Изобретение относится к машиностроению и может быть использовано при обработке точных отверстий.
, Цель изобретения - повышение точ- ностн обработки.
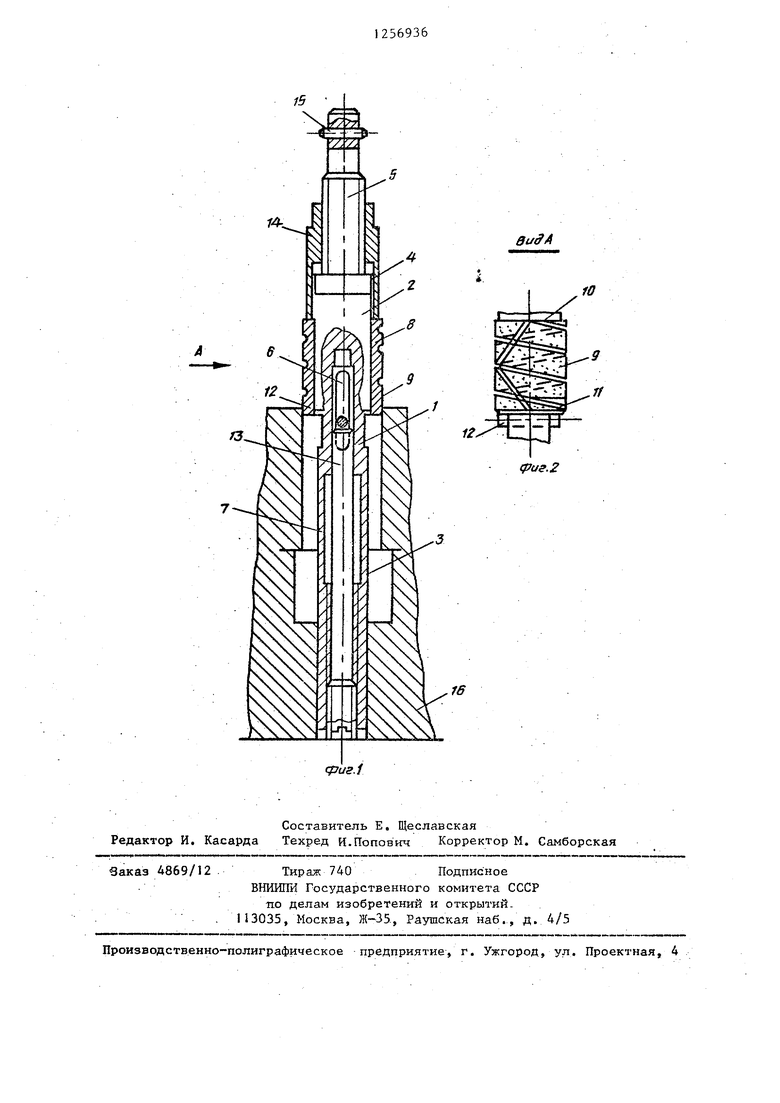
На фиг. 1 показана абразивная развертка, разрез; на фиг. 2 - вид А на фиг, 1.
Абразивная развертка содержит оправку Ij имеющую усеченный конус 2, передний направляющий цилиндрический хвостовик 3, задний центрирующий поясок 4, задний хвостовик 5 продольный паз 6 и ступенчатое отверстие 7 с направляющим и резьбовым участками, деформируемую втулку 8 с алмазо- содержшцим слоем 9, спиральньм разрезом. 10 и Спиральной канавкой И кор01-1Ь сло 12, толкатель 3, гайку 14 с лысками
Абразивная развертка работает следующим образом.
При завинчивании толкателя 13, имеющего переднее направление по отверстию в оправке I, перемещается коро1 1ысло 12 и своими заплечиками давит на торец втулки 8, имеющей спиральш,-1й разрез 10.„ Втулка 8 перемещается вверх по оправке 2, и наруж ный диаметр втулки, на котором гальванически осажден алмазосодержащий слой 9, увеличивается до заданного размерав После этого верхняя Гайка 14 навинчивается на хвостовик 5 и перемещается до упора в верхний торец деформируемой втулки 8, Чтобы уменьпшть биение гайки 14, которое возникнуть вследствие зазоров в резьбеj. передняя часть гайки 14 направляется по пояску 4 на оправке . . Зазор между диаметром центрирующего пОяска 4 и отверстием в гайке не превьш(ает 0,03-0,10 мм.
Для соединения абразивной разверт ки со шпинделем станка или промежуточной подвеской (не.показана) и передачи крутящего момента и о.севого
56936г
усилия предназначен итифт 15. Боковые перемещения коромысла 12, выполненного в виде штифта, ограничены пазом 6 в оправке 1. Передний нас . правляющий цилиндртческий хвостовик 3 служит для направления абразивной развертки по ранее обработанному.со- осному отверстию детали 16, диаметр которого меньше, чем диаметр отверto стия, которое будет обрабатьшаться предочагаемой абразивной разверт.кой. НастрЬеннуто на заданный диаметр абразивную развертку без вращения вводят в соосные отверстия детали
15 16 до положения, когда направляющая часть полностью или частично введена в отверстие меньшего диаметра с зазором 0,01-0,05 мм, а режущая часть своим заходным участком введена в
20 обрабатываемое отверстие, после чего включаются осевая рабочая подача и вращение абразивной развертки. Обработка продолжается до тех пор (подача вниз по стрелке М), пока верхний.
25 торец втулки 8 не приближаетс я к нижнему торцу обрабатываемого отверстия на расстояние. 3-10 мм. При этом хврстовик 3 продолжает направляться по необрабатьшаемому в данный момент ,0 второму из соосных отверстий (меньшего диаметра). Затем включается ускоренная подача вверх и абразивиа.я . развертка выводится из отверстия.
35 Использование предлагаемой абразивной развертки обеспечивает возмож - ность обрабатывать большее из соосных отверстий детали 16, сохраняя соосность и даже уменьшая погрешность .,|Q несоосности. Кроме того, абразивная развертка позволяет обрабатывать отверстия с ограниченной возможностью выхода инструмента с одной, из сторон. Благодаря .отсутствию скручи- 4S вания деформируемой втулки при ее натягивании на оправку, повышается точность абразивной развертки и об- аботки.
15
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий | 1985 |
|
SU1256935A1 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
| Устройство для обработки фасок на седлах клапанов | 1988 |
|
SU1618514A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2017 |
|
RU2652924C1 |
| СПОСОБ УСТАНОВКИ ОПРАВКИ С ЗАГОТОВКОЙ НА ЦЕНТРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2203777C2 |
| АБРАЗИВНАЯ РАЗВЕРТКА | 1998 |
|
RU2123926C1 |
| Устройство для бесцентровой обра-бОТКи дЕТАлЕй | 1979 |
|
SU831551A2 |
| Абразивная развертка | 1986 |
|
SU1333551A1 |
| Способ обработки отверстий и абразивная развертка для обработки отверстий | 1983 |
|
SU1093510A1 |
Составитель Е, Щеславская Редактор И. Касарда Техред И.Попович Корректор М. Самборская
4869/12
Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий- 1 13035, Москва, Ж-35., Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
