Изобретение относится к устройствам для получения древесно-полимер- ных изделий и может быть использовано в деревообрабатывающей промьшшен- ности.
Цель изобретения - улучшение качества изделий, расширение технологических возможностей устройства и повышение его надежности.
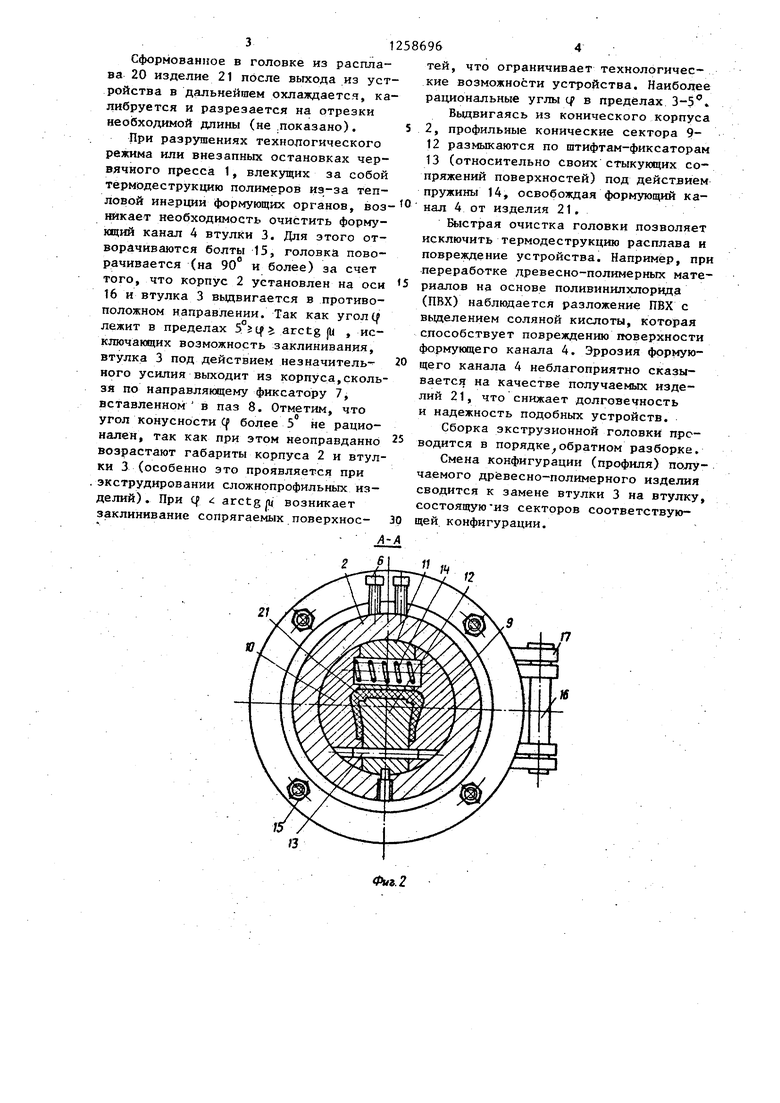
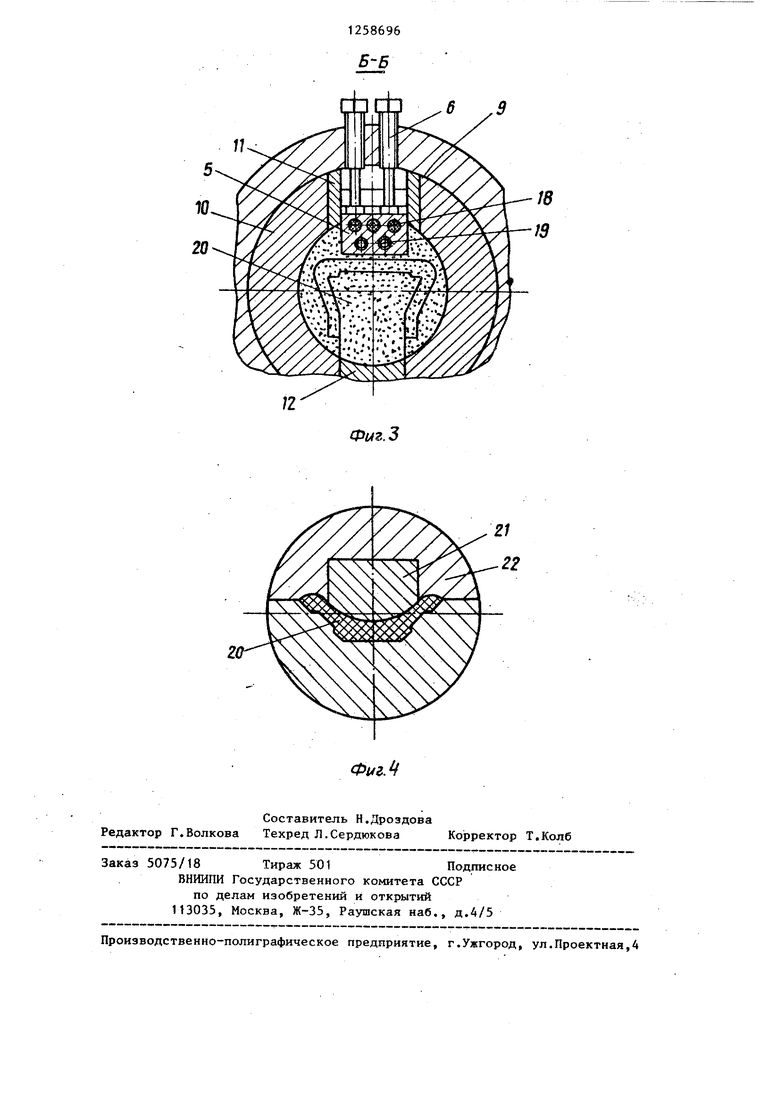
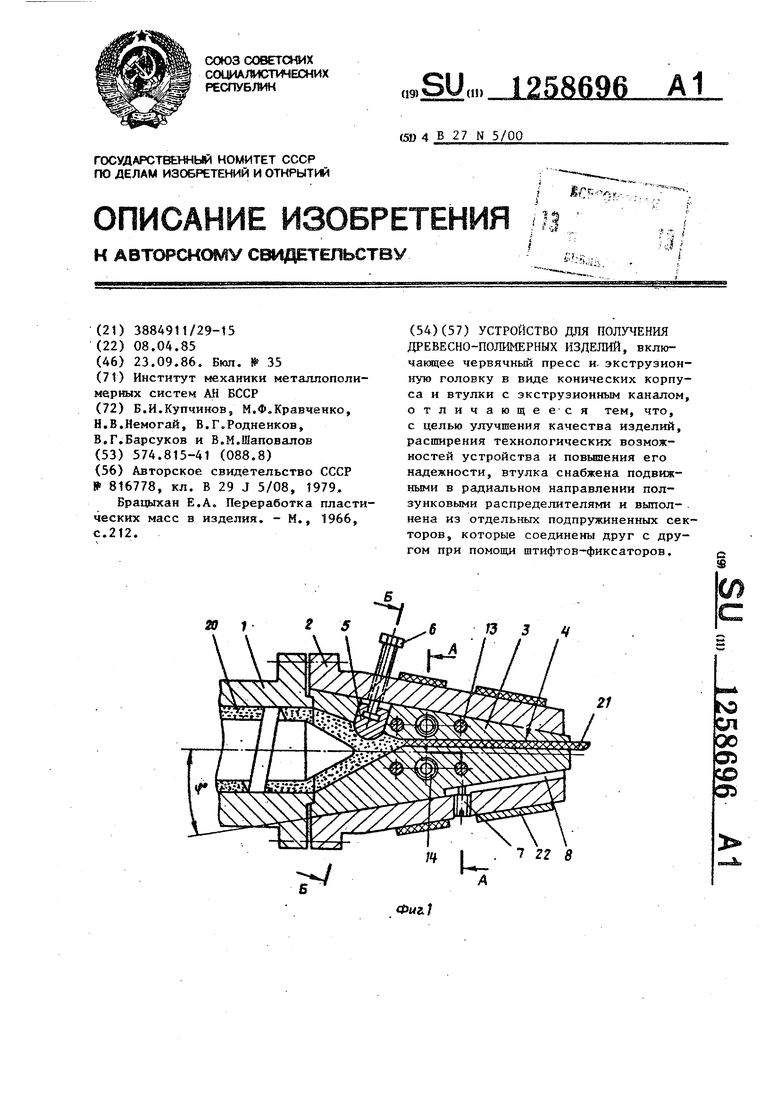
На фиг. 1 изображено предлагаемое устройство, разрез; на-фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - разрез Б-Б на фиг. 1; на фиг.4 - сектор втулки.
Устройство состоит из червячного пресса (экструдера) 1 и экструзион - ной головки, содержащей корпус 2, выполненный в виде конического стакана и втулки 3. Наружная поверхность втулки ответна конической поверхности корпуса 2. Втулка 3 выполнена с формующим (экструзионным) каналом 4,. имеющим конусную и прямоугольную части.
