Изобретение относится к технологии машиностроения и может быть использовано на финишных операциях алмазно-абразивной обработки прецизионных отверстий.
Цель изобретения - повышение производительности и обеспечение удобства настройки, абразивной развертки на. заданный размер.
Поставленная цель достигается тем что в абразивной развертке, .содержа-щей коническую оПравку, деформируемую втулку с закрепленными на ней абразивньп 1и режущими элементами и ре гулирующие устройства, расположенные по обе стороны деформируемой втулки последние соединены между собой тя-. гой, расположенной внутри конической оправки, а на поверхности -оправки, контактирующей с деформируемой втулкой, выполнены гидростатические карманы, соединенные каналами с внешним источником давления жидкости.
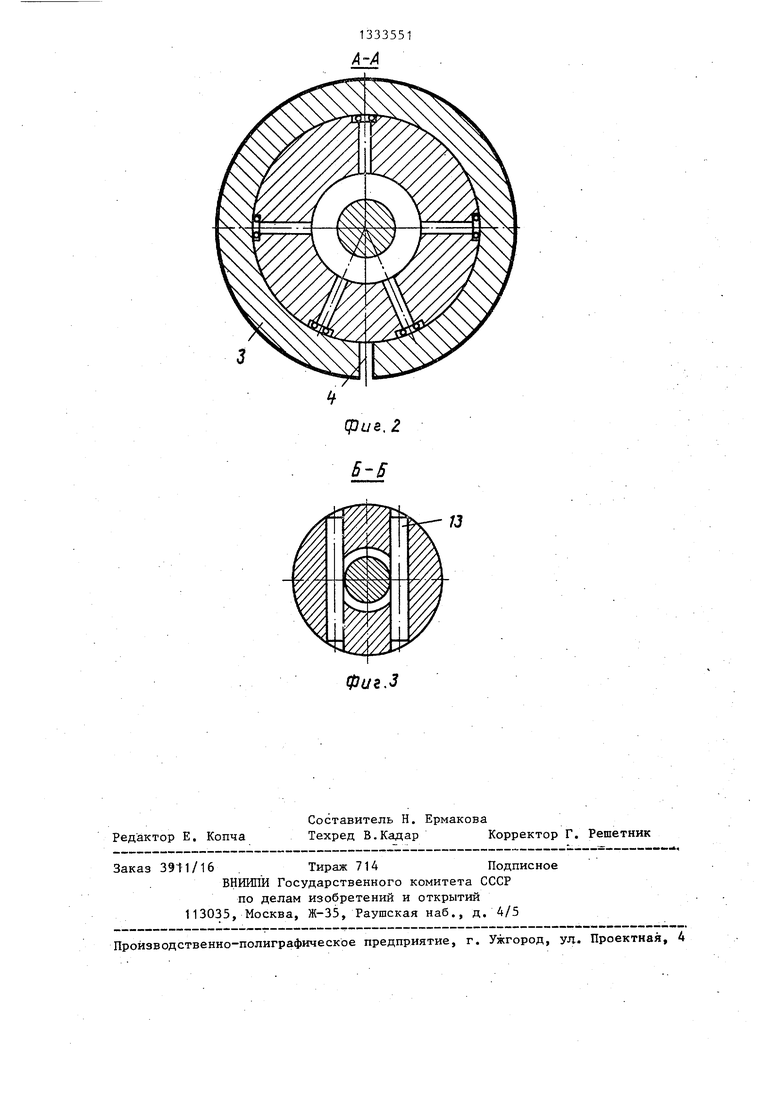
На фиг. 1 изображена абразивная развертка, продольный разрез; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Абразивная развертка содержит коническую оправку 1, на которую надета деформируемая втулка 2, на наружной поверхности которой закреплен абразивный материал 3, выполняюш(ий роль режуп ик элементов. Способность деформироваться втулке 2 ,цает винтовой паз 4, По обе стороны деформируемой втулки 2 установлены регулирующие элементы 5 и б, соединенные штифтами. 7 И 8 с гайками 9 и 10, расположенными на резьбовых участках тяги 11, Тяга 11 имеет возможность вращаться Для привода вращения служит квадратный хвостовик 12 либо специальный механизм станка (не .показан). Осевому перемещению тяг.и 11 препят- CTByioT штифты 13, контактирующие с кольцевой канавкой тяги 11. Чтобы при повороте тяги 11 гайка 10;не вращалась, применена шпонка 14, В конической оправке 1 выполнены карманы 15, соединенные каналами 16, полостью 17, пазом 18, полостью 19 через неподвиж- ньш коллектор 20 с внешним источником давления жидкости (не показан). Этот источник подсоединяется к отвер стию 21 коллектора 20,
Для создания герметичности к торцу конической оправки 1 жестко прикреплен стакан 22, а в соответствующих
0
5
0
5
0
5
0
5
0
5
местах оправки, тяги 11 и гайки 9 установлены уплотнительные кольца 23, Абразивная развертка своим верхним коническим хвостовиком закреплена в шпинделе 24 металлорежущего станка.
Пример расположения гидростатических карманов 15 в поперечном сечении показан на фиг, 2, количество каналов в продольном сечении зависит от длины втулки - на каждые 30-40 мм длины рекомендуется один гидростатический карман.
Настройку абразивной развертки на заданный диаметр производят в следующей последовательности.
