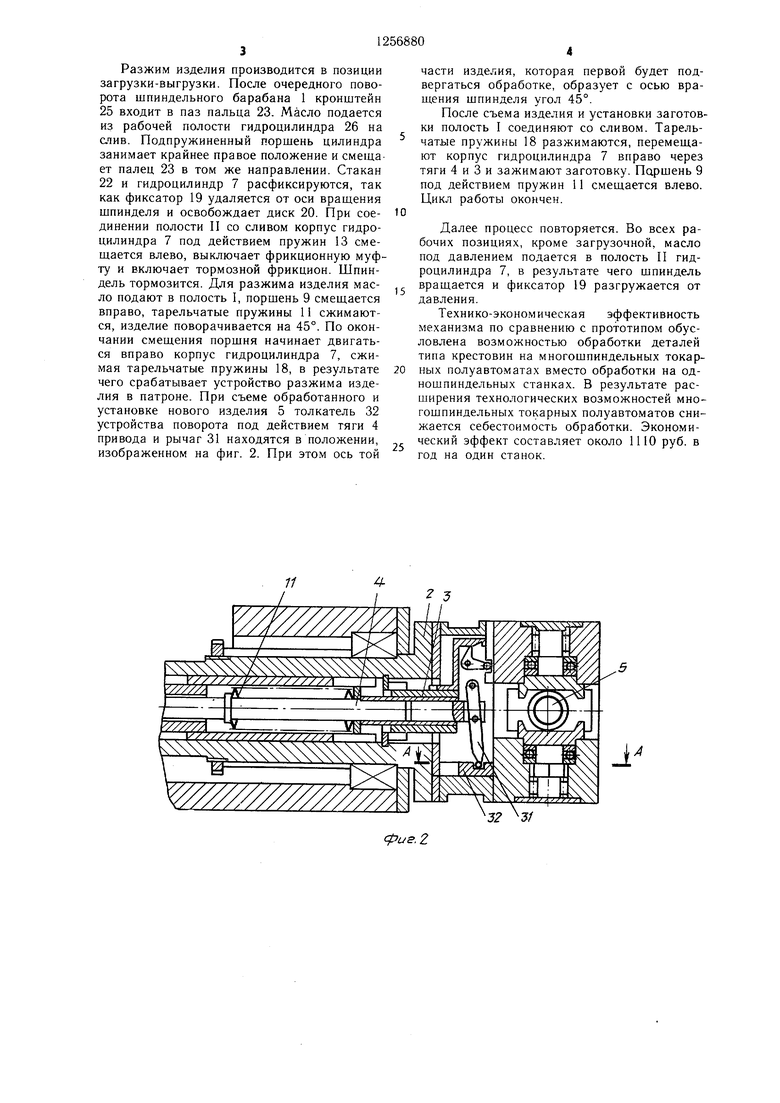
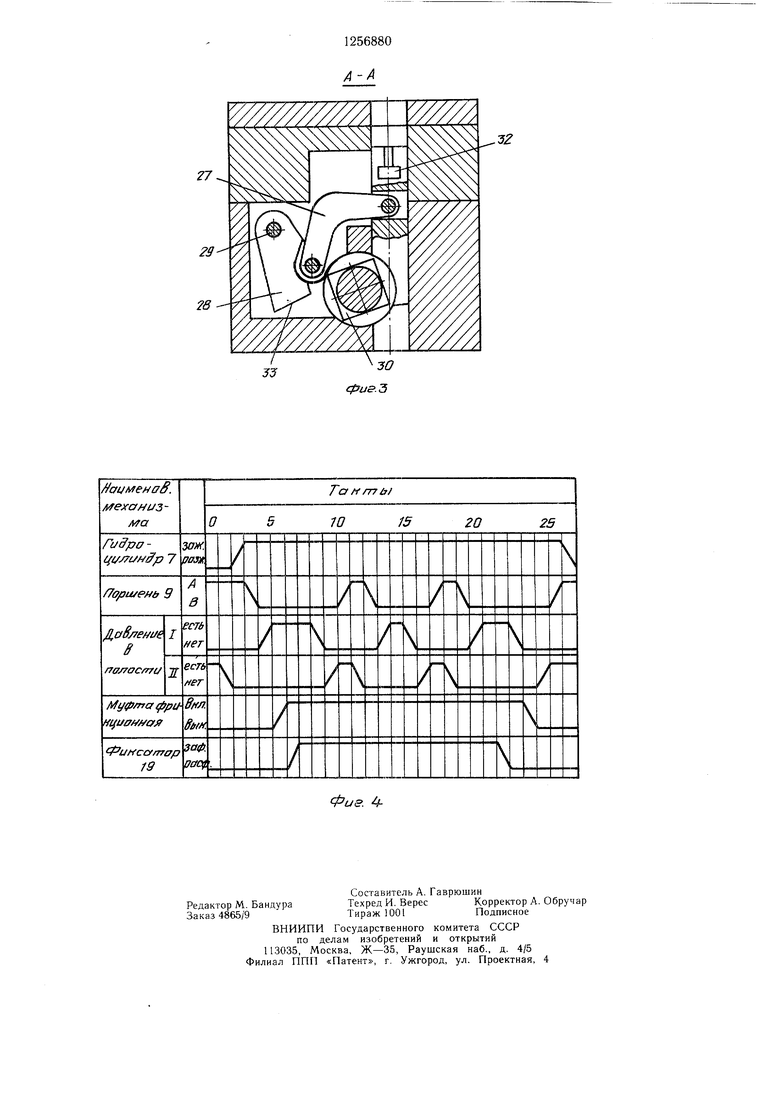
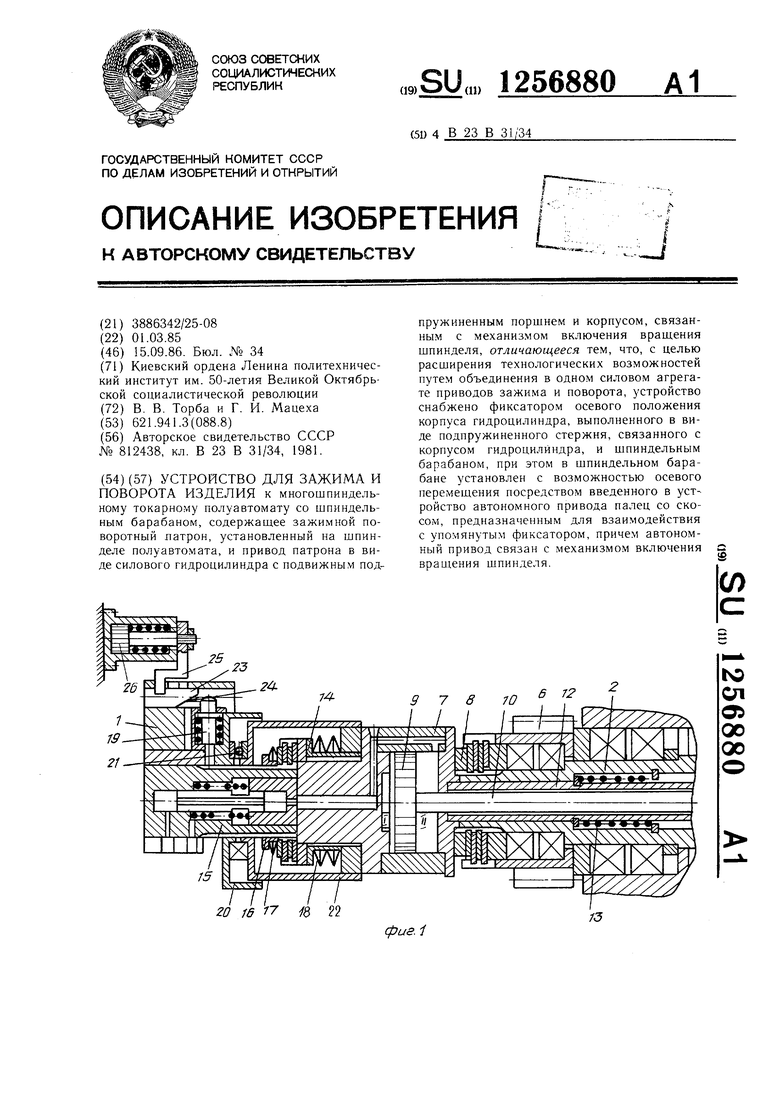
На фиг. 1 изображено устройство в состоянии «зажато, шпиндель не вращается, разрез; па фиг. 2 - поворотный патрон, про- дольный разрез; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - тактограмма работы механизма.
