(54) СТАНОК ДЛЯ РАСТОЧКИ ОТВЕРСТИЯ ПОД ПАЛЕЦ В ПОРШНЯХ

| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| МНОГОШПИНДЕЛЬНЫЙ АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1971 |
|
SU302180A1 |
| Многопозиционный станок | 1984 |
|
SU1220735A1 |
| АГРЕГАТНЫЙ СТАНОК | 1969 |
|
SU241920A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| Агрегатный станок | 1979 |
|
SU884964A1 |
1
Изобретение относится к станкостроению и может быть применено для автоматизации расточки отверстия под палец у всех типов поршней.
Известен станок для расточки отверстия под палец в поршнях с размещенными , на станине шпиндельными агрегатными головками, количество которых соответствует числу рабочих позиций, снабженный загрузочным устройством, подвижными и неподвижными призмами для зажима обрабатываемых деталей и центрирующими штырями для их ориентации.
Предлагаемый станок отличается от известного тем, что в станине выполнен проем, перекрытый планками с прорезью, по одну сторону которых расположены агрегатные головки и неподвижные призмы, а по другую - подвижные призмы, каждая из которых снабжена копиром, воздействующим на деталь через поворотный рычаг, причем в нрорези планок размещено загрузочное устройство.
Каждый центрирующий штырь взаимодействует посредством реечной пары со што-
ком-рейкой гидроцилиндра, который расположен на станине станка.
Подвижные призмы взаимодействуют через подпружиненные косозубые реечные пары со вторым гидроцилиндром, размещенным на станине.
Такое вьшолнение станка упрощает его конструкцию.
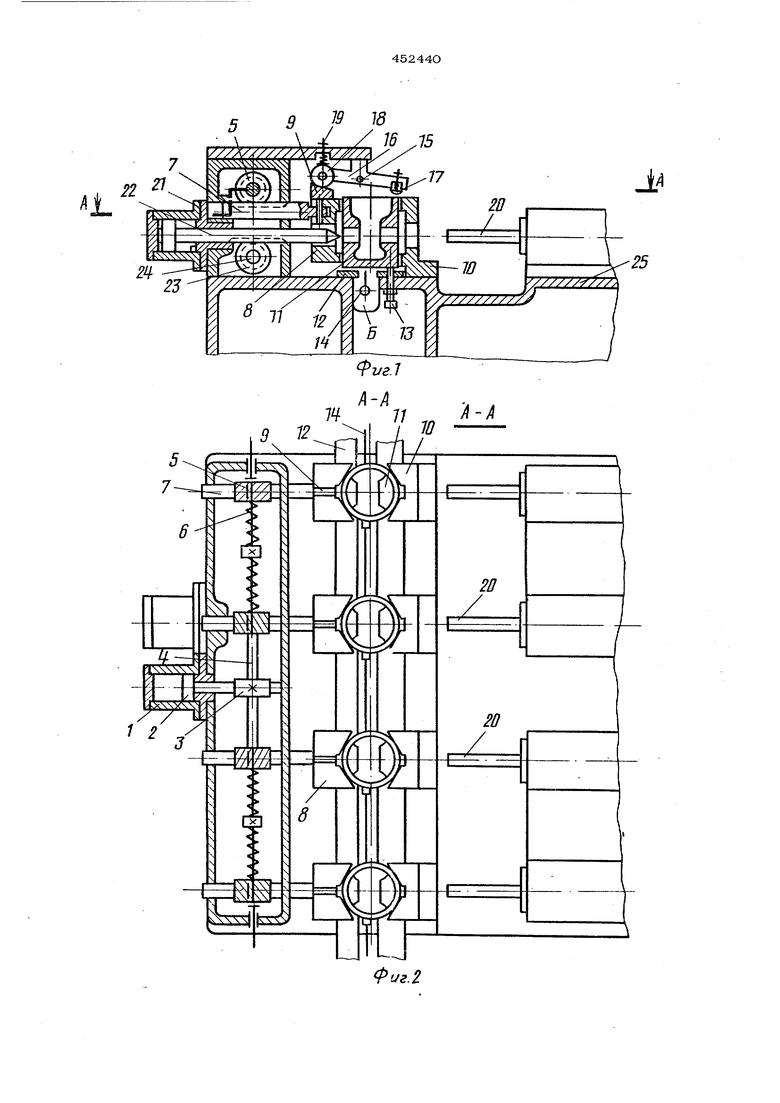
На фиг. 1 показан предлагаемый станок, вертикальный разрез; на фиг. 2 - разрез по А-А на фиг. 1.
