Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежущих станках.
Целью изобретения является упрощение конструкции устройства путем выполнения ка налов, обеспечивающих последовательную работу гидроцилиндров поворота прихвата и зажима им обрабатываемой детали.
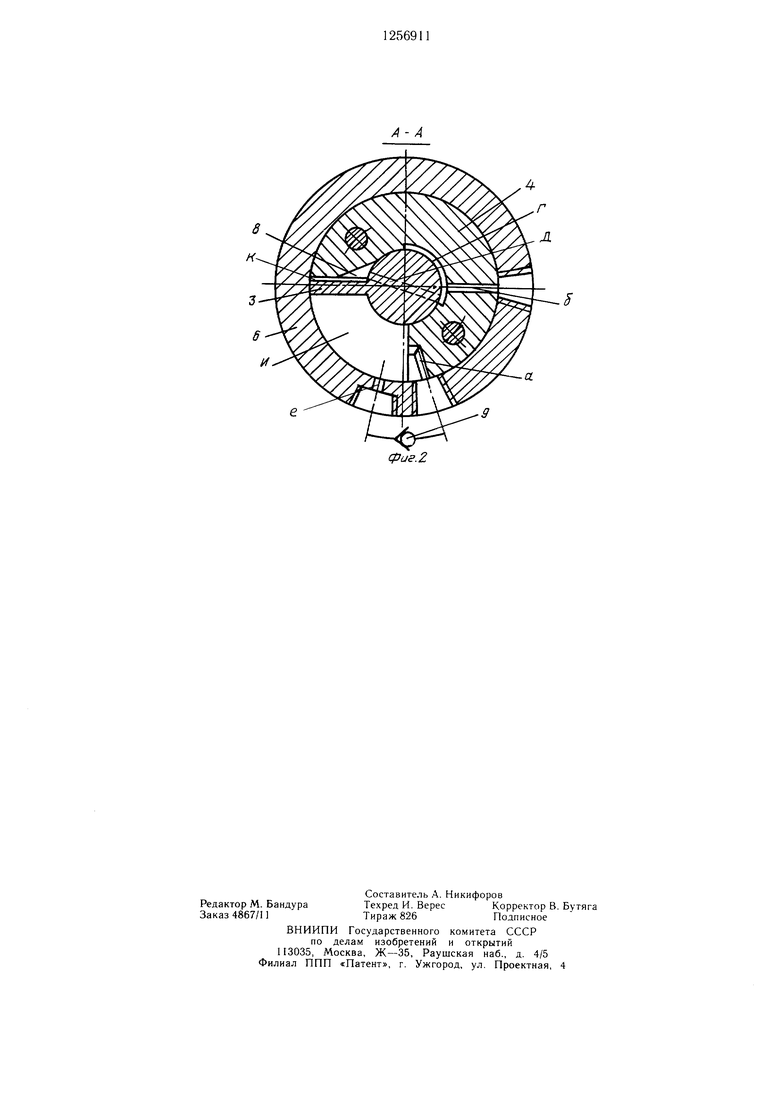
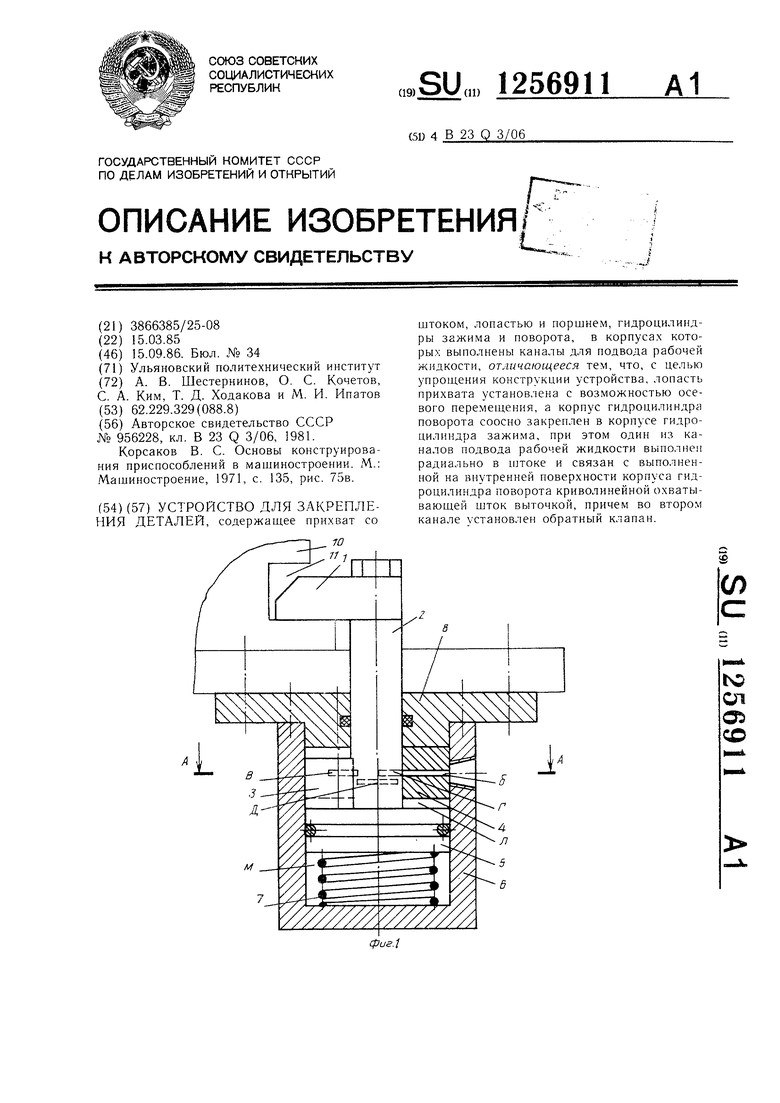
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для закрепления деталей содержит поворотный прихват 1, шток 2, лопасть 3, корпус 4 гидравлического цилиндра поворота, поршень 5, корпус 6 гидравлического цилиндра зажима, пружи ну 7, фла- нец 8, обратный клапан 9 и уплотнения подвижных и неподвижных стыков (не обозначены).
Поворотный прихват 1, лопасть 3 и пор- щень 5 закреплны на штоке 2. Корпуса 4 и 6 гидравлических цилиндров и фланец 8 соосно соединены между собой.
В корпусе 4 гидроцилиндра поворота имеются каналы а, б, в к вытачка г для прохода рабочей жидкости. В штоке 2 выпол- иен радиально канал д, а к корпусе 6 гидроцилиндра зажима - канал е. Поворотный цилиндр имеет две полости - И, сообщаю- щуюуся с каналом а, и К, сообщающуюся с каналом в. Цилиндр зажима имеет што- ковую полость Л и полость М, в которой расположена пружина 7. Деталь 10 имеет карман 1.
В крайнем исходном положении лопасти 3, когда она перекрывает канал а, канал е сообщается с полостью Л . Каналы е и а связаны между собой обратным клапаном 9. В верхнем положении прихвата 1 каналы d, б, в и вытачка г сообп1.аются между собой, а сам прихват 1 находится в исходном положении, т.е. повернут на 90°.
Устройство работает следуюпшм образом.