Устройство для зажима и поворота изделия установлено на многошпиндельном то- карно.м полуавтомате со шпиндельным барабаном 1 и содержит патрон для зажима и поворота изделия и привод патрона. Патрон укреплен на переднем конце шпинделя 2 и снабжен устройствами, преобразующими возвратно-поступателыюе движение тяг 3 и 4 в движения зажима изделия и его поворота с последуюш,ей фиксацией. Изделие (например, крестовина кардана) 5 установлено в призмах патрона. Часть привода установлена на заднем конце шпинделя 2, получаю цего вращение через зубчатое колесо 6 фрикционной муфты. Корпус гидроци- лйндра 7 установлен с возможностью его осевого смещения. Диск 8 обеспечивает совместное вращение шпиндели и гидроцилиндра. Поршень 9 стержнем 10 соединен с тя- гой 4 механизма поворота патрона. Пакет тарельчатых пружин 1 обеспечивает обратный ход тяги 4. Корпус гидроцилиндра 7 трубой 12 связан с тягой 3 механизма зажима изделия. Пружина 13 обеспечивает, обратный ход тяги 3 и стремится сместить кор- пус гидроцилиндра 7 влево по чертежу. К корпусу гидроцилиндра 7 прикреплена чашка 14 тормозного фрикциона, смонтированного на валу 15. На том же валу установлена втулка 16 с тарельчатыми пружинами 17. При незаторможенном состоянии (т.е. при вращении) шпинделя эти пружины разжаты. На чашке 14 помещены тарельчатые пружины 18, усилие которых используется для осуществления зажима изделия. Фиксатор 19 осевого положения корпуса гидро- цилиндра выполнен в виде радиального подпружиненного стержня и расположен в осевом направлении между корпусом барабана 1 и диском 20, который через упорный подшипник качения 21 и стакан 22 связан с корпусом гидроцилиндра 7, установленным в позиции зажима изделия. Палец 23 установлен в щпиндельном барабане 1, имеет скос 24 для взаимодействия с фиксатором S9 и паз под кронштейн 25 гидроцилиндра 26, являющегося автономным приводом. Устройство поворота изделия расположено в поворотном патроне и содержит шарнирную тягу 27 и рычаг 28, установленный на оси 29. На
5
0 о S 5
0
0
(х;и с призмой под изделие выполнен квадрат 30. Рычаг 31 соединяет тягу 4 с толкателем 32. Рычаг 28 имеет рабочую кромку 33.
Устройство для зажима и поворота изделия работает следуюш.им образом.