Во втулке 3 (в зоне конической . части экструзионного канала) установлен ползунковый распределитель 5 цельный или составной (из параллельных частей), связанный со средством 6 его поджима (например, винтом, болтом и т.д.). Корпус 2 снабжен также фиксатором 7, входящим своей концевой частью в продольный паз 8, выполненный по конической поверхности втулки 3. Втулка 3 выполнена из отдельных конических сек торов 9-12, фиксирующихся друг отно сительно друга штифтами 13 и подпру жиненных относительно своих сопряга емых поверхностей пружинами 14. Кор ;пус 2 экструзионной головки, соединяемый с червячным прессом 1 болтами 15 (фиг. 2), устанавливается с возможностью поворота на оси 16, входящей в отверстие кронштейна 17, соединенного с червячным прессом 1. Ползунковый распределитель снабжен индивидуальной системой нагрева 18 и охлаждения 19 (системой термоста- тирования). При изготовлении древес но-полимерных изделий другой конфигурации втулка 3 выполняется из соответствующих продольных секторов соответствующих конфигураций.
Кроме того, расплав полимера обо значен позицией 20, формирующееся в экструзионном канале из расплава из делив - позицией 21, нагреватели
586962
для головки - 22, буквой if обозначен угол конусности конической втулки 3.
Устройство работает следующим 5 образом.
Перерабатьшаемый древесно-поли- мерный материал пластифицируется червячным прессом в расплав 20, который транспортируется к экструзиоиной головке. Встречая на своем пути ползунковый распределитель 5, установленный с помощью средства 6 перемещения (болтов) во втулке, расплав 5 материала тормозится и целенаправленно растекается по периметру фор- муюдего канала.
Ползунковый распределитель 5 (цельньй или Составной) устанавлива20
ется в тех местах конусной части
25
формующего канала 4, где гидравлическое сопротивление канала (при формировании изделия заданного профиля) минимально и осуществляет таким образом выравнивание скорости течения расплава по всему периметру формующегося сложнопрофильного изделия. Рабочая поверхность распределителя при необходимости дополнительно ох30 лаждается элементами 19 или нагревается нагревателями 18. В результате этого исключается брак в получаемом изделии 21: несоответствие геометрических размеров заданным параметрам
35 экструзионной головки; низкие прочностные показатели периферийных частей изделия из-за больших сдвиговых деформаций расплава у краев, т.е. в тех местах, где гидравлическое сопро40 тивление канала больше; трещины и
расслоения в местах, наиболее удаленных От цзнтра экструзии.
Поэтому применение ползунковых распределителей 5 в зоне экструзион45 ного канала 4 позволяет исключить брак экструдируемых изделий и повысить {tx-качество, т.е. обеспечить однородность физико-механических показателей по периметру изделия. Снаб50 жение распределителя 5 средством 6 перемещения и системами 18 и 19 тер- мостатирования позволяет менять гидравлическое сопротивление канала 4 и регулировать температурный градиент
55 переработки, что обеспечивает возможность управления сложным процессом экструзии во времени конструктивными параметрами формующих элементов.
3
Сформованное в головке из расплава 20 изделие 21 после выхода из устройства в дальнейгяем охлаждается, калибруется и разрезается на отрезки необходимой длины (не .показано).
При разрушениях технологического режима или внезапных остановках червячного пресса 1, влекущих за собой термодеструкцию полимеров из-за тепловой инерции формующих органов, воз нИкает необходимость очистить формующий канал 4 втулки 3. Для этого отголовка пововорачиваются болты 15,
рачивается (на 90° и более) за счет
того, что корпус 2 установлен на оси 16 и втулка 3 вьщвигается в противоположном направлении. Так как угол( лежит в пределах 5 Slf i arctg jU , исключающих возможность заклинивания, втулка 3 под действием незначитель- кого усилия выходит из корпуса,скользя по направляющему фиксатору 7, вставленном в паз 8. Отметим, что угол конусности Cf более 5 не рационален, так как при этом неоправданно возрастают габариты корпуса 2 и втулки 3 (особенно это проявляется при экструдировании сложнопрофильных изделий) . При Cf arctg ш возникает заклинивание сопрягаемых поверхнос-
А
5
5
0
5
тей, что ограничивает технологические возможности устройства. Наиболее рациональные углы в пределах . Вьщвигаясь из конического корпуса 2, профильные конические сектора 912размыкаются по штифтам-фиксаторам
13(относительно своих стыкующих сопряжений поверхностей) под действием пружины 14, освобождая формующий канал 4 от изделия 21.
