1Й
Изобретение относится к обработке металла и сборки давлением, в частности к устройствам для пробивки отверстий и сборки деталей запрессовкой типа корпусов, обечаек, баков из листового материала.
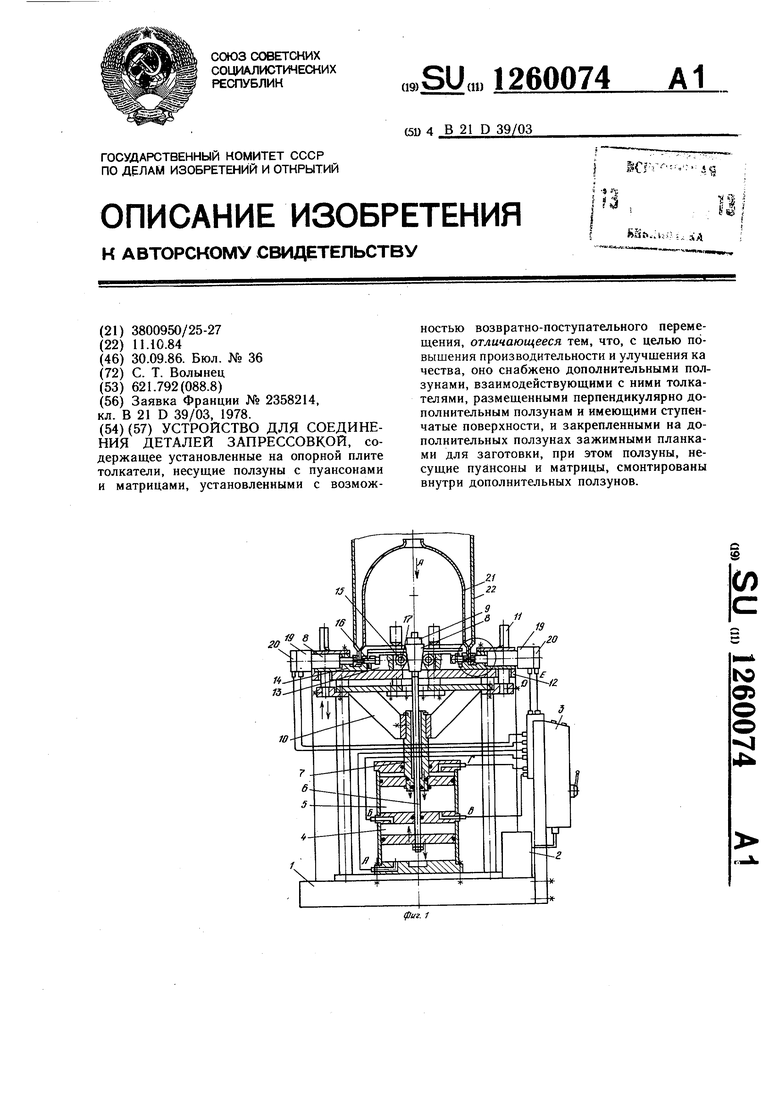
Целью изобретения является повышение производительности и качества.
