Изобретение относится к контактной точечной сварке и может быть использовано в отраслях промышленности, где требуется проводить контактную точечную сварку протяженных швов.
Цель изобретения - снижение динамических погрешностей, времени позиционирования и энергонагрузки.
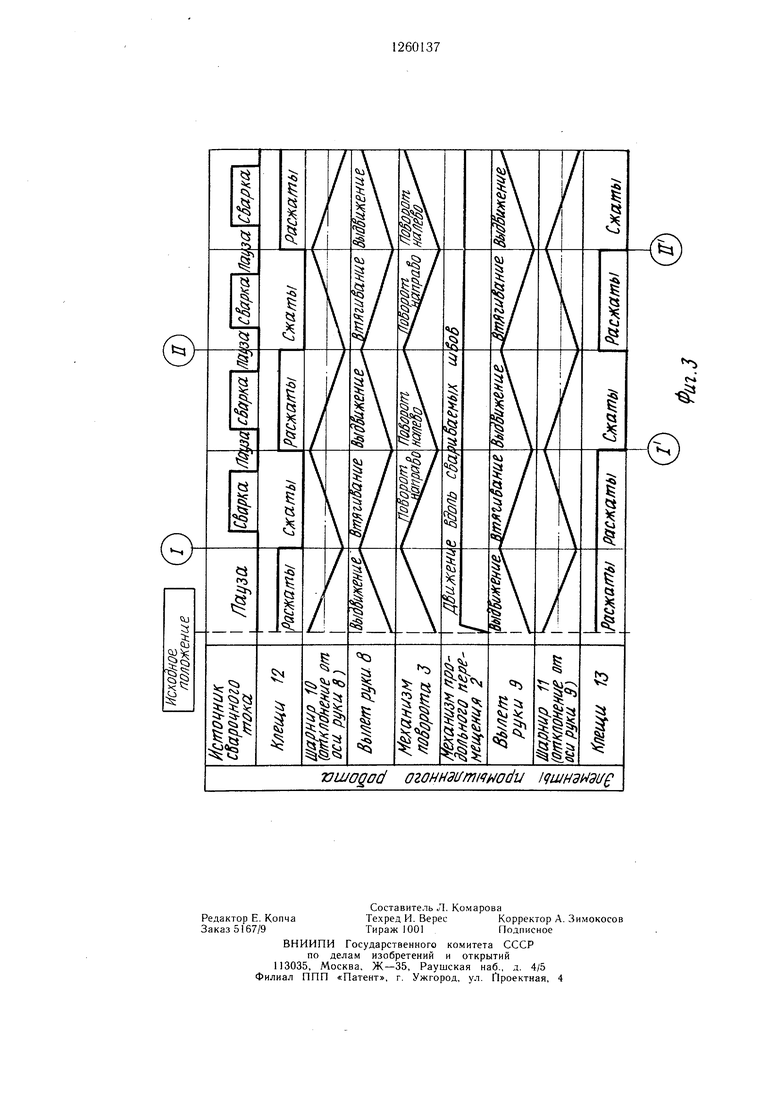
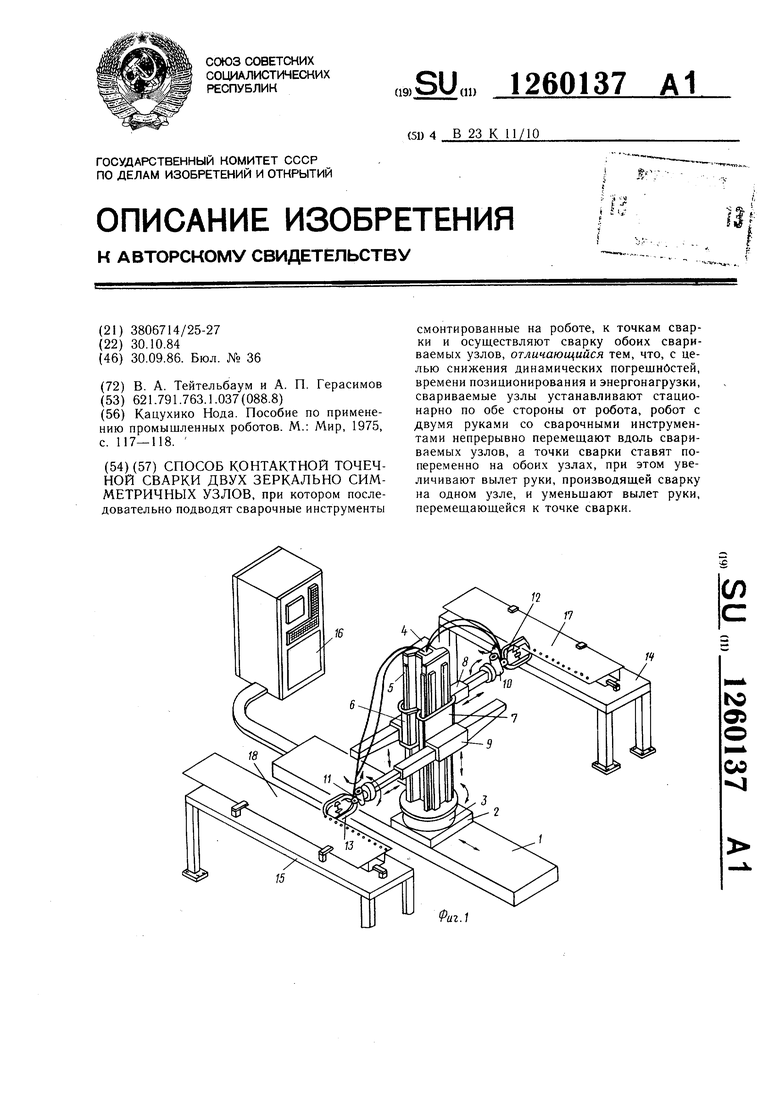
На фиг. 1 изображен роботизированный комплекс для контактной точечной сварки, с помощью которого осуществляется способ; на фиг. 2 - технологическая схема работы промыщленного робота; на фиг. 3 - линейная циклограмма работы промышленного робота.
Робот содержит основание 1, механизм 2 продольного перемещения с установленным на нем механизмом 3 поворота со стойкой 4, на которой смонтированы направляющие 5 для механизмов 6 и 7 независимого вертикального перемещения телескопических рук 8 и 9, на которых закреплены двухстепенные приводные шарниры 10 и 11 со сварочными клещами 12 и 13, кондукторы 14 и 15 и систему 16 управления.
Способ осуществляют следующим образом.
Два зеркально симметричных узла 17 и 18 с продольными швами располагают симметрично относительно линии движения промыщленного робота. Последний находится в исходном положении вне зоны сварки. Руки 8 и 9 втянуты и находятся на уровне свариваемых щвов.
По сигналу системы 16 управления промышленный роботот начинает непрерывное