Цилиндр 1 (фиг. 2) через шток-рейку 2 и шестерню 3 соединен с валом 4, на котором на шпонках насажены косозубые шестерни 5, упирающиеся в пружины 6 и входящие в зацепление с валиками 7. На валиках 7 закреплены призмы 8, а на них-копиры 9. Против каждой из подвижных призм 8 установлены неподвижные призмы 10.
Между призмами 8 и Ю располагаются обрабатываемые поршни 11 на планках 12 и штыре 13. Между планками 12 размещен шаговый транспортер 14. Над поршнями 11 на оси 15 расположен рычаг 16, на одном jiOHne которого имеется подпружиненный
упор 17, а в другом - ролик 18, подпираемый подпружиненным упором 19; справа от призм 1О установлены расточные борштанги 20.
В нижней части станка расположен цилиндр 21, шток рейка 22 которого, являясь штырем, ориентирующим поршень в угловом положении, через шестерни 23 и вал 24 соединена с аналогичными ориентирующими штырями, число которых равно числу рабочих позиций. Все механизмы смонтированы на станине 25.
Станок работает следующим образом. Шаговый транспортер 14, расположенный на проеме Б станины 25, перемещает поршни 11 по планкам 12 в позиции обработки. Придя в позицию обработки, поршень 11 опирается на штырь 13 и планку 12. Подачей масла в поршневую полость цилиндра 21 обеспечивается перемещение вправо штока- рейки 22, который входит в отверстие поршня 11 и ориентирует его в угловом положении. Через шестерни 23 и вал 24 перемещаются вправо аналогичные щтоку-рейке 22 щтыри (на чертежах не показаны), ориентируя поршни во всех позициях, после чего
масло подается в поршне вую полость цилиндра 1. При этом щток-рейка 2 движется вправо, поворачивая шестерню 3, вал 4 и косо-. зубые шестерни 5. Входящие в зацепление с шестернями 5 валики 7 перемещаются вправо, осуществляя зажим между призмами 8 и 10. В случае, если наружный диаметр какого-либо из поршней 11 окажется больше чем другие, поджимающая его призма 8 и вместе с ней валик, коснувшись поршня 11, перестанут перемещаться. Ко- созубая шестерня 5, зацепляющая с остановившимся валиком 7, продолжает поворачиваться вместе с валом 4, смещаясь вдоль его оси и сжимая при этом пружину 6.
При движении призм 8 вместе с ними перемещаются копиры 9, воздействуя на ролики 18 рычагов 16. Рычаги 16 поворачиваются вокруг осей 15, осуществляя через упоры 17 поджим дна поршня 11 к штырю 13. Этим достигается выдерживание заданного размера от дна поршня 11 до оси
. расточпга. После зажима поршней 11 масло 1подается в штоковую полость цилиндра 21 обеспечивая вывод ориентирующих штырей из поршней.Затем борштангами 2О производится расточка отверстий. По окончании обработки давление подается в штоковую полость цилиндра 1, Призмы 8 вместе с копирами 9 отводятся в исходное положение. Рычаг 16 возвращается в исходное положение подпружиненным упором 19.
После разжима поршня 11 специальными подпружиненными толкателями, разме:щенными в призмах 1О, смещаются в линию транспортера 14, который удал ет их из станка и ставит на их место новые.
Затем цикл работы станка повторяется
г- Предмет изо, бретения
. штоком-рейкой гидроцилиндра, который расположен на станине станка.
