Изобретение относится к порошковой металлургии, в частности к способам изготовления изделий из металлических порошков , преимущественно из композиций с легкоплавким металлом.
Цель изобретения - повьшение качества Изделий,
Сущность способа поясняется следующим примером.
Пример. Исходный порошок цинка (40%) и меди (60%) подвергают смешиванию. Цинк является легкоплавкой составляющей. Полученную шихту прессуют в заготовку при давлении 40 кг/мм с размерами 20x65x100 мм. Затем заготовку помещают в штамп, нагретый до 700 С и продуваемьй инертным газом (аргоном для защиты от окисления) и закрывают смыкани ем части штампа до касания заготовки. После достижения на заготовке температуры плавления цинкового порошка (419°С) начинают деформирование. Тепературу нагрева в штампе контролируют термопарой типа хромель-алюмел встроенной в поверхность штампа, контактирующую с заготовкой. Деформирование в изотермических условиях осуществляют на прессе 250 тс со скростью 1-2 мм/с при давлении на загтовку 5-6 кгс/мм,
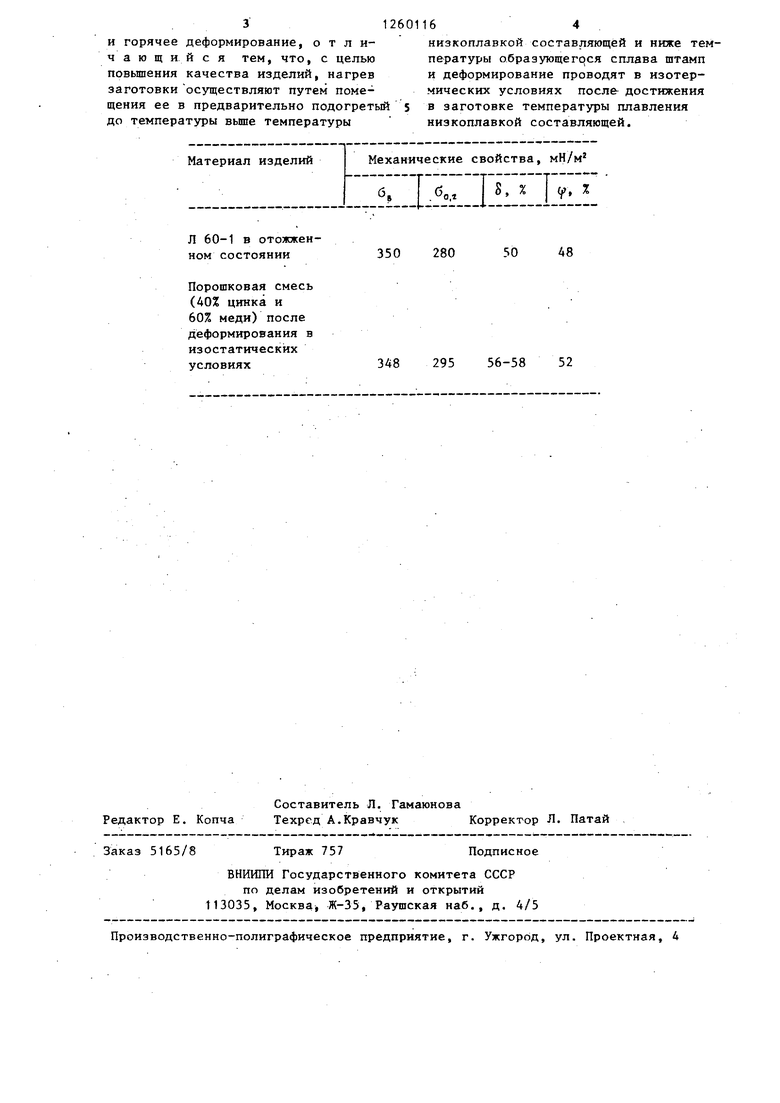
Сведения о свойствах полученных изделий из указанного состава представлены в таблице.
В результате проведения указанны технологических операций получают изделие на основе медного сплава, соответствующего латуни Л 60, с пло,т ностью, равной теоретической.
Механические свойства соответствют монолитному кованному металлу, но параметры удлинения и сужения вьш1е.
Предлагаемый способ позволяет получать изделия со 100%-й плотностью путем деформационного распространения юодкой фазы на весь объем порошковой заготовки, при этом совмещается процесс получения нужного профиля и образование требуемого сплава.
Предлагаемый способ может быть использован при изготовлении издели из композиций на основе тугоплавких металлов, например, вольфрама или молибдена с железом, никелем, медью
Для этих смесей порошков параметры резкима изотермического деформирования зависят от термодинамически характеристик составляющих: температуры плавления, энергии активации, коэффициента диффузии.