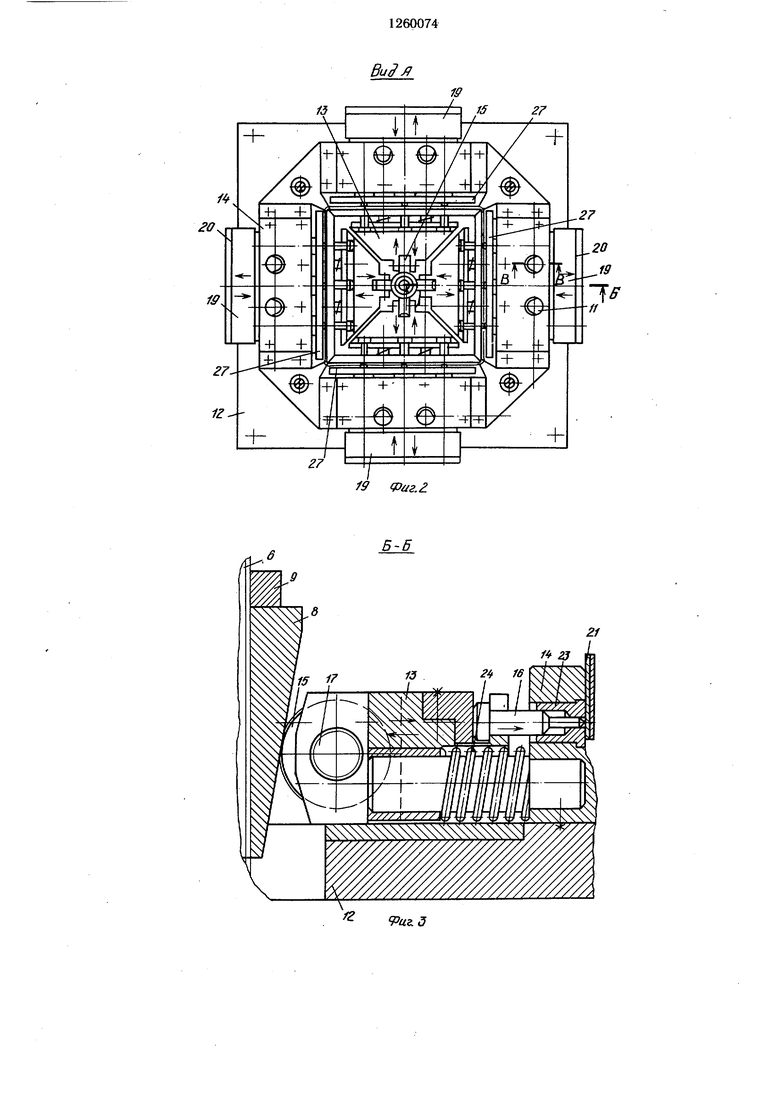
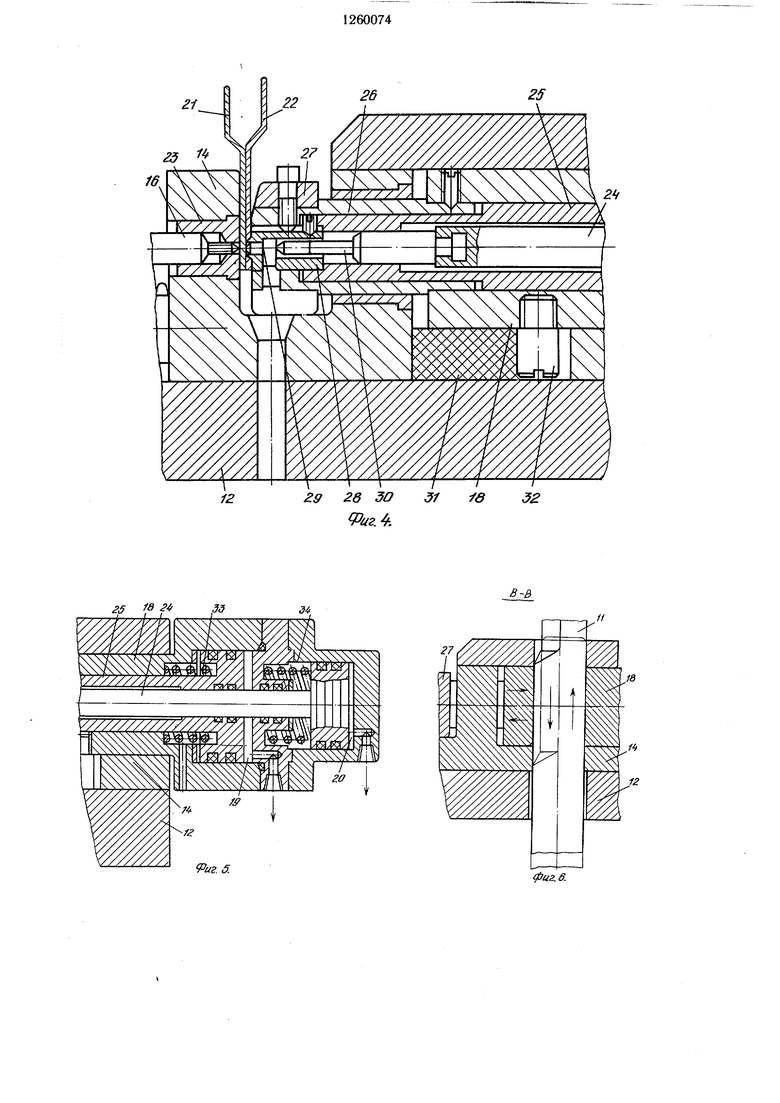
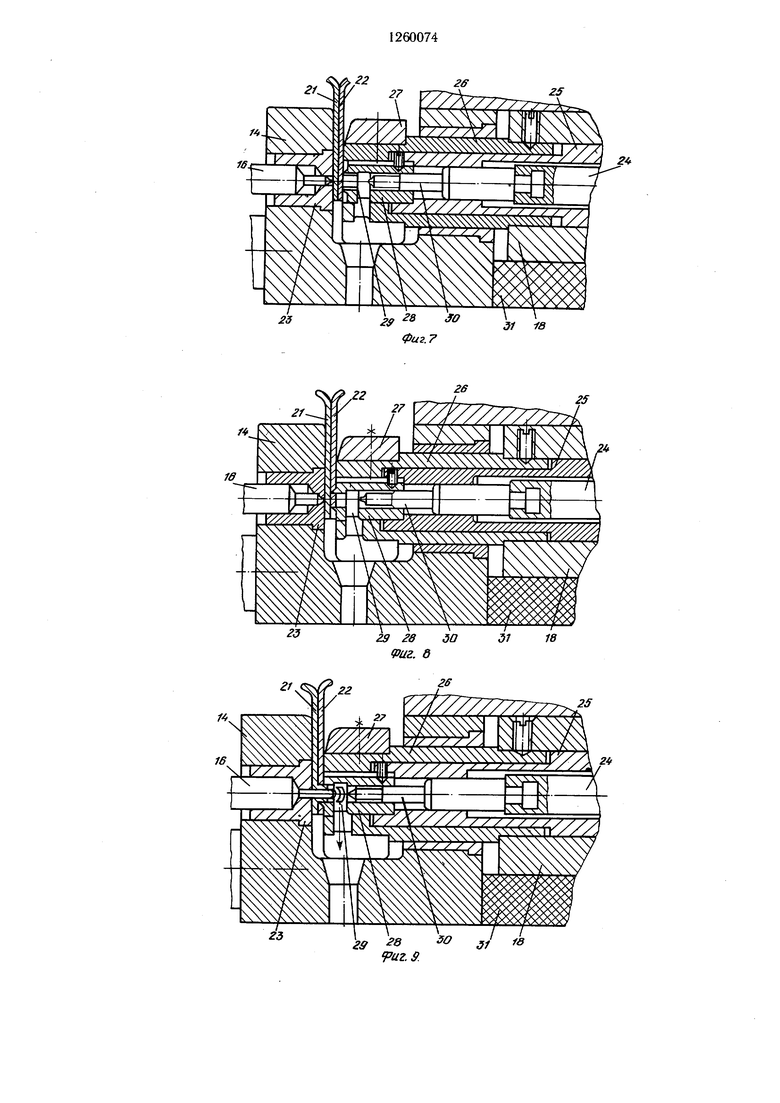
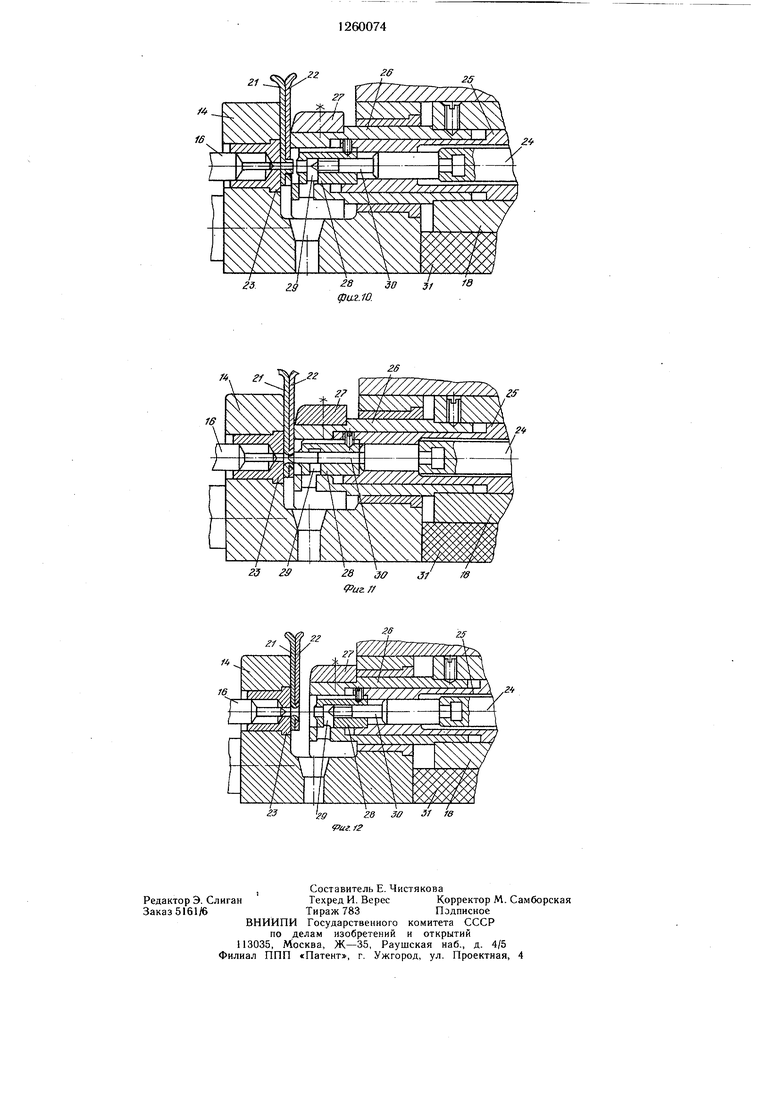
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3- 5 - сечение Б-Б на фиг. 2; на фиг. 6 - сечение В-В на фиг. 2; на фиг. 7 - первый этап технологической последовательности - сжатие заготовок; на фиг. 8 - бторой этап - пробивка отверстия в одной заготовке; на фиг. 9 - третий этап - пробивка отверстия с вытяжкой в другой заготовке; на фиг. 10 - четвертый этап - отвод в крайнее заднее положение пробивных