Изобретение относится к машиностроению и может быть использовано при подаче и комплектовании деталей типа полуцилиндров.
Целью изобретения является расширение технологических возможностей путем автоматического комплектования деталей типа полуцилиндров и подачи их в зону дальнейшей обработки или сборки.
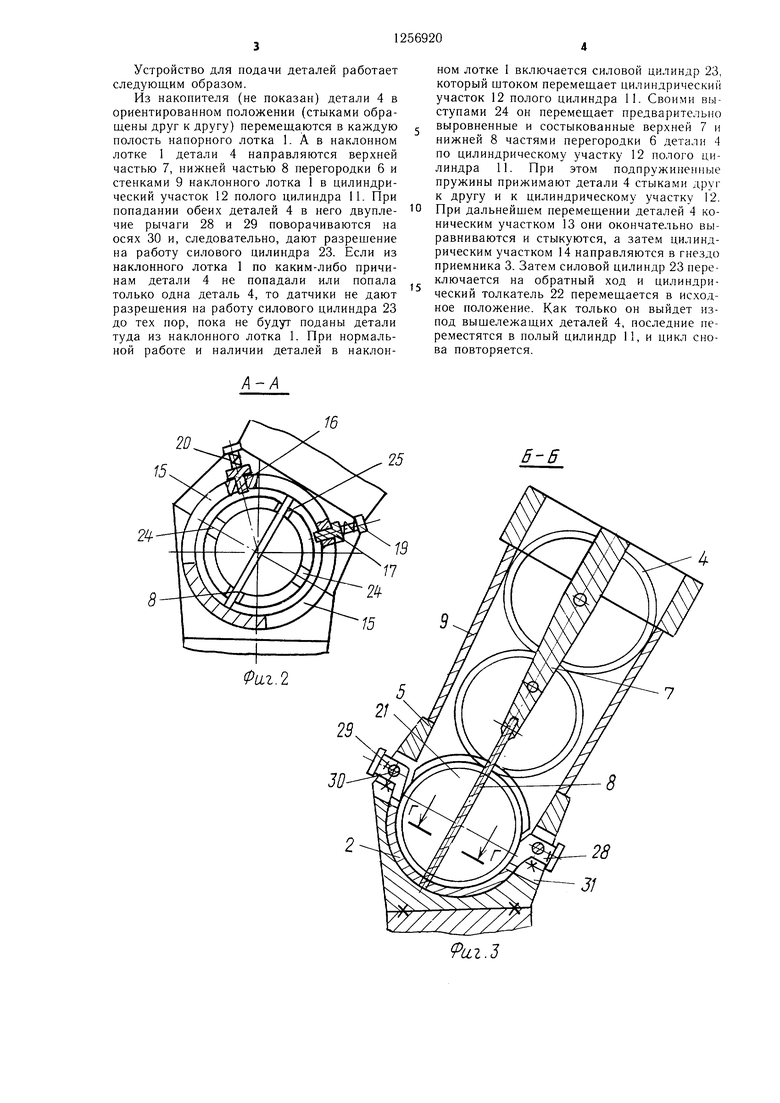
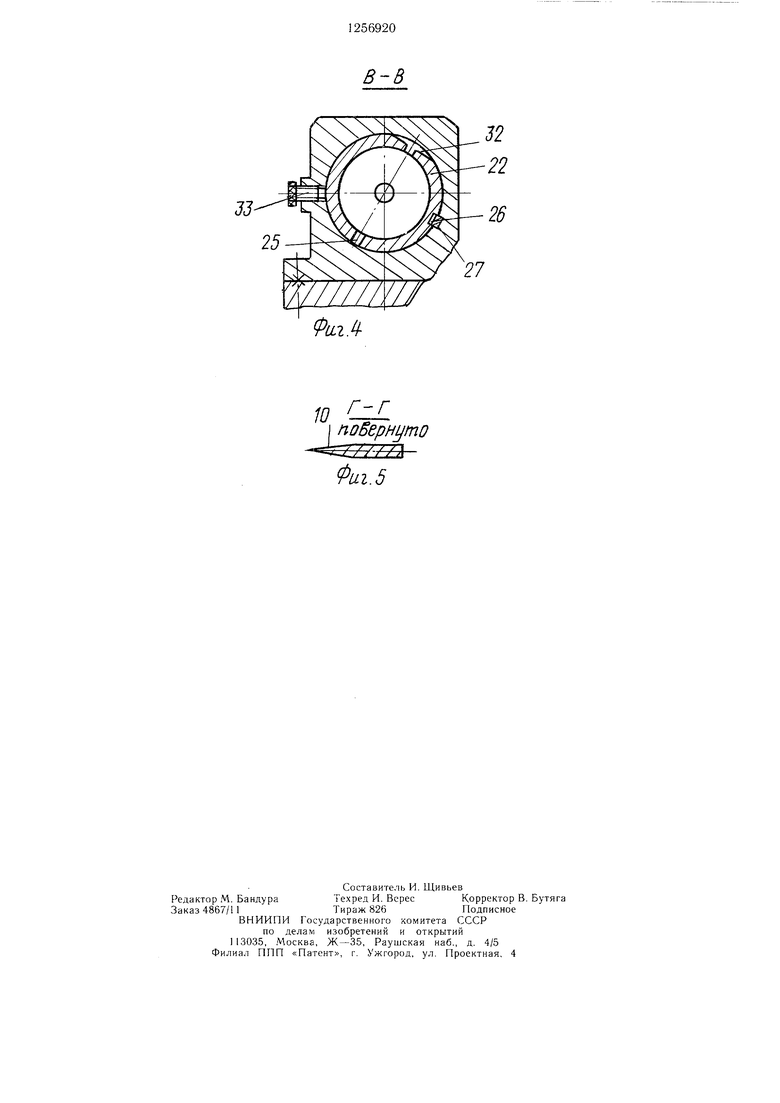
Яа фиг. 1 изображено устройство для подачи деталей, общий ЕЖД; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 3.
Устройство для подачи деталей содержит наклонный лоток 1, механизм кощглектаций деталей 2 и приемник 3.
Наклонный лоток 1 предназначен для накопления и перемешения деталей 4 типа вкладышей подшипников скольжения в механизм комплектаций деталей 2. Наклонный лоток 1 выполнен прямоугольного сечения, трапецеидальной формы закрытого типа. В нижней части он имеет основание 5, которым он крепится к механизму комплектации деталей 2. В наклонном лотке I по его ширине в плоскости симметрии установлена перегородка 6 из двух частей клиновидной формы: верхней 7 и нижней 8. Плоскости клиньев верхней 7 и нижней 8 частей перегородки 6 расположены перпендикулярно друг к другу. Верхняя часть 7 перегородки 6 вместе с наклонными стенками 9 наклонного лотка 1 направляет перемещение деталей 4, загружаемых в каждую полость наклонного лотка 1, в механизм комплектации деталей и постепенно сближает стыковочные плоскости деталей 4. Для этого боковые стенки 9 наклонного лотка 1 выполнены параллельными плоскостям клина верхней части 7 перегородки 6.