Не снимая инструмент со станка, подают жидкость из внешнего источника давления в отверстие 21, откуда она попадает в карманы 15, и происходит радиальная деформация втулки 2, под поверхностью втулки образуется масляная пленка,за счет чего силы трения резко уменьшаются. После этого начинают вращать тягу 11 либо за квадратный хвостовик 12, либо за верхний конец специальным механизмом станка. При вращении гайки 9 и 10 начинают перемеш,аться в осевом направлении по резьбовым участкам тяги 11 и с помощью штифтов 7 и 8 синхронно перемещать регулирующие элементы 5 и 6, а с ними и деформируемую втулку 2, После завершения перемещения втулки 2 на заданное расстояние давление жидкости сбрасывают - инструмент готов к рабо.те, Диаметр инструмента настраивают больше диаметра отверстия ш заготовке на 0,005-0,04 мм, инструменту придают вращательное и поступательное движение и за один-три двойных хода происходит съем припуска и формируется точное отверстие. Формула изобретения
Абразивная развертка, содержащая коническую оправку с размещенной на ней деформируемой втулкой, на кото- рой закреплен абразивный материал, и регулирующие элементы, расположенные по обе с.тороны от деформируемой втулки, отличающаяся тем, что, с целью повышения производительности, развертка снабжена тягой, расположенной внутри конической оправки и кинематически соединенной с регулирующими элементами, а на нарухшой поверхности оправки выполнены карманысо сквозными радиальными каналами,предназначенными для подачи рабочей жидкости ,
Фиг.З
Редактор Е. Копча
Составитель Н. Ермакова
Техред В.Кадар Корректор Г. Решетник
Заказ 3911/16 . Тираж 714Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4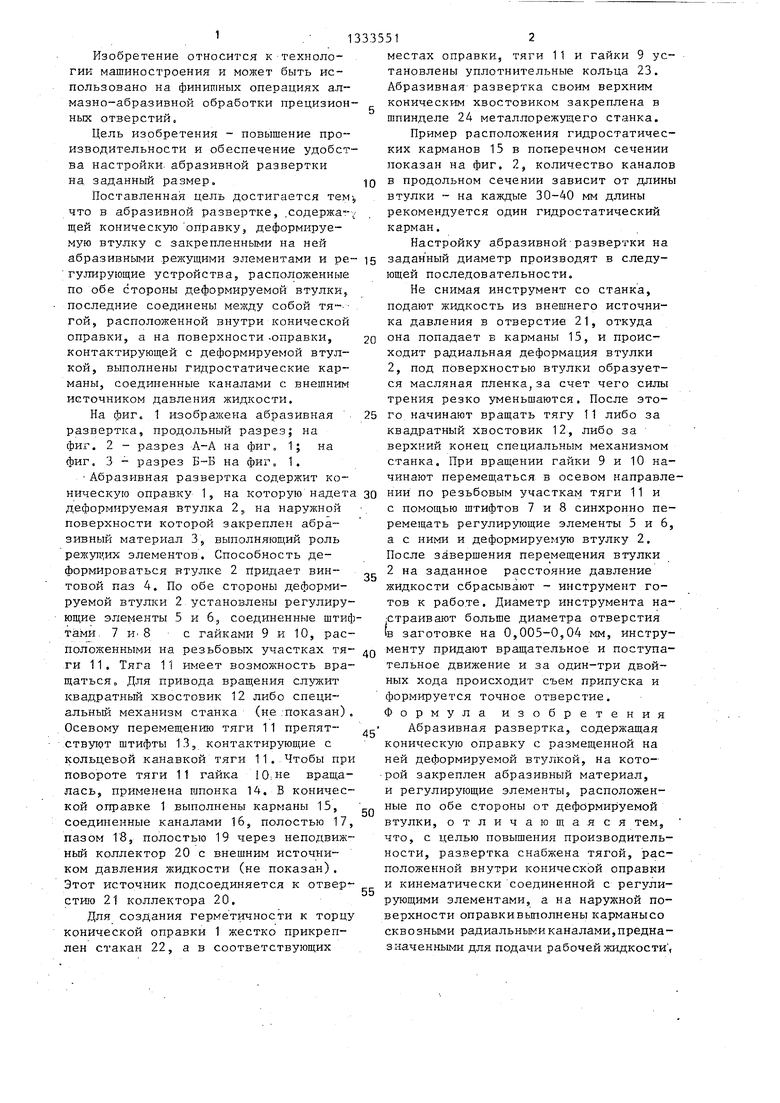
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий и абразивная развертка для обработки отверстий | 1983 |
|
SU1093510A1 |
| Абразивная развертка | 1981 |
|
SU987898A1 |
| Абразивная развертка | 1988 |
|
SU1563949A1 |
| Абразивная развертка | 1985 |
|
SU1263504A1 |
| Способ обработки отверстий | 1985 |
|
SU1256935A1 |
| Абразивная развертка | 1985 |
|
SU1256936A1 |
| Устройство для автоматической подналадки осевого инструмента | 1983 |
|
SU1117199A1 |
| Устройство для обработки отверстия | 1981 |
|
SU1046074A1 |
| Разжимной инструмент для доводки отверстий | 1983 |
|
SU1126420A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
Изобретение относится к машиностроению, в частности к инструментам для финишной обработки прецизионных отверстий. Цель изобретения - повысить производительность настройки инструмента на заданньй размер. Для этой цели регулирующие элементы 5 и 6 соединены между собой тягой 11, а на поверхности конической оправки 1, контактирующей с деформируемой втулкой 2, выполнены карманы 15, соеди -. ненные каналами с внешним,-, источни- ком давления жидкости. Воздействуя на тягу 11, регулирующие элементы 5 и 6 синхронно перемещаются вместе с деформируемой втулкой 2,.таким образом происходит настройка. На наружную поверхность деформируемой втулки 2 . нанесен абразивный материал 3. 3 ил. 
| Фрагин И.Е | |||
| и др | |||
| Алмазное раз- вертьшание отверстий в деталях из чугуна | |||
| - Вестник машиностроения, 1979 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
