(У
Ч1
т
Ф млллЛлллу уЯ
ю
Од
т
&
Л
со
т
/
fpuz.;
Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано при изготовлении гнутых деталей одновременно из двух лент.
Целью изобретения является расширение технологи1 еских возможностей штампа путем совме111,ения операций.
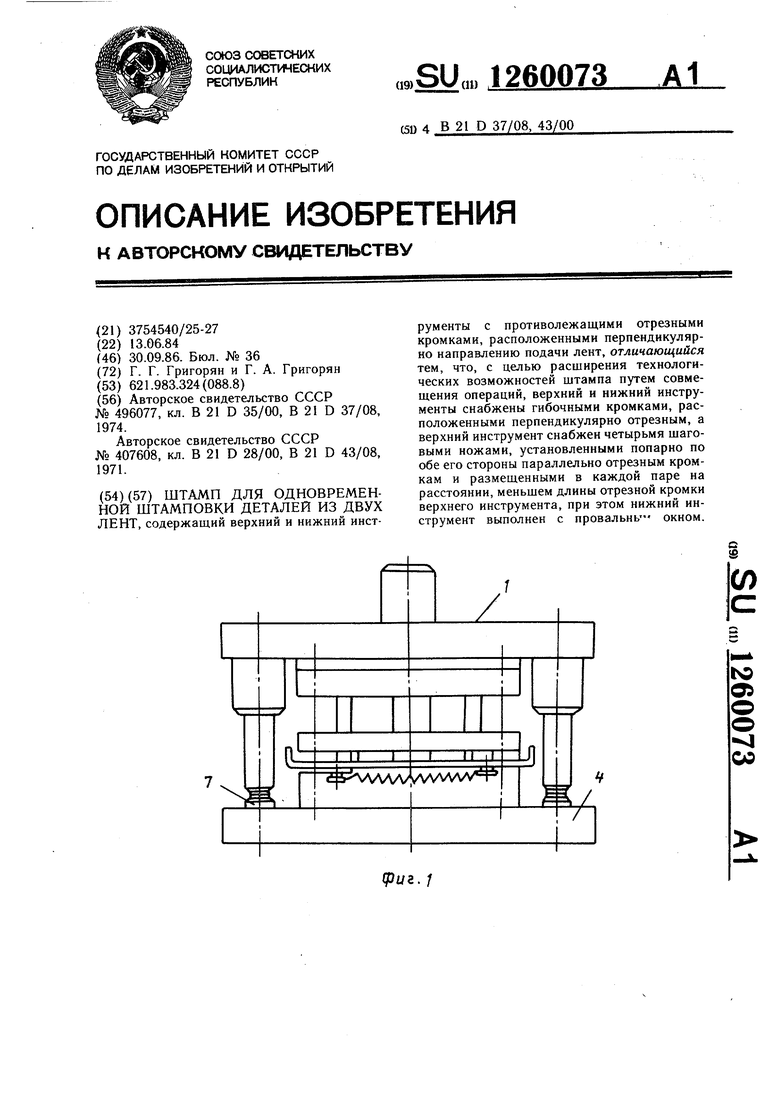
На фиг.1 схематически изображен штамп, обш,ий вид; на фиг.2 - нижняя часть штампа, вид в плане; на фиг.З - сечение А-А на фиг.2; на фиг.4 - сечение Б-Б на фиг.2.
Штамп предназначен для изготовления деталей совмеш.енной отрезкой и гибкой одновременно из двух лент и содержит верхнюю плиту 1, нижний инструмент в виде матрицы 2 для отрезки и гибки, верхний инструмент в виде двустороннего пуансона 3, з;акрепленный на верхней плите 1. Матрица 2 установлена на нижней плите 4, несущей также направляющие 5 лент, установленные попарно с двух сторон матрицы 2. На верхней плите 1 закреплены также шаговые ножи 6, попарно установленные по разные стороны от пуансона 3. Верхние и нижние 4 плиты соединены направляющими
o
колонками 7. Пуансон 3 имеет гибочные 8 и отрезные 9 кромки. Матрица 2 и плита 4 имеют окна 10 и 11 соответственно для удаления готовой детали. Шаговые ножи б размещены параллельно отрезным 9 кромкам на расстоянии, меньшем длины отрезной кромки верхнего инструмента.
Штамп работает следующим образом.
Ленты (не показаны) подаются в штамп с двух сторон в направляющих 5. При движении верхней плиты 1 вниз шаговые ножи 6 осуществляют предварительную вырезку лент, оставляя перемычку меньше длины отрезной кромки пуансона 3 и равную расстоя- между шаговыми ножами 6. В то же время отрезные кромки 8 пуансона 3 разрезают перемычку, образованную шаговыми ножами 6, а гибочные кромки 9 отгибают края детали 12 вверх. Деталь 12 через окна 10 и li пуансоном 3 проталкивается вниз. За один ход пресса получаются две детали.
Штамп позволяет повысить производительность штамповки, снижается расход металла на изготовление детали и повышается точность деталей за счет совмещения операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОТРЕЗКИ И ГИБКИ | 1993 |
|
RU2086334C1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1993 |
|
RU2089315C1 |
| Штамп для отрезки и гибки | 1983 |
|
SU1133003A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для последовательной штамповки | 1980 |
|
SU965559A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
фиг. 2
5-5
Фиг.З
фиг. fy
| Универсальный штамп для гибки и обрезки | 1974 |
|
SU496077A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ОДНОВРЕМЕННОЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ДВУХ ЛЕНТ | 0 |
|
SU407608A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
