« Изобретение относится к сварке, в частности к устройствам для изготовления бочек, состоящих из обечаек и приваренных к их боковым поверностям фланцев (горловин).
Известна установка для сборки и сварки фланцев с обечайка- ш, содержащая смонтированное на основании устройство для фиксации фланца на обечайке, вьтолненное в виде подъем
ного штока с центратором для фланца, регулируемой опоры для обечайки и прижима фланца к обечайке, и смонтированную на кронштейне основания сварочную головку, установленную с возможностью поворота относительно оси с ориентирующим конусом, установленным с возможностью взаимодействия с прижимом.
Однако в известной установке не производится ориентирование фланца относительно отверстия обечайки и деформация обечайки в месте соединения с ней фланца, поэтому не обеспечивается высокое качество сварки.
Целью изобретения является повышение качества сварки путем, автоматической ориентации фланца относительно отверстия обечайки и предварительной деформации обечарЧки в месте соединения с ней фланца.
4
Поставленная цель достигается тем что, в установке для сборки и сварки фланцев с обечайр ами преимущественно цилиндрическими, содержащей смонтированное на основании устройство для фиксации фланца на обечайке, выполненное в виде подъемного штока, с центратором для фланца, регулируемой опоры дпя обечайки и прижима фланца к обечайке, и смонтированную на кронштейне основания сварочную головку, размещенную с возможностью поворота относительно оси с ориентирующим конусом, установленным с возможностью взаимодействия с прижимом, на штоке устройства для фиксации фланца на обечайке смонтирован установл€ нный с возможностью перемещения вдоль ука- заданного штока центрирующий стакан для отверстия обечайки под фланец, выполненный с ограничительным буртом и подпружиненный относительно регулируемой опоры, цезггратор для фланца расположен внутри центрирующего стакана и выполнен с торцовым пазом, а пркжим фланца к обечайке шарнирно
5
0
5
0
5
0
5
5
установлен в пазу центратора для фланца.
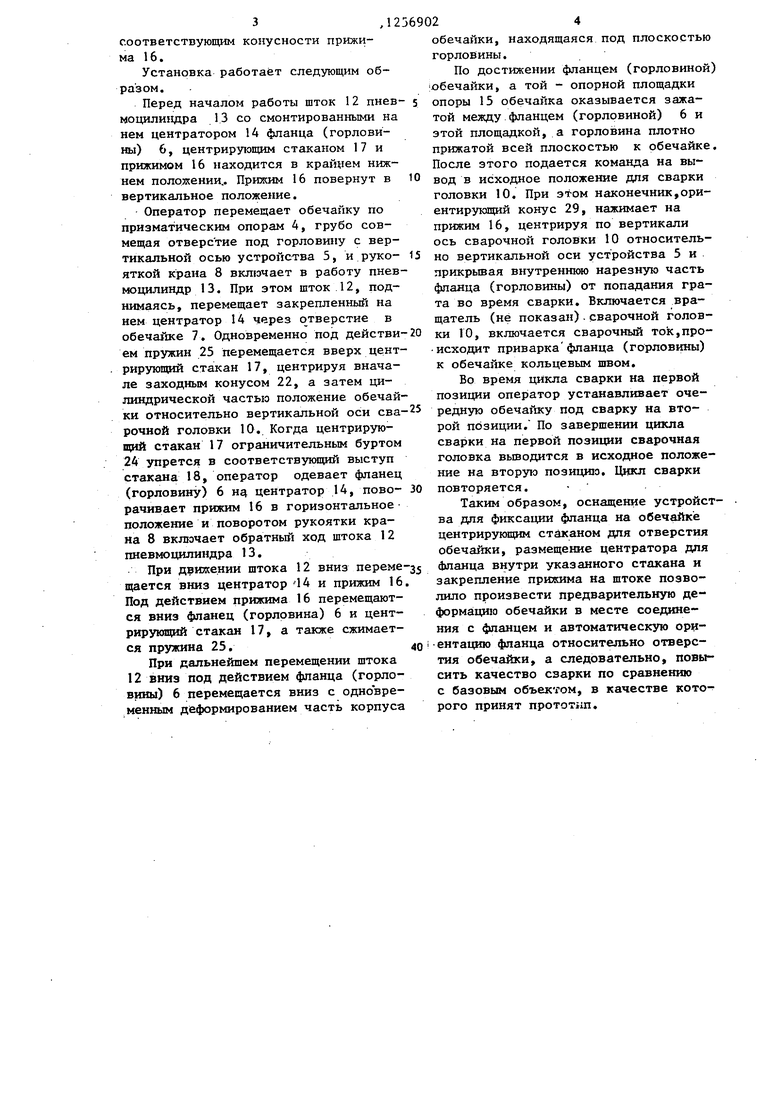
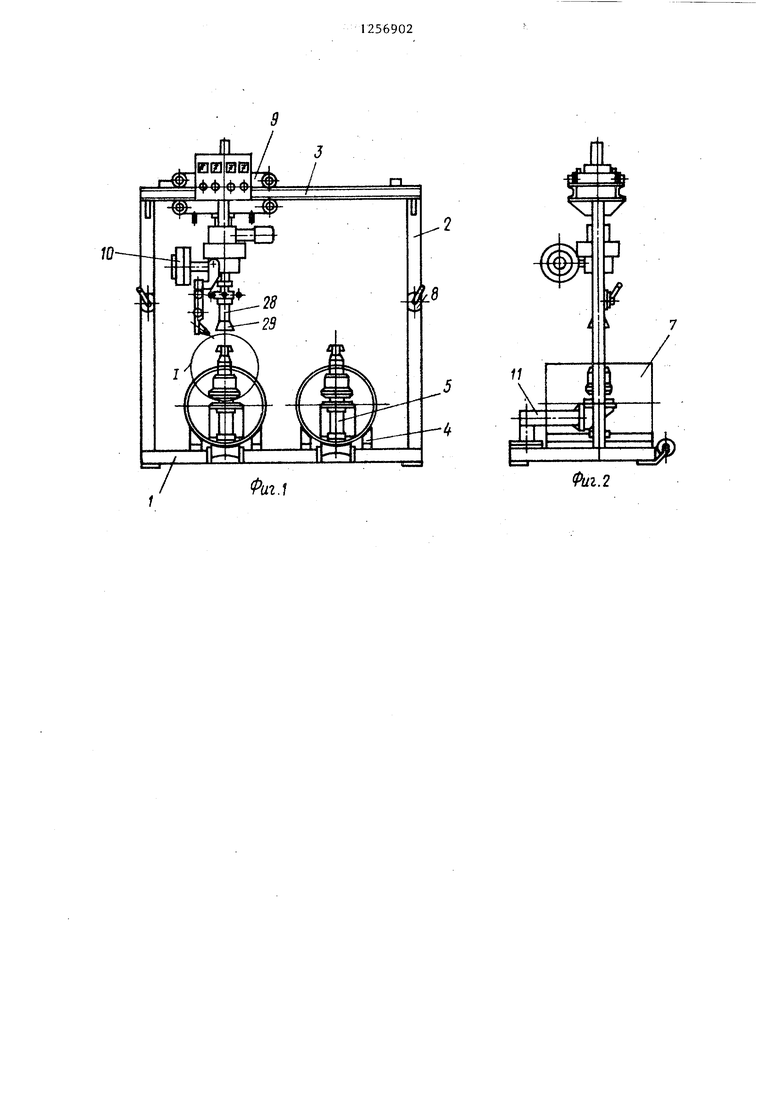
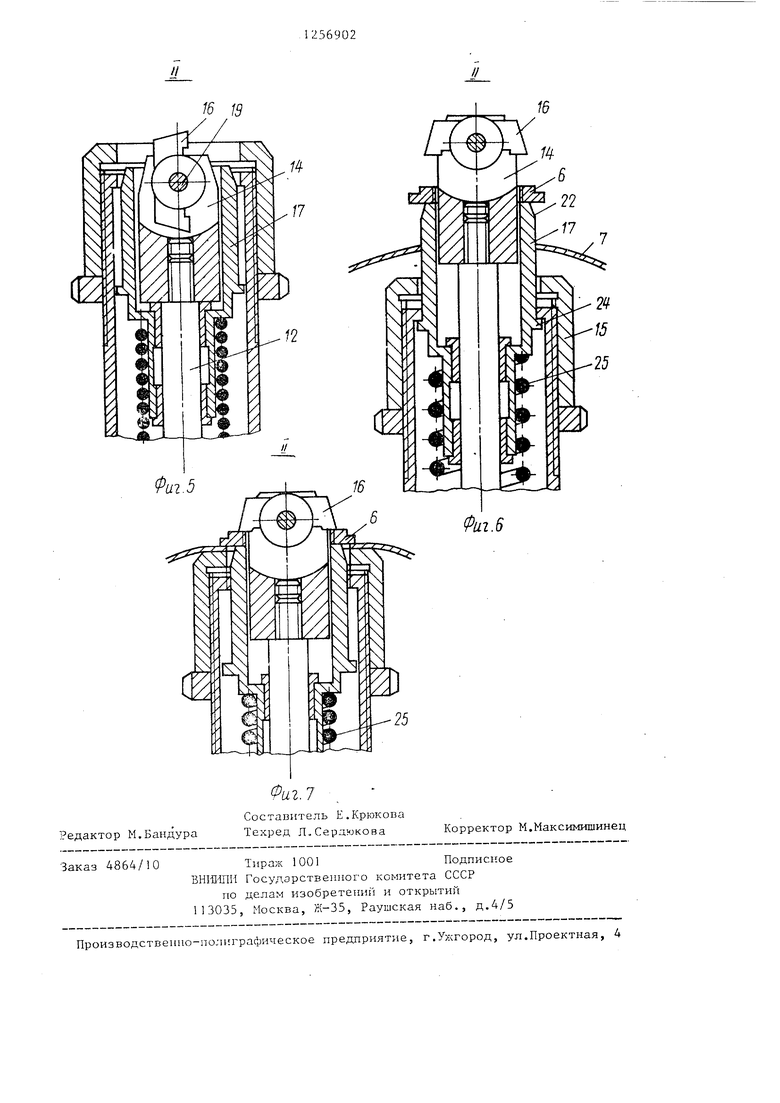
На фиг. 1 изобрахсена предлагаемая установка, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - узел 1 на фиг. 1; на фиг. 4 - сечение А-А на фиг.З; на фиг. 5 - узел П, исходное положе1 ие; на фиг. 6 - то же, в положении центрирования фланца относительно обечайки; на фиг. 7 - то же, в положении сварки. I Установка содержит смонтированные на основании I кронштейны 2, соединенные горизонтальными направляющими 3, призматические опоры 4 для обечайки и устройства 5 для фиксации фланца (горловины) 6 на обечайке 7 .