Зажим изделия происходит в два этапа. Для зажима корпус гидроцилиндра 7 перемещается вправо. Примерно половина этого перемещения обеспечивается тарельчатыми пружинами, вторая половина - путем подачи в него рабочей жидкости. При подаче масла в полость II гидроцилиндра 7 его корпус смещается вправо и через диск 8 сжимает диски фрикционной муфты. Вращение от зубчатого колеса 6 через фрикционную муфту передается шгшнделю, который начинает вращаться совместно с гидроцилиндром. Совместно с корпусом гидроцилиндра 7 смещается вправо стакан 22 и диск 20 с фиксатором 19. Масло под давлением подается в рабочую полость гидроцилиндра 26. Его поршень сдвигается вправо, перемещает палец 23, который скосом 24 утапливает фиксатор 19 между диском 20 и корпусом шпиндельного барабана 1. В результате гидроцилиндр зафиксирован и предохранен от смещения влево под действием пружины 13. После зажи.ма и включения вращения птинделя выполняется обработка изделия. После обработки одной из сторон изделия масло подается в полость I гидроцилиндра 7. Поршень 9 перемещается вправо и через тягу 4 приводит в действие поворотное устройство патрона. Рычаг 31 вытягивает толкатель 32 из зоны контакта с квадратом 30. При этом звено шарнирной тяги 27 перемещается продольно. Второе звено этой тяги взаимодействует с плоским рычагом 28, поворачивает его вокруг оси 29 против часовой стрелки. Его ступенчатая поверхность входит в контакт с вершиной квадрата 30 и поворачивает его по часовой стрелке до тех пор, пока рабочая кромка 33 рычага 28 не замкнет сторону квадрата 30. Происходит поворот квадрата 30 (и изделия) на /2 требуемого уг ла (в данном случае на 45°). При соединении полости П со сливом поршень 9 под действием тарельчатых пружин И возвращается в исходное положение. При этом движение толкателя 32 реверсируется и он возвращается в исходное положение. Работа устройства поворота повторяется в обратной последовательности. Толкатель 32 входит в контакт со смежной шиной квадрата 30, а рычаг 28 отходит от него. Толкатель 32 давит на вершину квадрата 30, поворачивает его на 1/2 требуемого угла поворота (в данном случае на 45°) и фиксирует его своей .клиновой поверхностью.
При обработке изделия в следующих позициях поворот осуществляется аналогично. Изделие при поворотах не разжимается, вранление шпинделя не прерывается.
Разжим изделия производится в позиции загрузки-выгрузки. После очередного поворота шпиндельного барабана 1 кронштейн 25 входит в паз пальца 23. Масло подается из рабочей полости гидроцилиндра 26 на слив. Подпружиненный поршень цилиндра занимает крайнее правое положение и смещает палец 23 в том же направлении. Стакан 22 и гидроцилиндр 7 расфиксируются, так как фиксатор 19 удаляется от оси вращения шпинделя и освобождает диск 20. При соединении полости П со сливом корпус гидроцилиндра 7 под действием пружин 13 смещается влево, выключает фрикционную муфту и включает тормозной фрикцион. Шпиндель тормозится. Для разжима изделия масло подают в полость I, поршень 9 смещается вправо, тарельчатые пружины 11 сжимаются, изделие поворачивается на 45°. По окончании смещения поршня начинает двигаться вправо корпус гидроцилиндра 7, сжимая тарельчатые пружины 18, в результате чего срабатывает устройство разжима изделия в патроне. При съеме обработанного и установке нового изделия 5 толкатель 32 устройства поворота под действием тяги 4 привода и рычаг 31 находятся в положении, изображенном на фиг. 2. При этом ось той
части изделия, которая первой будет подвергаться обработке, образует с осью вращения шпинделя угол 45°.
После съема изделия и установки заготовки полость I соединяют со сливом. Тарельчатые пружины 18 разжимаются, перемещают корпус гидроцилиндра 7 вправо через тяги 4 и 3 и зажимают заготовку. Поршень 9 под действием пружин 11 смещается влево. Цикл работы окончен.
0
Далее процесс повторяется. Во всех рабочих позициях, кроме загрузочной, масло под давлением подается в полость И гидроцилиндра 7, в результате чего шпиндель вращается и фиксатор 19 разгружается от давления.
