113
Изобретение относится к порошковой металлургии, в частности к автоматическим линиям изготовления изделий из металлических порошков, преимущественно- электроконтактов, и является усовершенствованием изобретения по авт. св. № 1247164.
Целью изобретения является повышение производительности линии и улучшение учета и контроля изделий.
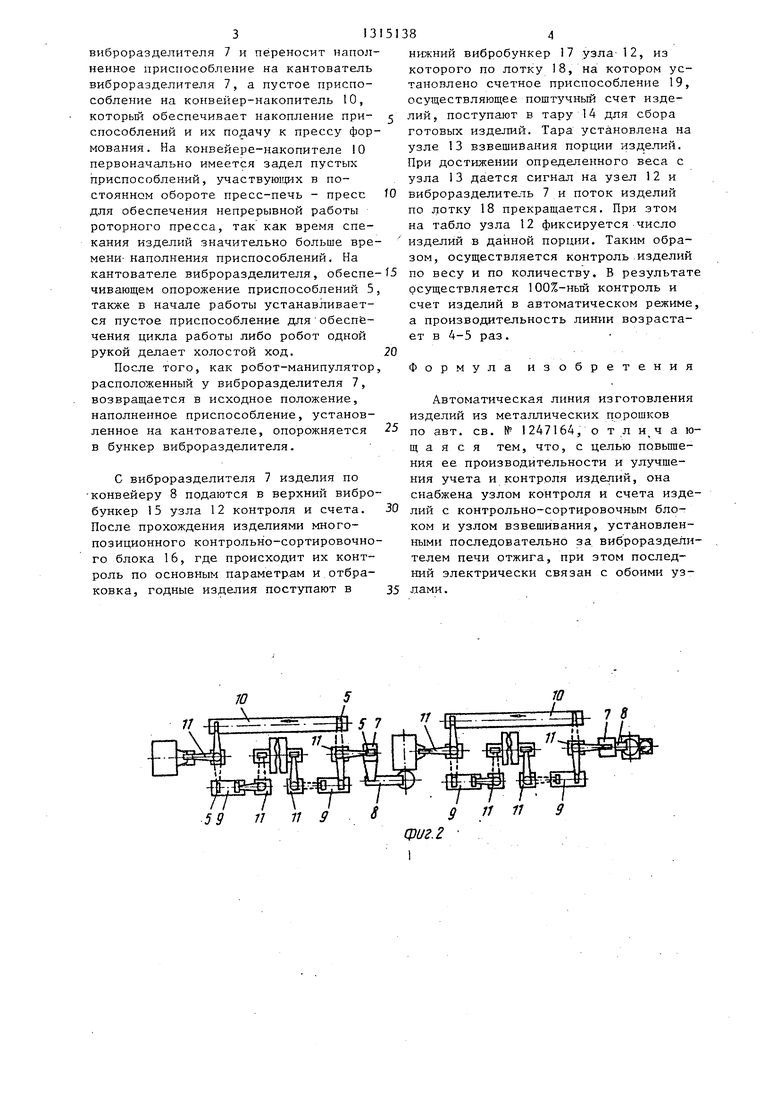
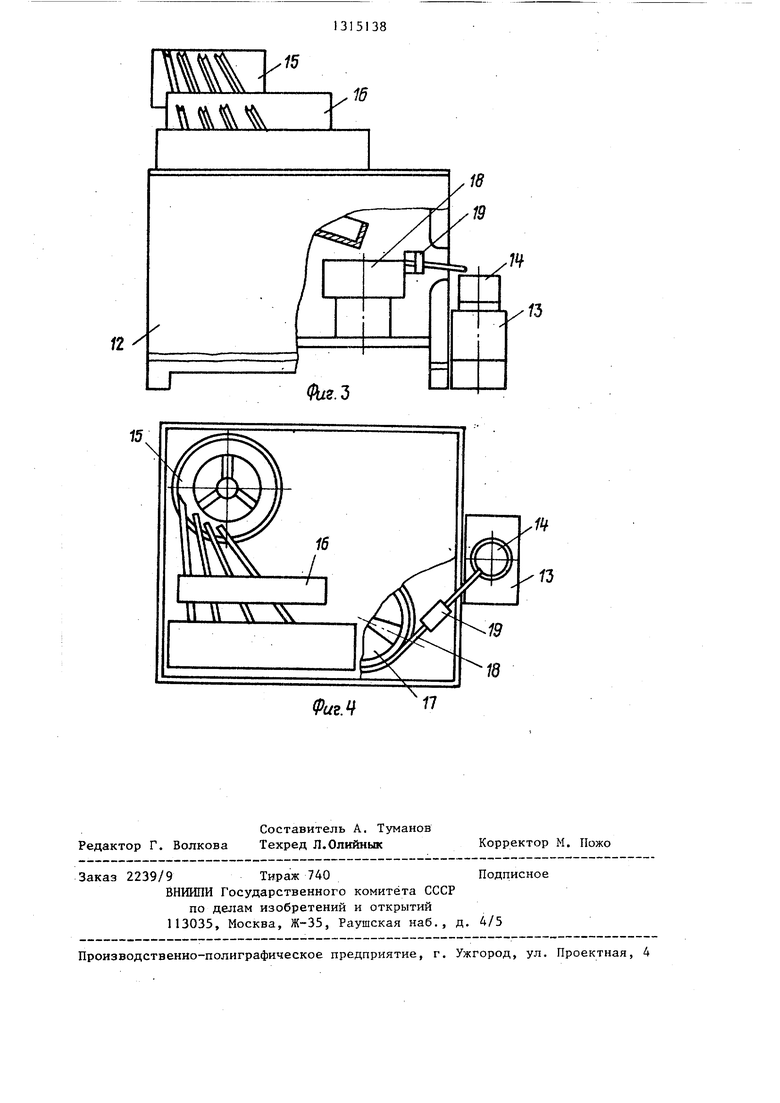
На фиг. 1 представлена схема автоматической линии, общий вид; на фиг. 2 - то же, вид сверху; на фиг.З - узлы контроля и счета и взвешивания изделий, общий вид; на фиг. 4 - то же, вид сверху.
