Изобретение относится к вспомогательному оборудованию прокатного производства, в частности к транспортировке и кантовке проката на холодильнике, и может быть использовано для охлаждения пустотелых балок, имеющих в сечении прямоугольный профиль .
Цель изобретения - исключение возможности самопроизвольного нарушения заданного режима кантовки проката с прямоугольным профилем сечения.
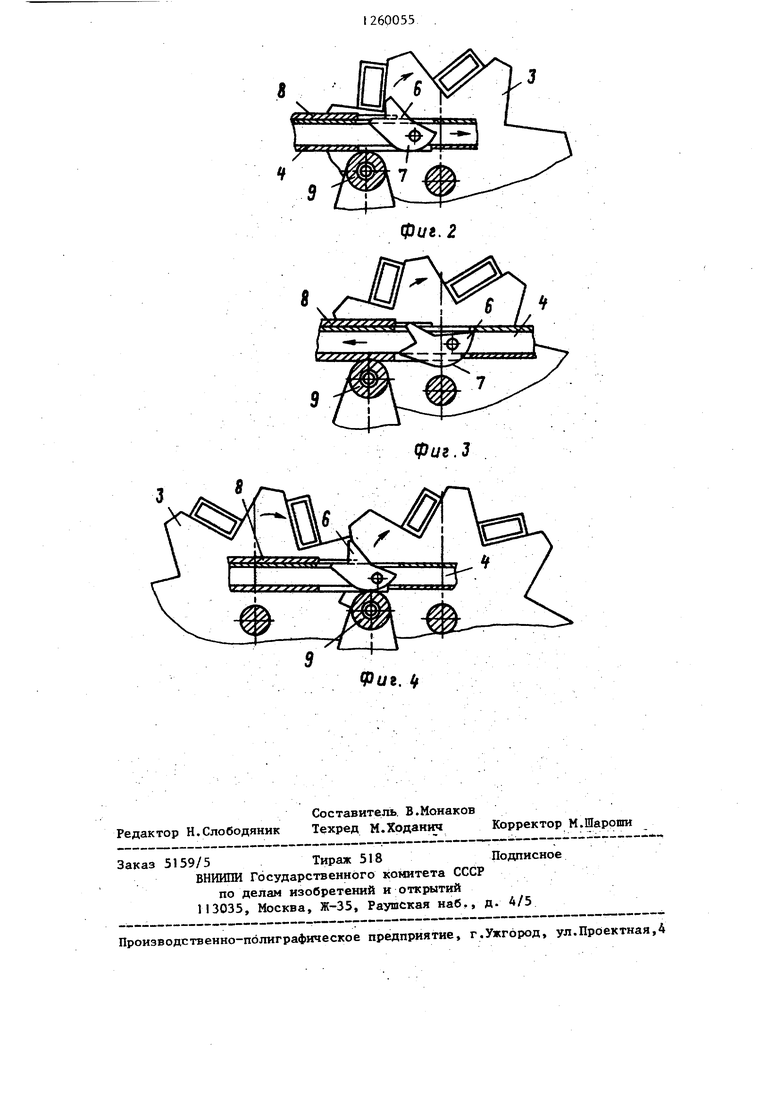
йа фиг.1 изображено устройство для для кантовки и транспортировки проката, общий ВИД} на фиг.2 - положение транспортируемого проката и механизмов устройства в момент перемещения линеек; на фиг.З - положение линеек в iMOMeHT их остановки перед на-- чалом обратного хода; на фиг,4 - положение линеек, рычагов и дисков к моменту времени, когда линейка и рычаги вернулись в исходное положение, а диски с прокатом продолжают свое движение.
Устройство для кантовки и транспортировки проката на холодильнике содержит параллельно Установленные нечетные 1 и четные 2 приводные валЫ каждый с несколькими профильными дисками 3 с четным числом взаимно перпендикулярных рабочих граней о( и Si у каждого, размещенные поперечно Валам продольно перемещаемые линей-- ки 4, установленные на линейках на шарнирах 5 за каждым нечетным валом одноплечие рычаги 6 с прямоугольным пазом на конце под прокат и с криволинейной поверхностью 7 контакта, закрепленные на линейках перед . рычагами планки 8 и опорные ролики 9 для контакта с криволинейной поверхностью рычагов.