Технико-экономическая эффективность механизма по сравнению с прототипом обусловлена возможностью обработки деталей типа крестовин на многошпиндельных токарных полуавтоматах вместо обработки на од- ношпиндельных станках. В результате расширения технологических возможностей многошпиндельных токарных полуавтоматов снижается себестоимость обработки. Экономический эффект составляет около 1110 руб. в год на один станок.
5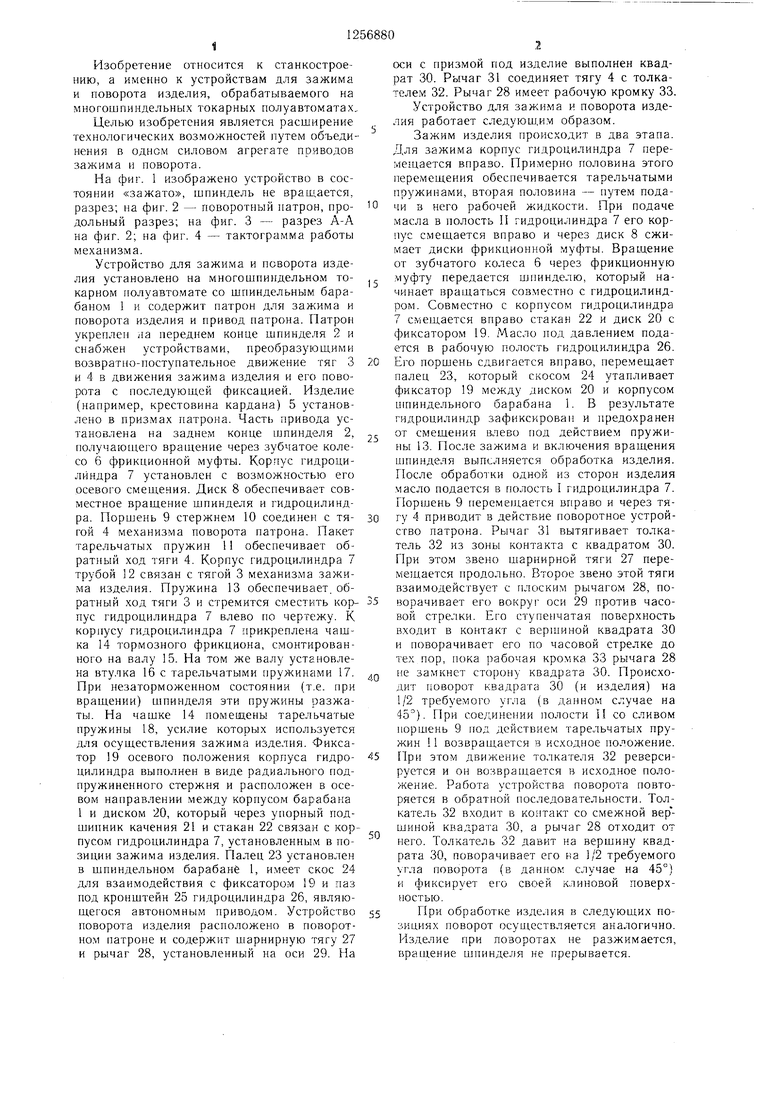
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидросистема управления шпинделем и зажимным патроном | 1961 |
|
SU152161A1 |
| Зажимное устройство многошпиндельного токарного автомата | 1983 |
|
SU1121104A1 |
| Поворотный патрон | 1985 |
|
SU1310121A1 |
| Шпиндельная бабка токарного полуавтомата | 1984 |
|
SU1168346A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Устройство для зажима и поворота деталей | 1984 |
|
SU1222426A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Устройство для управления перемещением кулачков токарного патрона | 1987 |
|
SU1424986A1 |
| Зажимное устройство | 1985 |
|
SU1282964A1 |
| Устройство для точного радиального перемещения инструмента | 1980 |
|
SU931311A1 |
7/
k: S NSS$S §$S:
иw//////////// :.
:.
фие.2
А
| Поворотный патрон | 1979 |
|
SU812438A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