На кронштейнах 2 смонтированы краны 8 управления устройствами 5.
На направляющих 3 установлена тележка 9 со смонтированной на ней сварочной головкой 10, например,типа А 1535.
Установка может быть снабжена несколькими устройствами 5. Каждое уст- popiCTBo 5 для фиксации фланца на обечайке закреплено на Г-образной стойке 11 основания 1 и выполнено в виде штока 12 пневмоцилиндра 13 с закрепленным на нем центратором 14 для фланца, регулируемой опоры 15 для обечайки и прижима 16 фланца к обечайке. При этом на штоке 12 установлен с возможностью перемещения центрирующий стакан 17.
Регулируемая опора 15 вьшолнена в виде резьбовой втулки, установленной на стакане 18, закрепленном на корпусе пневмоцилиндра 13.
На торце центратора 14 выполнен паз, а прижим 16 посредством оси 19 установлен в этом пазу. Ось. 19 стопорится в центраторе винтом 20, а прижим - стопором 21 .
Центрируюш ш стакан 17 вьшолнен с заходным конусом 22., опорной площадкой 23 и ограничительным буртом 24, при зтом стакан 17 подпруяшнен относительно регулируемой опоры 15 пружиной 25.
Регулируемая опора 15 фиксируется на стакане 18 контргайкой 26.
Центрирующий стакан 17 установлен на штоке 12 посредством подшипника скольжения 27.
Тележка 9 снабжена осью 28 с ориентирующим внутренним конусом 29,
соответствующим конусности прижима 1 6 .
Установка работает следующим образом.
