(54) УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1986 |
|
SU1382544A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп последовательно совмещенного действия | 1991 |
|
SU1794550A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Штамп последовательного действия | 1990 |
|
SU1785470A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
1
Изобретение относится к обработке металлов давлением, в частности к устройствам для последовательной штамповки и может быть использовано при изготовлении радиодеталей.
Известен штамп для последовательной 5 штамповки деталей с отогнутыми элементами, включаюш,ий в себя верхнюю плиту, на которой установлены отрезной и гибочный пуансоны, и нижнюю плиту, на которой установлены отрезная и гибочная ма- ,Q трицы 1.
Недостатком данного штампа является то, что на нем нельзя изготавливать мелкие детали с отогнутыми элементами, так как небольшие габариты деталей не дают возможности разместить на верхней плите 15 рядом гибочный и отрезной пуансоны.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для последовательной штамповки из листового материа- д ла деталей типа ножей контактных пар радиодеталей с отогнутыми элементами, содержаш,ее плиту, в. пазу которой перпендикулярно плоскости подачи материала установлен подвижный отрезной пуансон.
и нижнюю плиту, в которой под отрезным пуансоном установлена отрезная матрица и за ней по ходу подачи материала подвижно установлен гибочный пуансон 2.
Недостатком данного устройства является отсутствие в нем инструмента для выглаживания контактируюш,ей поверхности ножа контактной пары, что влечет за собой необходимость дополнительной операции, которая в силу малых габаритов детали является довольно трудоемкой и не обеспечивает высокого качества в связи с необходимостью базирования детали в новом приспособлении, вызывающего дополнительные погрешности.
Цель изобретения - повышение производительности процесса изготовления и улучшение качества контактирующей поверхности детаЛей.
Цель достигается тем, что в устройстве для последовательной штамповки из листового материала деталей типа ножей контактных пар радиодеталей с отогнутымиэлементами,содержащем плиту, в пазу которой перпендикулярно плоскости подачи материала установлен подвижный отрезной пуансон и нижнюю
