4;
lN3
СО
со
N5 СЛ
Изобретение относится к сварке, в частности к способам оценки способностп металлов образовывать сварное соединение преимущественно дисперсно-упрочненных и дисперсИонно-твердеющих сплавов, и может быть применено в Dasличныv птраг;1я ; ма- п.шностроения.
Целью изобретения является обеспечение возможности оценки способности металлов к образованию сварного соединения при одновременном снижении материалоемкости и трудоемкости испытаний.
Способ осуществляют следуюндим образом.
Кромки жестко закрепленных пластин устанавливают под углом не более 1,5°, свар- ку выполняют встык со сквозным проваром по увеличивающемуся зазору до момента самопроизвольного обрыва . За критерий свариваемости принимают отнощение ве- личипрм зазора в месте обрыва шва к толщине пластин.
Необходимость жесткого закрепления 1;,;|астин объясняется следуЮ1дим. При затвердевании щва вследствие усадки возникают усилия, достаточные для деформации тонколистовых пластин. В результате величина зазора между свариваемыми кромками будет увеличиваться непропорционально длипе щва, а угол будет растя. Наибольщими эти изменения при выполнении пробы будут вблизи вкладыща, задающего угол. Кроме того, могут возникнуть деформации в направлении, не лежащем в плоскости пластин. В результате способ окажется чувствительным к размерам и геометрии пластин, liw ioxo воспроизводимым для одного сплава и не показательным При сравне}1ии свариваемости разных сплавов, отличающихся в том Числе по пластичности и степепи усадки.
Сквозной провар при выполнении пробы необходим для исключения влияния степепи непровара на показатель свариваемости.
Пример. Две одинаковые прямоугольные пластины длиной по 100 и пшриной по 15 .мм жестко закрепляют в одной плоскости по всей длине в приспособлении так, что их
0
.5
0
.5
кромки консольно выступают ка cpei зажимов на 5-6 мм. При этом кромки у одного торца соприкасаются, а у другого - разве- на заданный угол 0,5-1,5°.
Сварку ведут аргонодуговой, микроплаз- «енной или газоплазменной горелкой на режимах, обеспечивающих сквозной провар без присадки.
Ширину зазора в месте обрыва щва вычисляют как удвоенное произведение тангенса половины угла между кромками на длину образовавщегося щва.
Результаты испытаний сплавов на основе платины по предлагаемому способу представлены в, таблице.
Из анализа данных, приведенных в таблице, вытекает, что варьирование величины угла между кромками и толщины пластин в тех пределах, в рамках которых проводился эксперимент, не влияет не показатель свариваемости и что способ достаточно чувствителен к изменениям состава, и, следовательно, позволяет сравнивать разные сплавы по данному показателю свариваемости.
Формула изобретения