Нижняя часть 8 перегородки б направляет перемещение деталей 4 в механизм ко.мплектации деталей 2. Толщина ее меньше верхней части 7 перегородки 6 и на ней выполнена конусная поверхность 10.
Механизм комплектации деталей предназначен для выравнивания окончательного сближения стыков (стыковки) и направления деталей 4 в приемник 3 загрузочного устройства станка (не показаны). Он выполнен в виде цилиндра 11, внутренняя поверхность которого имеет цилиндрический участок 12 больн1его диаметра, конический участок 13 и цилиндрический участок 14 меньшего диа.метра. На цилиндрическом участке 12 полого цилиндра 11 выполнены прямоугольные окна 15 и прямоуголь 1ые пазы 16, в которых установлены подгфужи- ненные прижимы 17. Окна 15 слу/кат для вынимания из полости заклинивающихся или деформированных деталей 4. Подпружиненные прижимы 17 предназ1-:ачены для поджа- тия деталей 4 стыками друг к .аругу и ци0
5
0
5
0
5
0
5
0
5
линдрической поверхностью к нижней части цилиндрического участка 12 полого цилиндра. Они установлены под острым углом к стыковочным плоскостям заготовок и имеют скосы 18. Отверстиями они надеты на винты 19 и подпружинены пружинами 20.