Автоматическая линия изготовления изделий из металлических порошков состоит из роторного пресса 1 холодного формования изделий и роторного пресса 2 калибрования, нагревательных устройств в виде конвейерной электропечи 3 сопротивления спекания и электропечи 4 сопротивления отжига изделий, комплекта 5 приспособлений для размещения изделий, узлов 6 наполнения приспособлений 5,расположенных у прессов формования и калибрования, виброразделителей 7 с ленточными конвейерами 8, расположенных перед прессом калибрования и на выходе электропечи для отжига, транспортеров 9 для передачи заполненных изделиями приспособлений между едини- цами технологического оборудования, конвейеров-накопителей 10 для накопления и передачи пустых приспособлений, роботов-манипуляторов 11 для связи единиц оборудования с транспортной системой и обеспечения работы линии в едином замкнутом цикле, узла 12 контроля и счета изделий, узла 13 взвешивания и тары 14 для сбора готовых изделий. Уз.ел 12 контроля и счета изделий содержит верхний вибробункер 15 (фиг. 3), контрольно-сортировочный блок 16, нижний вибробункер 17, лоток 18 со счетным приспособлением 19.
Автоматическая линия работает следующим образом.
Готовая порошковая смесь подается в бункеры роторного пресса 1. Уровень порошка в бункерах поддерживается автоматически . Из бункеров порошок подается на холодное формование, которое осуществляется автоматически в сменных матрицах, установленных на
82
многопозиционном рабочем роторе. Транспортный ротор пресса производит поштучный съем отпрессованных изделий с каждой позиции рабочего ротора
и сбрасьшает их на наклонный многоручьевой лоток узла 6 наполнения приспособлений 5.
Изделия поштучно скатываются по соответствующему лотку в приспособление 5, устаноззленное на приемном месте узла 6. При этом обеспечивается равномерное заполнение приспособления спрессованными изделиями. После загрузки приспособления 5 опреденным количеством изделий лоток перекрывается отсекателем. Отпрессованные изделия сбрасьшаются по-прежнему на соответствующие ручьи лотка узла 6 и скапливаются у отсекателя на вре
мя, пока происходит замена приспособлений. Работа роторного пресса 1 при этом не прекращается.
Робот-манипулятор , расположенный у роторного пресса 1 холодного формования, захватом одной руки забирает наполненное приспособление 5 от пресса 1, а захватом второй руки пустое приспособление с конвейера-накопителя 1 О и переносит напол- leHHoe приспособление на транспортер.
9, а пустое приспособление - на приемное место узла 6. После этого робот возвращается в исходное положение, отсекатель также возвращается в исходное положение,, в результате чего возобновляется поток изделий из лотка в пустое приспособление.