Для закрепления детали 10, имеющей ограниченное для зажима пространство - карман II, прихват 1 должен повернуться, попасть в карман 11, а затем зажать деталь 10. Для этого через канала а (канал е закрыт клапаном 9) подается рабочая жидкость, кото- рая поступает в полость И, воздействуя на лопасть 3 и поршень 5. Лопасть 3 начинает поворачиваться, а поршень 5 от осевого перемещения нока удерживается усилием пружины 7. В процессе поворота лопасть 3 сначала перекроет канал е, до этого находив- шийся в полости /С, затем переместится дальnje и канал е окажется в полости И. При этом из полости К рабочая жидкость будет вытесняться через каналы d, б и вытачку г. Вытачка г выполнена криволинейной, охватывающей шток 2, поэтому при вращении щтока 2 канал д постоянно сообщается с вытачкой г. При подходе лопасти 3 к крайнему положению оставшаяся рабочая жидкость начнет вытесняться через канал в. В крайнем положении лопасть 3 перекрывает канал в, давление в полости Я возрастает и, преодолевая сопротивление пружины 7, поршень 5 начинает перемещаться вниз. В процессе перемещения поршня 5 канал д сместится вместе со штоком 2 относительно вытачки г и сообщение между ними прервется. При дальнейшем перемещении поршня 5 прихват 1 надежно зажмет деталь 10.
Для освобождения детали 10 устройство гидроавтоматики (не показано) соединяет канал а со сливом, а давление рабочей жидкости подается в канал б, однако из-за того, что вытачка г и канал д разобщены, жидкость в полость К поступать не будет. Под действием пружины 7 поршень 5 начинает перемещаться вверх, вытесняя рабочую жидкость из полости Л через канал а. После того, как поршень 5 займет верхнее положение и соединятся каналы б, в, д, и вытачка г, начнет вращаться лопасть 3, вытесняя из полости И жидкость через канал а. Дойдя до крайнего положения, лопасть 3 перекроет канал а и откроет канал е. При этом жидкость будет вытесняться из полости Л через канал е и обратный клапан 9, не создавая давления, способного преодолеть усилие пружины 7 и сместить поршень 5 вниз.