Устройство работает следующим образом .
Исходное положение устройства показано на фиг.1. В этом положении к устройству (к нечетному валу 1 дисков З) подают очередной прокат, а ранее поданный прокат опирается на планки 8, приняв наклонное положение в сторону одноплечего рычага 6. В случае самопроизвольного падения прокат обопрется на выступающий коне одноплечего рычага 6 и ее дальнейшее падение прекратится.
Диски 3 и линейки 4 приводят в одновременное движение в направлении,
5
указанном стрелками. Бллгодлря упомянутому вьпие соотношению циклов работы дисков и линеек прокат перемещается в положение, показаггное на фиг. 2, еще до того, как рабочие грани ct , 5 четного вала 2 дисков 3 соприкоснутся с прокатом. В процессе перемещения проката его случайное падение на одноплечие рычаги приведет к незначительному повороту одноплечих рычагов в сторону падения. Как только нижние выступы .одноплечих рычагов упрутся в основание проката, поворот одноплечих рычагов прекращается и прокат прекращает свое падение. Случайное падение проката в обратном направлении исключено благодаря наклонному положению в сторону одноплечих рычагов.
На фиг.З показано положение линеек в момент их остановки перед началом обратного хода. К этому моменту диски 3 совершили около 25% своего рабочего хода и продолжают движение. Од
ноплечие рычаги, выйдя из соприкосновения с прокатом, под действием силы тяжести возвращаются в нейтральное положение и удерживаются в этом положении, опираясь задними выступами на
0 линейки 4. Далее линейки начинают обратный ход. Время полного цикла работы привода линеек 4 (один двойной . ход) составляет 40-50% от времени, затрачиваемого на поворот дисков 3
5 на . Далее линейки, рычаги и диски 3 принимают положение как на фиг. фиг.4 к моменту времени когда линейки и рычаги вернутся в исходное по0
ложение, а диски с прокатом, пройдя приблизительно половину рабочего хода, продолжают свое движение.
После заверщения движения дисков все элементы устройства приходят в исходное положение, показанное на фиг. 1 ,
Предложенное устройство для транспортировки и кантовки проката на холодильнике по сравнению с действуюЩими позволяет при транспортировке
и кантовке проката с прямоугольным профилем сечения предотвратить
возможность его самопроизвольного
падения с узкой грани на широкую,
обеспечивая надежное поддержание режима всестороннего равномерного охлаждения его граней, снижая остаточную кривизну.
Фиг. 2
Фиг.З
Фиг. tf
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортировки и кантовки проката, преимущественно, на холодильнике | 1972 |
|
SU503389A1 |
| Клиновой кантователь прямоугольных заготовок на стеллаже | 1983 |
|
SU1127655A1 |
| Кривошипно-шатунный механизм | 1980 |
|
SU998807A1 |
| Холодильник для проката | 1974 |
|
SU470325A1 |
| Устройство для съема с рольганга и поперечной передачи длинномерных изделий | 1975 |
|
SU568488A1 |
| Устройство для выравнивания стопы проката на холодильнике | 1974 |
|
SU511124A1 |
| Кантователь сортового проката | 1983 |
|
SU1125076A1 |
| Кантователь прямоугольного проката | 1980 |
|
SU933152A1 |
| Каретка плосковязальной машины | 1985 |
|
SU1320287A1 |
| Манипулятор с кантователем обжимного прокатного стана | 1982 |
|
SU1217517A1 |

| ОПРЕДЕЛИТЕЛЬ НОМЕРА ВЫЗЫВАЮЩЕГО АБОНЕНТА | 1995 |
|
RU2092976C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ДИНАМОМЕТР ДЛЯ ИЗМЕРЕНИЯ УСИЛИЙ В КАНАТАХ^-:U | 0 |
|
SU160878A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для транспортировки и кантовки проката, преимущественно, на холодильнике | 1972 |
|
SU503389A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