Транспортер 9 перемещает наполнен-, ное приспособление 5 к роботу-манипулятору, установленному у электропечи 3 для спекания. Робот-манипулятор захватом руки забирает наполненное приспособление с транспортера 9 и устанавли- вает его на непрерывно движущуюся с определенной скоростью конвейерную ленту электропечи для спекания.Из печи спекания приспособления 5 с охлажденными изделиями переносятся роботом-мани- пулятором, установленным на выходе из печи спекания, на транспортер 9. Последний перемещает приспособления с изделиями к следующему роботу-манипулятору, установленному у виброраз- делителя 7. Робот-манипулятор захватом одной руки забирает приспособление со спеченными изделиями с транспортера 9, а захватом второй руки - пустое приспособление с кантователя
3I3
внброразделителя 7 и переносит наполненное приспособление на кантователь виброразделителя 7, а пустое приспособление на конвейер-накопитель 10, который обеспечивает накопление при- способлений и их подачу к прессу формования. На конвейере-накопителе 10 первоначально имеется задел пустых приспособлений, участвуют ц-х. в постоянном обороте пресс-печь - пресс для обеспечения непрерывной работы роторного пресса, так как время спекания изделий значительно больше времени- наполнения приспособлений. На кантователе виброразделителя, o6ecneчивающем опорожение приспособлений 5 также в начале работы устанавливается пустое приспособление для обеспечения цикла работы либо робот одной рукой делает холостой ход.
После того, как робот-манипулятор расположенный у виброразделителя 7, возвращается в исходное положение, наполненное приспособление, установленное на кантователе, опорожняется в бункер виб.роразделителя.
С виброразделителя 7 изделия по конвейеру 8 подаются в верхний вибробункер 15 узла 12 контроля и счета. После прохождения изделиями многопозиционного контрольно-сортировочного блока 16, где происходит их контроль по основным параметрам и отбраковка, годные изделия поступают в
384
нижний вибробункер 17 узла-12, из которого по лотку 18, на котором установлено счетное приспособление 19, осуществляющее поштучный счет изделий, поступают в тару 14 для сбора готовых издeJmй. Тара установлена на узле 13 взвешивания порции изделий. При достижении определенного веса с узла 13 дается сигнал на узел 12 и виброразделите-;1ь 7 и поток изделий по лотку 18 прекращается. При этом на табло узла 12 фиксируется число изделий в данной порции. Таким образом, осуществляется контроль изделий по весу и по количеству. В результат осуществляется 100%-ный контроль и счет изделий в автоматическом режиме а производительность линии возрастает в 4-5 раз.
