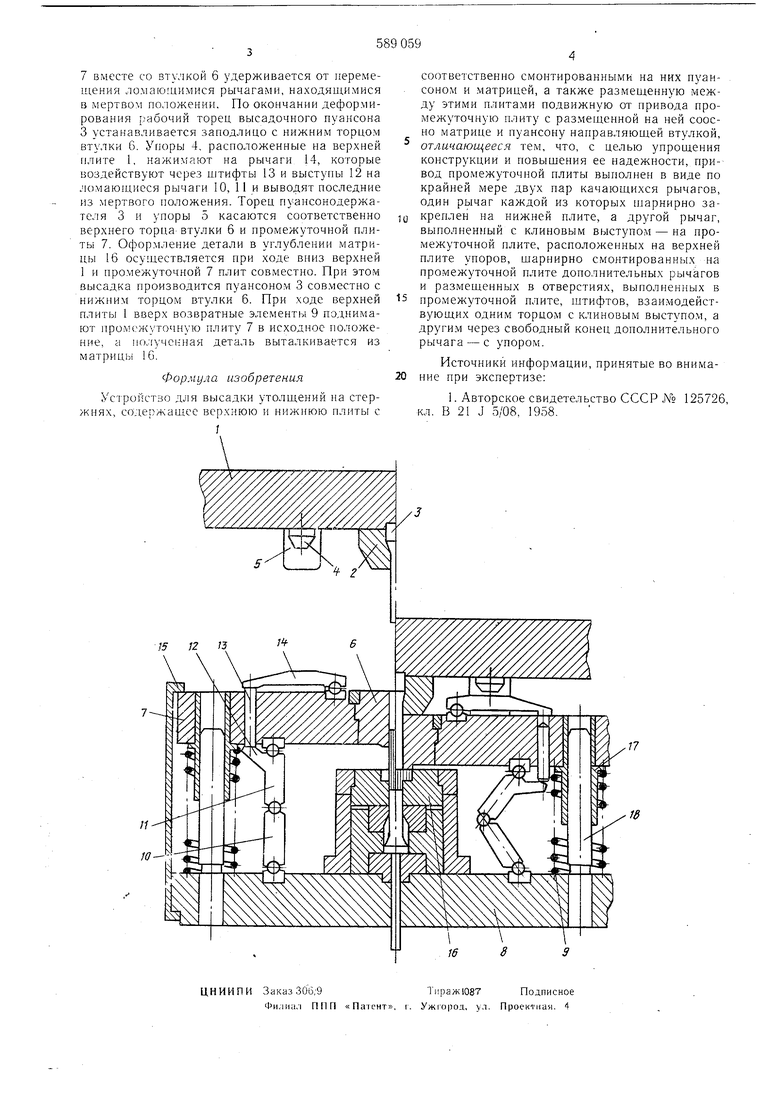
Изобретение относится к кузнечно-прессовому оборудованию и может быть использовано для получения утолщений головок, фланцев увеличенного объема на стержневых заготовках. Известно устройство для высадки утолщеНИИ на стержнях, содержащее верхнюю и нижнюю плиты с соответственно смонтированными на них пуансоном и матрицей, а также размещенную между этими плитами подвижную от привода промежуточную плиту с размещенной на ней соосно пуансону и матрице направляющей втулкой 1. Для упрощения конструкции и повыщения ее надежности привод промежуточной плиты выполнен в виде по крайней мере двух пар качающихся рычагов, один рычаг каждой из которых щарнирно закреплен на нижней плите, а другой, выполненный с клиновым выступом, на промежуточной плите, расположенных на верхней плите упоров, щарнирно смонтированных на промежуточной плите дополнительных рычагов и размещенных в отверстиях, выпол: ненных в нромежуточной плите, штифтов, взаимодействующих одним торцом с клиновым выступом, а другим через свободный конец дополнительного рычага-с упором . На чертеже изображено устройство в начальный (слева) и конечный (справа) моменты работы. На верхней подвижной плите 1 с помощью пуансонодержателя 2 закреплен высадочный пуансон 3 и упоры 4 и 5. Направляющая втулка 6 установлена на промежуточной плите 7. Между промежуточной 7 и неподвижной нижней 8 плитами установлены возвратные элементы (пружины 9 и две парь -ломающихся рычагов 10 и 11). На одном из рычагов каждой пары выполнены клиновые выступы 12, которые через щтифты 13 связаны с рычагами 14, расположенными на промежуточной плите 7. На ниж--, ней плите 8 закреплены ограничители 15 хода для промежуточной плиты. Направляющая втулка 6 и матрица 16 сцентрированы между собой направляющими элементами, включающими втулки 17 и колонки 18. В исходном положении заготовку 19 через отверстие в направляющейся втулке устанавливают в рабочую зону устройства, и она фиксируется в отверстии узкой части матрицы 16. При ходе верхней плиты 1 вниз высадочный пуансон 3 входит в отверстие направляющей втулки 6. С мо.мента касания пуансоно орца заготовки начинается деформирование, ;d всем протяжении которого про.межуточная пл 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для высадки утолщений на стержневых заготовках | 1991 |
|
SU1792782A1 |
| Автомат для двусторонней высадки | 1979 |
|
SU1107945A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Штамп для штамповки крупногабаритных коленчатых валов | 1991 |
|
SU1819183A3 |
| Способ получения наружного цилиндрического утолщения на трубчатой заготовке и устройство для его осуществления | 1985 |
|
SU1402403A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