Конический участок 13 предназначен для окончательного выравнивания и стыковки деталей 4. Цилиндрический участок 14 полого цилиндра служит для направления окончательно выровненных и стыкованных деталей 4 в приемнике 3. С боковой стороны поло1 о цилиндра 11 под отверстиями основания 5 выполнено окно 21 для прохода деталей 4 из наклонного лотка 1 и раз.мещения в полости нижней части 8 перегородки 6. В полом цилиндре 11 смонтирован цилиндрический толкатель 22, которЕ й выполнен полым и дном связан со штоком силового цилиндра 23 На передне.м торце цилиндрического толкателя 22 выполнены выступы 24, каждый из которых служит для контактирования с торцом детали 4, а также выполнен диаметральный паз 25, в который при перемещении последнего входит нижняя часть 8 перегородки 6. Для удержания цилиндрического толкателя 22 от поворота в полом цилиндре 11 на цилиндрической поверхности 8 выполнен шпоночный паз 26, а на полом цилиндре 11 установлена шпонка 27.
На боковой поверхности полого цилиндра 11 установлены датчики наличия деталей, выполненные в виде двуплечих рычагов 28 и 29, установленных свободно на осях 30 в прямоугольных пазах 31, причем плечо, обращенное в цилиндрический участок 12 полого цилиндра 11 каждого из них, отогнуто. Центры тяжести двуплечих рычагов 28 и 29 смещены относительно осей 30 в стороны, противоположные цилиндрическим участкам 12 полого цилиндра 11, в результате чего их отогнутые плечи выходят в полость полого цилиндра 1 и утапливаются только деталями 4, перемещающимися из наклонного лотка 1 в участок 12. В случае отсутствия деталей в полости 12 полого цилиндра И или одной детали датчики дают ко.манду на включение силового цилиндра 23, что говорит об отсутствии в одном или в обоих частях наклонного лотка 1 деталей 4. Сверху на цилиндрическом толкателе 22 перпендикулярно плоскости пазов 25 выполнена продольная лыска 32. Она с;1ужит для исключения утыкания цилиндрического толкателя 22 в торцы вышележа1цих деталей 4 при его пере.мещении в полый цилиндр 11.
В полом цилиндре 11 установлен винт 33, который служит для выключения устройства, например, при наладке. Для этого цилиндрический толкатель смещается до iiepe- крытия наклонного лотка 1 и в таком положении удерживается упором донног о среза в ввинче1П1ЫЙ винт 33.
Устройство для подачи деталей работает следующим образом.
Из накопителя (не показан) детали 4 в ориентированном положении (стыками обращены друг к другу) перемещаются в каждую полость напорного лотка 1. А в наклонном лотке I детали 4 направляются верхней частью 7, нижней частью 8 перегородки 6 и стенками 9 наклонного лотка 1 в цилиндрический участок 12 полого цилиндра 11. При попадании обеих деталей 4 в него двуплечие рычаги 28 и 29 поворачиваются на осях 30 и, следовательно, дают разрещение на работу силового цилиндра 23. Если из наклонного лотка 1 по каким-либо причинам детали 4 не попадали или попала только одна деталь 4, то датчики не дают разрещения на работу силового цилиндра 23 до тех пор, пока не будут поданы детали туда из наклонного лотка 1. При нормальной работе и наличии деталей в наклон/1-Л
НОМ лотке 1 включается силовой цилиндр 23, который щтоком перемещает цилиндрический участок 12 полого цилиндра 11. Своими выступами 24 он перемещает предварительно выровненные и состыкованные верхней 7 и нижней 8 частями перегородки 6 детали 4 по цилиндрическому участку 12 полого цилиндра 11. При этом подпружиненные пружины прижимают детали 4 стыками друг к другу и к цилиндрическому участку 12. При дальнейщем перемещении деталей 4 коническим участком 13 они окончательно выравниваются и стыкуются, а затем цилиндрическим участком 14 направляются в гнездо приемника 3. Затем силовой цилиндр 23 переключается на обратный ход и цилиндрический толкатель 22 перемещается в исходное положение. Как только он выйдет из- под выщележащих деталей 4, последние переместятся в полый цилиндр 11, и цикл снова повторяется.