Формула изобретения
Автоматическая линия изготовления изделий из металлических цорошков по авт. св. № 1247164, о т л а ю щ а я с я тем, что, с целью повьппе- ния ее производительности и улучшения учета и контроля изделий, она снабжена узлом контроля и счета изделий с контрольно-сортировочным блоком и узлом взвешивания, установленными последовательно за виброразделителем печи отжига, при этом последний электрически связан с обоими узлами.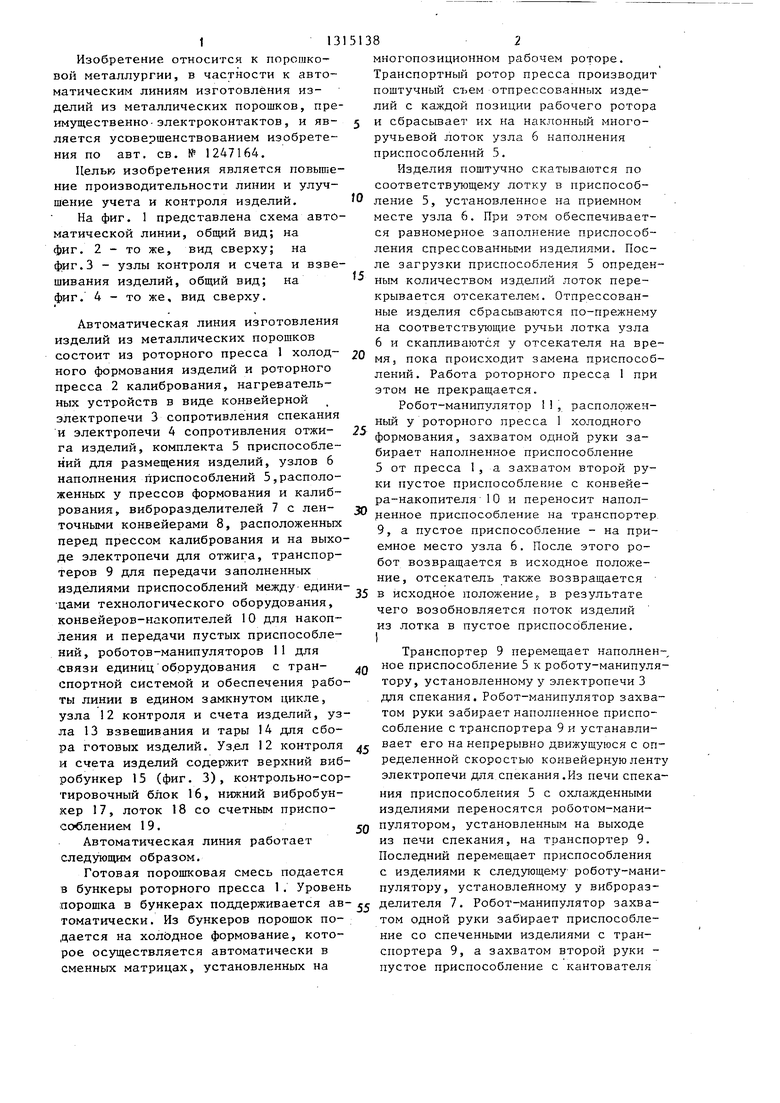
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления изделий из металлических порошков | 1988 |
|
SU1505666A2 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1247164A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Аппарат для автоматического взвешивания,дозирования и упаковки штучных пищевых продуктов | 1972 |
|
SU518637A1 |
| Мобильный автономный завод по производству стеновых строительных и дорожных материалов | 2017 |
|
RU2659362C1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Линия для изготовления изделий из металлических порошков | 1985 |
|
SU1323233A1 |
Изобретение относится к автоматическим линиям изготовления изделий из металлических порошков, преимущественно электроконтактов. Целью изобретения является повышение производительности линии и улучшение учета и контроля изделий. Спрессованные на роторном прессе изделня поступают в узлы 6 наполнения.приспособлений 5, которые подаются в электропечь 3 спекания. Затем спеченные изделия выгружаются в бункер виброразделителя 7, калибруются на роторном прессе 2 калибрования, проходят отжиг в электропечи 4 отжига и через виброразделитель поступают в узел 12 контроля и счета, где происходит их контроль и отбраковка. Годные изделия контролируются по весу и количеству в узел 13 взвешивания. В результате осуществляется 100%-ный контроль и счет изделий в автоматическом режиме, а производительность линии возрастает в 4- 5 раз. 4 ил. S X/ 6 5 О1 хсЫ со Об сриг.1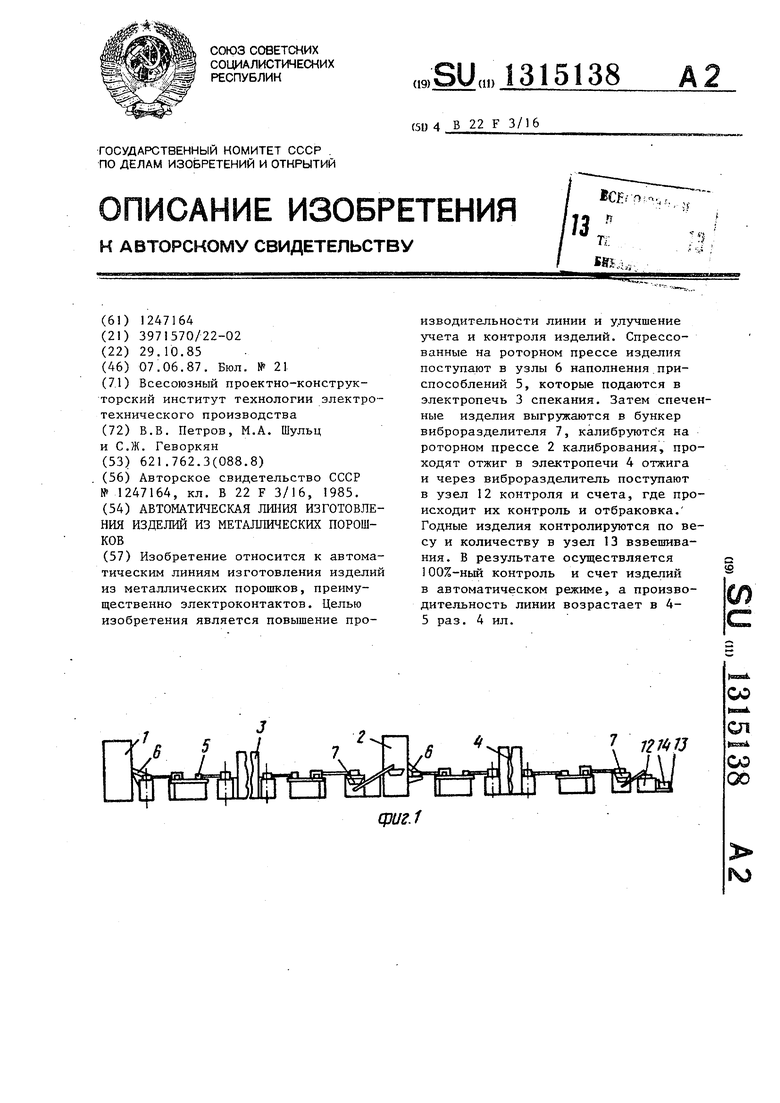
77 77 ff
Л7
7 8
8 9 11 П Фиг.2
X
15
i
X
M
(PUs.Z
16
ФиъМ
Редактор Г. Волкова
Составитель А. Туманов Техред Л.Олийнык
Заказ 2239/9 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М. Пожо
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1247164A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