Предлагаемый способ позволяет исключить неполноту взаимодействия твердой и жидкой фаз вследствие частичного отсутствия жидкой фазы (температурное поле в объеме порошковой заготовки в известном способе неравномерно) .
Поскольку в предлагаемом способе
деформирующий инструмент нагрет до температуры вьш1е температуры низкоплавкой составляющей порошковой смеси, то обеспечиваются изотермические условия горячего деформирования. Жидкая фаза в этих условиях поддерживается во всем объеме заготовки. Изотермическое условия позволяют вести деформирование с малыми скоростями, а также с вьщержкой под
давлением. Все это обеспечивает получение изделий из металлических порошков с высоким ypoBHisM механических свойств, так как время диффузионного взаимодействия фаз может
быть большим. Изотермические условия горячего деформирования обеспечивают более высокую точность получаемых изделий, так как не требуется применять большие припуски и уклон,
чтобы получить качественную сердцевину обрабатываемой заготовки.
В качестве материала инструмента для горячего изотермического деформирования используют жаропрочные
сплавы на основе никеля типа ЭП-109, ЖСбУ, ЖСбФ, на основе молибдена ВМ 1, ВМ 3.
Изобретение обеспечивает получение изделий, например из порошковой
композиции медь-цинк, с характеристиками пластичности на 10% выше, чем у монолитного сплава.
Формула изобретения
50
Способ изготовления изделий из металлических порошков, преимущественно из композиций с низкоплавким металлом, включающий смешивание ком- 55 понентов шихты, содержащей низкоплавкую составляющую, прессование заготовки, ее нагрев до температуры плавления низкоплавкой составляющей
и горячее деформирование, отличающийся тем, что, с целью повьшения качества изделий, нагрев заготовки осуществляют путем помещения ее в предварительно подогретый до температуры вьше температуры
Л 60-1 в отожженном состоянии
Порошковая смесь (40% цинка и 60% меди) после деформирования в изостатическйх условиях
Редактор Е. Копча
Составитель Л. Гамаюнова
Техред А.Кравчук Корректор Л. Патай
Заказ 5165/8
Тираж 757
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
низкоплавкой составляющей и ниже температуры образующегося сплава штамп и деформирование проводят в изотермических условиях после достижения в заготовке температуры плавления низкоплавкой составляющей.
350
280
50
48
348
295
56-58
52
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ АНТИФРИКЦИОННЫХ БЕСПОРИСТЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЖЕЛЕЗА | 2000 |
|
RU2199601C2 |
| Способ изготовления керамики из нитрида кремния с легкоплавкой спекающей добавкой алюмината кальция | 2019 |
|
RU2734682C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ | 1990 |
|
RU1785144C |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2010 |
|
RU2487780C2 |
| Способ получения биметаллической полосы с антифрикционным порошковым покрытием на основе меди для подшипников скольжения | 2019 |
|
RU2705486C1 |
| Способ получения спеченных изделий | 1986 |
|
SU1366293A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕРРИТОВЫХ ИЗДЕЛИЙ ПУТЕМ РАДИАЦИОННО-ТЕРМИЧЕСКОГО СПЕКАНИЯ | 2013 |
|
RU2536022C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРИРОВАННЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158658C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧИМ ПРЕССОВАНИЕМ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ НИТРИДА КРЕМНИЯ | 2010 |
|
RU2443659C1 |
Изобретение относится к области порошковой металлургии, в частности к способам изготовления изделий из металлических порошков, преимущественно из композиций с легкоплавким металлом. Целью изобретения является повьшение качества изделий. Исходный порошок цинка (40%) и меди (60%) подвергают смешиванию, полученную шихту прессуют в заготовку при давлении 40 кгс/мм с размерами 20х хбЗхШО мм. Заготовку помещают в штамп, нагретый до 700 С и продуваемый инертным газом, закрывают смыканием части штампа до касания заготовки. После достижения на заготовке температуры плавления цинкового порошка (Д19 с) начинают деформирование в изотермических условиях со скоростью 1-2 мм/с при давлении 5-6 кгс/мм. Жидкая фаза в указанных условиях поддерживается во всем объеме заготовки, что обеспечивает получение изделий с высоким уровнем механических свойств, достаточной .точности при исключении необходимости применения припусков на обработку. 1 табл. (Л с
| Производство конструкционньпс деталей сложной формы из порошковьгх материалов на основе железа методом динамического горячего прессования | |||
| Технология обработки давлением | |||
| Обзор НИИмаш, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РЖ Технология машиностроения, 1973, № 11, реф | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