Способ испытаний металлов и сплавов па свариваемость, преимущественно тонколистовых при сварке плавлением, включающий жесткое закрепление двух одинаковых прямоугольных пластин с зазором и сварку, отличающийся тем, что, с целью обеспечения возможности оценки способности металлов к образованию сварного соединения при одновременном снижении материалоемкости и трудоемкости испытаний, кромки пластин устанавливают под углом, не превыщаю- щим 1,5°, сварку выполняют со сквозным проваром по увеличивающемуся зазору до мо мента самопроизвольного обрыва щва, а за показатель склонности к образованию сварного соединения принимают отнощение величины зазора в месте обрыва щва к толщине пластин.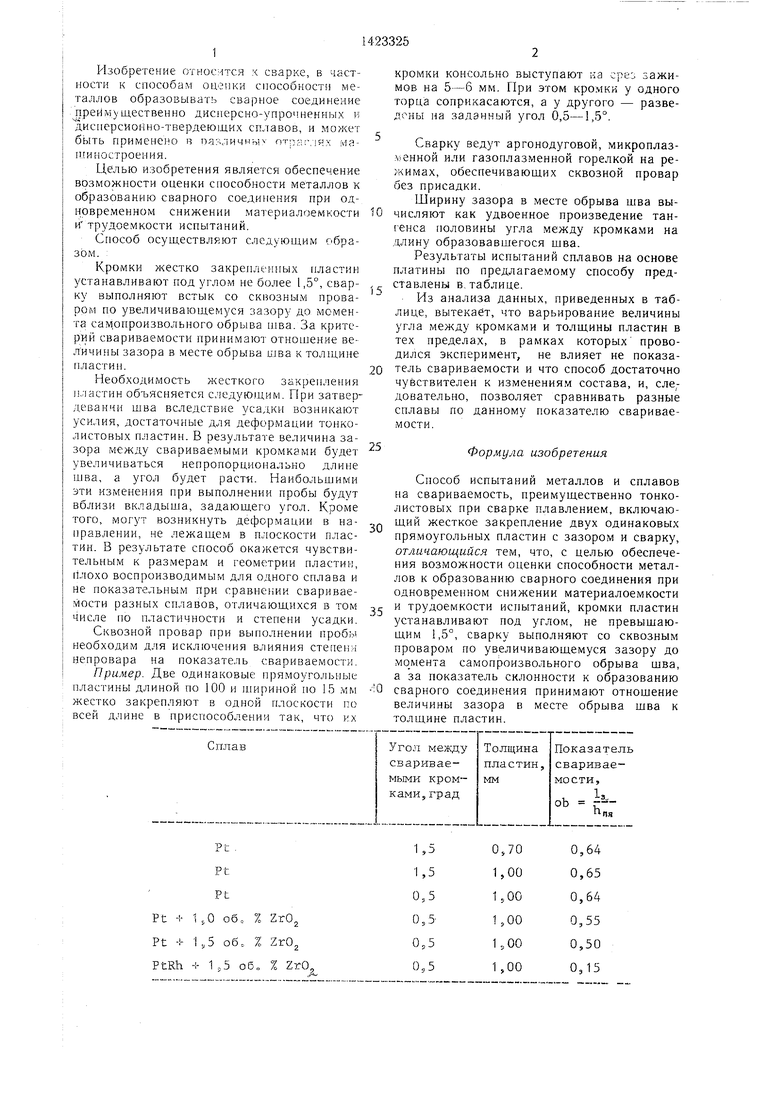
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой однопроходной сварки стыковых тонколистовых соединений | 1986 |
|
SU1412900A1 |
| Способ технологической оценки склонности металлов и сплавов к образованию трещин при сварки | 1975 |
|
SU554975A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ сварки дисперсионно-твердеющих сплавов с коррозионностойкими сталями | 2023 |
|
RU2809102C1 |
| Способ испытания металла шва на стойкость против образования горячих трещин при сварке | 1981 |
|
SU959957A1 |
| Способ сварки тонколистовых материалов | 1976 |
|
SU629027A1 |
| Способ сборки тонкостенных цилиндрических деталей перед сваркой плавлением | 1972 |
|
SU471170A1 |
| Способ испытаний металлов на свариваемость | 1985 |
|
SU1258662A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| Способ снижения сварочных деформаций | 1984 |
|
SU1197812A1 |
Изобретение относится к сварке, в частности к способам испытаний металлов на свариваемость, преимущественно дисперсно- упрочненных и дисперсионно-твердеющих сплавос, и может найти. npuMemMiiio в личных отрас. машшюстроенин. Псмь обеспечение возмс.жности оценки способности металлов к образованию сварпого соединения при одновреугенном .-пижеИин материалоемкости ,и Tpy;i ,o-ii...4 п.спытаний. Способ включает жест:...-: , кми О двух одинаковых нрямох:;: ;,,м. v .CTiiii и их сварку встык без ,;.,,; ск;к)зпым проваром по у:5е.:1ичинак)и;- vu I .1 .мзору. За показатель свариваемое.-.; ,Г| инимают отношение величины зазора в .viecTe обрыва шва к толи1ине пластин. Варьируя ве.шчину уг.,а между кромками, получают различные условия для образования сва 1ного П1ва па одном образце. Способ достаточно чувстните.-юн и универсален, позволяет .сравнивать сплавы. 1 табл. € (Л
| Шоршоров М | |||
| X | |||
| и др | |||
| Испытания металлов на свариваемость | |||
| М.: Металлургия, 1972, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| Способ оценки склонности сварных со-ЕдиНЕНий из лЕгКиХ СплАВОВ K ОбРАзО-ВАНию ОКиСНыХ ВКлючЕНий | 1979 |
|
SU804294A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