плиту, в которой под отрезным пуансоном установлена отрезная матрица и за ней по ходу подачи материала подвижно установлен гибочный пуансон, в плитах выполнен общий паз, расположенный между гибочным и отрезным пуансонами по обе стороны от плоскости подачи материала, а устройство снабжено инструментом для выглаживания поверхности детали, установленным в пазу с возможностью перемещения перпендикулярно оси подачи материала.
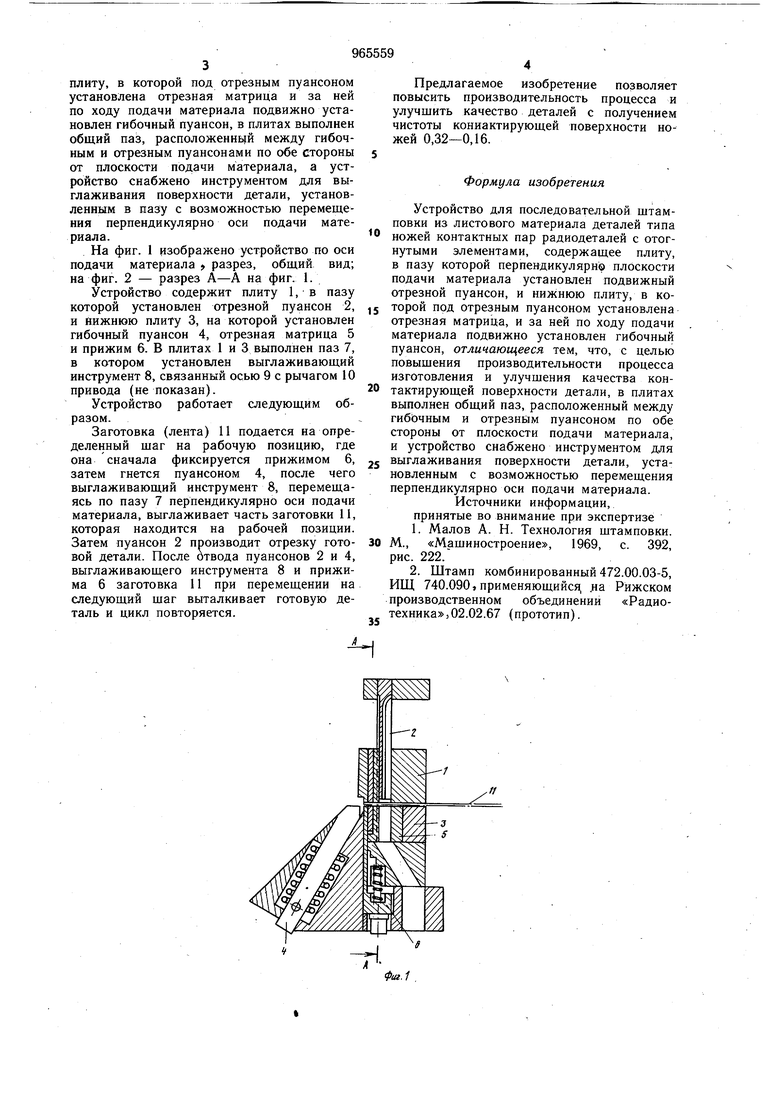
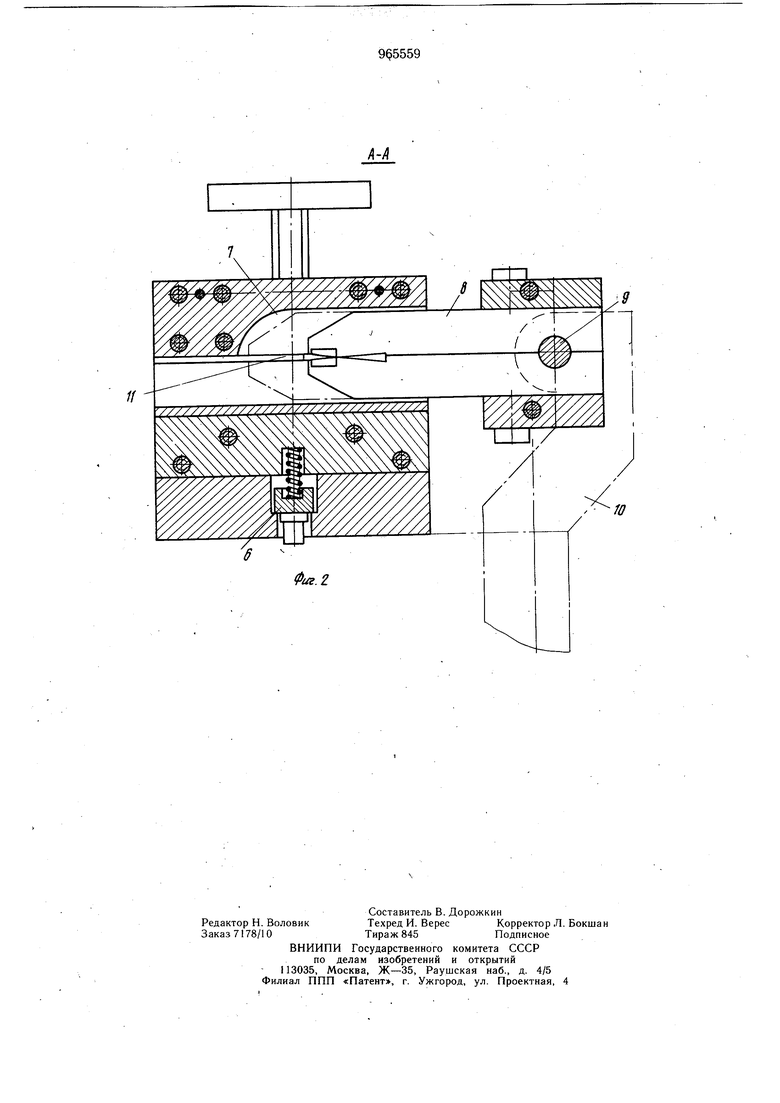
На фиг. 1 изображено устройство по оси подачи материала разрез, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит плиту 1, в пазу которой установлен отрезной пуансон 2, и нижнюю плиту 3, на которой установлен гибочный пуансон 4, отрезная матрица 5 и прижим 6. В плитах 1 и 3 выполнен паз 7, в котором установлен выглаживающий инструмент 8, связанный осью 9 с рычагом 10 привода (не показан).
Устройство работает следующим образом.
Заготовка (лента) 11 подается на определенный щаг на рабочую позицию, где она сначала фиксируется прижимом 6, затем гнется пуансоном 4, после чего выглаживающий инструмент 8, перемещаясь по пазу 7 перпендикулярно оси подачи материала, выглаживает часть заготовки 11, которая находится на рабочей позиции. Затем пуансон 2 производит отрезку готовой детали. После отвода пуансонов 2 и 4, выглаживающего инструмента 8 и прижима 6 заготовка 11 при перемещении на следующий щаг выталкивает готовую деталь и цикл повторяется.
Предлагаемое изобретение позволяет повысить производительность процесса и улучшить качество деталей с получением чистоты кониактирующей поверхности ножей 0,32-0,16.
Формула изобретения
Устройство для последовательной штамповки из листового материала деталей типа ножей контактных пар радиодеталей с отогнутыми элементами, содержащее плиту, в пазу которой перпендикулярнф плоскости подачи материала установлен подвижный отрезной пуансон, и нижнюю плиту, в которой под отрезным пуансоном установлена отрезная матрица, и за ней по ходу подачи материала подвижно установлен гибочный пуансон, отличающееся тем, что, с целью повышения производительности процесса изготовления и улучшения качества контактирующей поверхности детали, в плитах выполнен общий паз, расположенный между гибЬчным и отрезным пуансоном по обе стороны от плоскости подачи материала, и устройство снабжено инструментом для
выглаживания поверхности детали, установленным с возможностью перемещения перпендикулярно оси подачи материала.
Источники информации, принятые во внимание при экспертизе
рис. 222.
If