Перед началом работы шток 12 пнев- моциливдра 13 со смонтированными на нем центратором 14 фланца (горловины) 6, центрирующим стаканом 17 и прижимом 16 находится в краГпгем нижнем положении.. Прижим 16 повернут в вертикальное положение.
Оператор перемещает обечайку по призматическим опорам 4, грубо совмещая отверстие под горловину с вертикальной осью устройства 5, и руко- яткой крана 8 включает в работу пнев- моцилиндр 13. При этом шток 12, поднимаясь, перемещает закрепленный на нем центратор 14 через отверстие в обечайке 7, Одновременно под действием пружин 25 перемещается вверх цент- рируюпрй стакан 17, центрируя вначале заходным конусом 22, а затем цилиндрической частью положение обечайки относительно вертикальной оси сваречной головки 10. Когда центрирующий стакан 17 ограничительным буртом 24 упрется в соответствующий выступ стакана 18, оператор одевает фланец (горловину) 6 центратор 14, пово- рачивает прижим 16 в горизонтальное положение и поворотом рукоятки крана 8 включает обратньШ ход штока 12 пневмоцилиндра 13.
При движении штока 12 вниз перемещается вниз центратор 14 и прижим 16 Под действием прижима 16 перемещаются вниз фланец (горловина) 6 и центрирующий стакан 17, а также сжимается пружина 25.
При дальнейшем перемещении штока 12 вниз под действием фланца (горловины) 6 перемещается вниз с одновременным деформированием часть корпуса
обечайки, находящаяся под плоскостью горловины.
По достижении фланцем (горловиной 1обечайки, а той - опорной площадки опоры 15 обечайка оказывается зажатой между фланцем (горловиной) 6 и этой площадкой, а горловина плотно прижатой всей плоскостью к обечайке После этого подается команда на вывод в исходное положение для сварки головки 10. При этом наконечник,ориентирующий конус 29, нажимает на прижим 16, центрируя по вертикали ось сварочной головки 10 относительно вертикальной оси устройства 5 и прикрьгоая внутреннюю нарезную часть фланца (горловины) от попадания грата во время сварки. Включается вращатель (не показан).сварочной головки 10, включается сварочный ток,про- исходит приварка фланца (горловины) к обечайке кольцевым швом.
Во время цикла сварки на первой позиции оператор устанавливает очередную обечайку под сварку на второй позиции. По завершении цикла сварки на первой позиции сварочная головка вьтодится в исходное положение на вторую позицию. Цнкл сварки повторяется.
Таким образом, оснащение устройства для фиксации фланца на обечайке центрирующим стаканом для отверстия обечайки, размещение центратора для Фланца внутри указанного стакана и закрепление прижима на штоке позволило произвести предварительную деформацию обечайки в месте соединения с фланцем и автоматическую ориентацию фланца относительно отверстия обечайки, а следовательно, повысить качество сварки по сравнению с базовым объектом, в качестве которого принят npOTOTiin.
11
а
Е
Фиг.2
/
16
22
17
7
21
(РигЛ
//
//
16 13
1.7
7
Редактор М.Бандура
Составитель Е.Крюкова Техред Л.Сераюкова
4864/10
Тираж 1001Подписное
BHIHinn Госудэрствешюго комитета СССР
по делам изобретеин) и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производствепно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор М.Максимишинец
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Рычажный прижим для сборки под сварку | 1985 |
|
SU1311897A1 |
| Автоматическая установка для сварки фланца с изделием | 1990 |
|
SU1801718A1 |
| Установка для сборки под сварку обечайки с фланцем | 1982 |
|
SU1063569A1 |
| Установка для сборки и сварки тонкостенных конических обечаек | 1980 |
|
SU927470A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Кондуктор для сварки продольного шва обечайки | 1983 |
|
SU1261765A1 |
| Устройство для сборки под сварку фланца с элементом сосуда | 1990 |
|
SU1773657A1 |
| Устройство для сборки под сварку | 1986 |
|
SU1344555A1 |
| Полуавтоматическая установка для сборки и сварки кольцевых швов | 1982 |
|
SU1192935A1 |
| Установка для вварки фланцев в сферические днища | 1977 |
|
SU721303A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