пуансонов; на фиг. 11 - пятый этап - запрессовка заготовок пуансоном; на фиг. 12 - шестой этап - инструмент в исходном положении, заготовки отжаты.
Устройство содержит смонтированные на основании 1 силовой привод 2, пульт управления 3, силовые цилиндры 4 и 5 со штоками б и 7. На штоке 6 закреплен конус 8 с гайкой 9, на штоке 7 установлена рама 10 с толкателями 11. На опорной плите 12 под- вижно установлены ползуны 13 и неподвижно установлены корпусы 14, в ползунах
13вмонтированы ролики 15 и закреплены пробивные пуансоны 16, ролики 15 установлены на осях 17. В корпусах 14 подвижно установлены силовые ползуны 18 с силовыми цилиндрами 19 и 20, кроме того, в корпусах
14устанавливаются заготовки деталей 21 и 22 и втулки 23, а ползуны 13 постоянно отжимаются пружинами. В силовых цилиндрах 19 и 20 установлены штоки 24 и 25, а в силовом ползуне 18 - направляющие втулки 26, за которые крепится прижимная планка 27. В штоке 25 закреплены пробивные пуансоны-матрицы 28 с пазами 29, а на штоках 24 устанавливаются пуансоны 30. В крайнее заднее положение силовые ползуны возвращают амортизаторы 31 и упоры 32,
а штоки 24 и 25 - пружины 33 и 34.