20
15
В-Б
28
31
9аг.
агЛ
26
27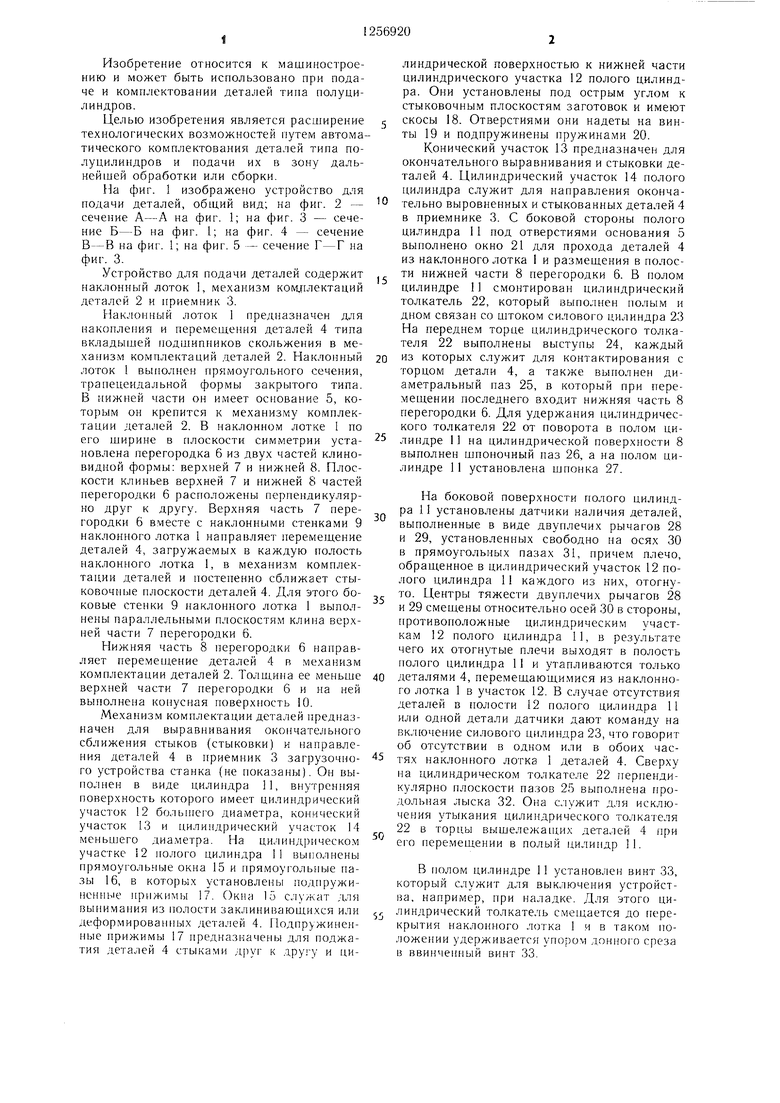
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для НАБОРА ДЕТАЛЕЙ С ОТВЕРСТИЯМИ НА СТЕРЖНИ | 1971 |
|
SU311611A1 |
| Устройство для ориентированной подачи деталей | 1982 |
|
SU1057239A1 |
| Загрузочное устройство круглых ступенчатых деталей | 1990 |
|
SU1815135A1 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| Разгрузочное устройство | 1988 |
|
SU1555107A1 |
| Двигатель внутреннего сгорания "НОРМАС". Вариант - НОРМАС N 26 | 2018 |
|
RU2708182C1 |
| Разгрузочное устройство | 1984 |
|
SU1196210A1 |
| Вибробункер | 1985 |
|
SU1502249A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ВКЛАДЫША ПОДШИПНИКА | 1991 |
|
RU2082073C1 |
| Загрузочное устройство | 1990 |
|
SU1745514A1 |

Ю
Л-Л повернуто
Фиг.5
| УСТРОЙСТВО для ПОПАРНОЙ ЗАГРУЗКИ в СТАНОК ДЕТАЛЕЙ | 0 |
|
SU367993A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