Быстрая очистка головки позволяет исключить термодеструкцию расплава и повреждение устройства. Например, при переработке древесно-полимерных материалов на основе поливинилхлорида (ПВХ) наблюдается разложение ПВХ с выделением соляной кислоты, которая способствует повреждению поверхности формующего канала 4. Эррозия формующего канала 4 неблагоприятно сказывается на качестве получаемых изделий 21, что снижает долговечность и надежность подобных устройств.
Сборка экструзионной головки проводится в порядке обратном разборке.
Смена конфигурации (профиля) получаемого дрёвесно-полимерного изделия сводится к замене втулки 3 на втулку, состоящую ИЗ секторов соответствующей конфигурации.
21
Ю
в
14
12
Фиг.З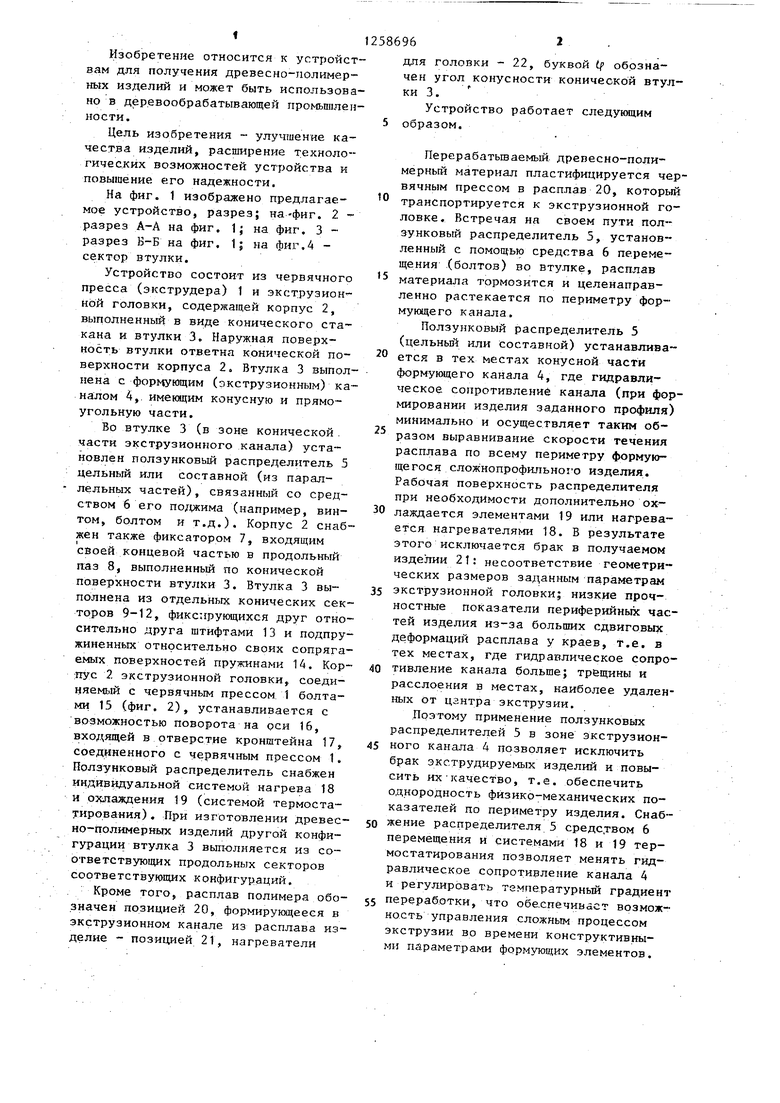
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полимерных изделий | 1985 |
|
SU1315339A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Экструзионная головка для переработки пластмасс | 1987 |
|
SU1479309A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЛОЖНОПРОФИЛЬНОЙ РЕЙКИ | 2011 |
|
RU2484960C1 |
| Экструзионная головка для изготовления извитых изделий из термопластов | 1981 |
|
SU994283A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Способ получения брикетов и устройство для его осуществления | 1987 |
|
SU1563984A1 |
Составитель Н.Дроздова Редактор Г.Волкова Техред Л.Сердюкова Корректор Т.Колб
Заказ 5075/18 Тираж 501Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
0t4e.
| Устройство для изготовления пого-НАжНыХ издЕлий из дРЕВЕСНыХ чАСТиц | 1979 |
|
SU816778A1 |
| Солесос | 1922 |
|
SU29A1 |
| Брацьпсан Е.А, Переработка пластических масс в изделия | |||
| - М., 1966, с.212. | |||