Устройство работает следующим образом.
В исходном положении шток 7 силового цилиндра 5 находится в крайнем нижнем положении, при этом рама 10 с толкателями II уходит вниз и ползуны 18 амортизаторами 31 отводятся в крайнее заднее положение, а шток 6 силового цилиндра 4 с конусом 8 и гайкой 9 находятся в крайнем верхнем положении, при этом ползуны 13 с роликами 15, пуансонами 16 от-жимаются пружинами ползунов 13 к оси штока 6. В корпусы 14 между прижимными планками 27 устанавливаются заготовки деталей 21 и 22. С пульта управления 3 подается давление в силовой цилиндр 5, и рама 10 толкателями II и подвижными силовыми ползунами 18 досылает прижимные планки 27 к заготовке деталей 22, обе заготовки зажимаются. После этого в полость цилиндров 19 подается давление от привода 2 через пульт управления 3 и шток 25 досылает пуансон-матрицу 28 вперед и пробивает заготовку деталей 22 (фиг. 8), затем в полость силового цилиндра 4 подается давление и шток 6 с конусом 8 опускаются в крайнее нижнее положение, при этом через ролик 15 ползун 13 подает вперед пуансоны 16, которые пробивают отверстия с буртиком в заготовке деталей 21 и выталкивают отход в паз 29. После этого этапа штоки 25 с пуансонами-матрицами 28, а также пуансонами 16 отводятся в крайнее заднее положение, затем подается давление в силовой цилиндр 20, и шток 24 досылает пуансон 30 вперед, последний опрессовывает заготовку деталей 22, после чего отводятся в крайнее заднее положение. Затем подается давление в силовой цилиндр 5, и шток 7 с рамой 10 и толкателями 11 выводят силовыми ползунами 18 посредством амортизаторов 31 в крайнее заднее положение прижимные планки 27. После этого снимаются две заготовки деталей 21 и 22 с пробитыми и опрерсован- ными отверстиями. Устройство снова находится в исходном положении.
Кроме многопозиционного стенда, можно изготовить по такой же схеме одиночный вариант.
Предлагаемое устройство обеспечивает повышение производительности труда на 56% путем сокращения межоперационных переходов и последовательности технологического цикла, которые автоматизированы.
f9 Фа г. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Клепальный станок | 1975 |
|
SU526432A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИИЗ ПРОВОЛОЧНОГО и ЛЕНТОЧНОГО МАТЕРИАЛОВИ ИХ СКРЕПЛЕНИЯ МЕЖДУ СОБОЙВ П Т 5 | 1971 |
|
SU422565A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Способ поперечной гибки профилированного или продольно-гофрированного листового металла и устройство для его осуществления | 1981 |
|
SU1207390A3 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автомат для сборки коробок | 1990 |
|
SU1735047A1 |
| Установка для обработки ленточного материала | 1987 |
|
SU1530306A1 |
| АВТОМАТ ДЛЯ ГИБКИ ЛИСТОВЫХ ЗАГОТОВОК | 1970 |
|
SU263554A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
Б-Б
2i
29 28 30 31 д2 аг. 4
2S S
9иг.5.
27
фиг. в.
2i,
23
SI i8
/
/27
/
29
риг.9.
Z1
.
гг
zs
;
25
У/у77777777 :
1в
.
г
fe
г,
W гг /
г7
Л Cx jalm| / y/j:i 22}iA
//////T/A
т,
ЙГ
Y Л | / y/j:i 22}iA
//////T/A
,-
гб Л7 t8
jСоставитель E. Чистякова
Редактор Э. СлиганТехред И. ВересКорректор М. Самборская
Заказ 5161/6Тираж 783Подписное
ВНИЙПИ Государственного комитета СССР
по делам изобретений н открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| УСТРОЙСТВО ДЛЯ РАСПЫЛЕНИЯ ЖИДКОГО ПРОДУКТА В ВАКУУМ-СУБЛИМАЦИОННОЙ СУШИЛКЕ | 2007 |
|
RU2358214C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