Если при повороте прихвата 1 для зажима детали 10 он упрется в боковую поверхность (попавшие в карман 11 посторонние предметы, стружку и т. п.) детали 10, то под давлением жидкости (преодолевающей сопротивление пружины 7) начнется перемещение поршня 5 вниз. При этом одновременно начнет происходит смещение канала д относительно вытачки г. В образовавщу- юся щель между лопастью 3 и фланцем 8 жидкость начнет перетекать в полость /С. Однако в момент образования щели рабочая площадь поршня 5 сразу увеличится в 4 раза, а в сливной магистрали создается сопротивление сливу за счет перекрещивания вытачки г и канала д и при определенных соотношениях размеров каналов и лопасти 3 произойдет дальнейшее перемещение поршня 5 вниз, полное разобщение каналов и закрепление детали 10 при неполном повороте прихвата 1.
//
4
и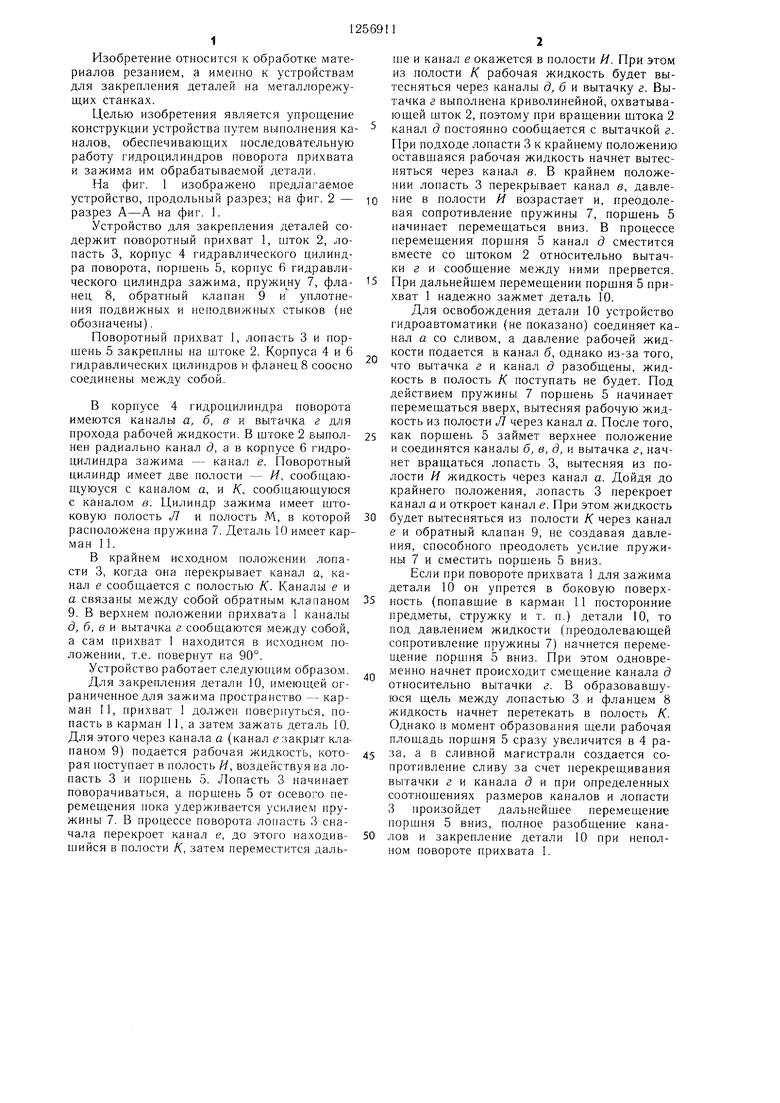
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима деталей | 1985 |
|
SU1289649A1 |
| Устройство для зажима обрабатываемых деталей | 1981 |
|
SU956228A1 |
| Устройство для зажима обрабатываемых деталей | 1986 |
|
SU1430225A2 |
| Устройство для зажима детали | 1990 |
|
SU1780983A1 |
| Гидроцилиндр | 1978 |
|
SU742632A1 |
| Устройство для зажима деталей | 1988 |
|
SU1602669A1 |
| Устройство для зажима деталей | 1986 |
|
SU1364428A1 |
| МЕХАНИЗМ ЗАЖИМА ПРУТКОВОГО МАТЕРИАЛА | 1969 |
|
SU256469A1 |
| Зажимное устройство | 1984 |
|
SU1171270A1 |
| Устройство для зажима деталей | 1983 |
|
SU1151410A1 |
| Устройство для зажима обрабатываемых деталей | 1981 |
|
SU956228A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Корсаков В | |||
| С | |||
| Основы конструирования приспособлений в машиностроении | |||
| М.: Машиностроение, 1971, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