движение из исходного положения вдоль свариваемых узлов. При подходе к первой точке сварки А механизм 3 поворота поворачивает колонну 4 и одновременно выдвигаются руки 8 и 9. Шарнир 10 поворачивает клещи 12 так, что они останавливаются в точке А узла 17 перпендикулярно к линии шва АВ и сжимаются. Кинематическая цепь: основание 1 - манипулятор - рука 8 - свариваемый узел 17 - кондуктор 14 - основание 1 замыкается, и начинается сварка в точке А свариваемого узла 17. В это время промышленный робот продолжает двигаться. При достижении им положения О| на линии движения OiOs руки 8 и 9 втягиваются, шарнир 11 поворачивает клещи 13 так, что они останавливаются в точке С узла 18 перпендикулярно к линии шва CD. По сигналу системы 16 управления одновременно происходит размыкание клещей 12, сварка в точке А узла 17 заканчивается, а клещи 13 сжимаются. Кинематическая цепь: основание 1 - рука 9 - свариваемый узел 18 - кондуктор 15 - осно вание 1 замыкается, и начинается сварка в точке С узла 18. В это время промышленный робот продолжает непрерывное движение в направлении точки В. Руки 8 и 9 выдвигаются, шарнир 10 поворачивает клещи 12 перпендикулярно к линии АВ на узле 17 и т. д.
При сварке последующих точек на узлах 17 и 18 происходит ко.мплекс движений, аналогичных описанному для точек А и С.
При контактной сварке двух зеркально симметричных узлов предлагаемым способом снижаются динамические погрешности, время позиционирования и энергонагрузка.
0
5
0
Vu.z.2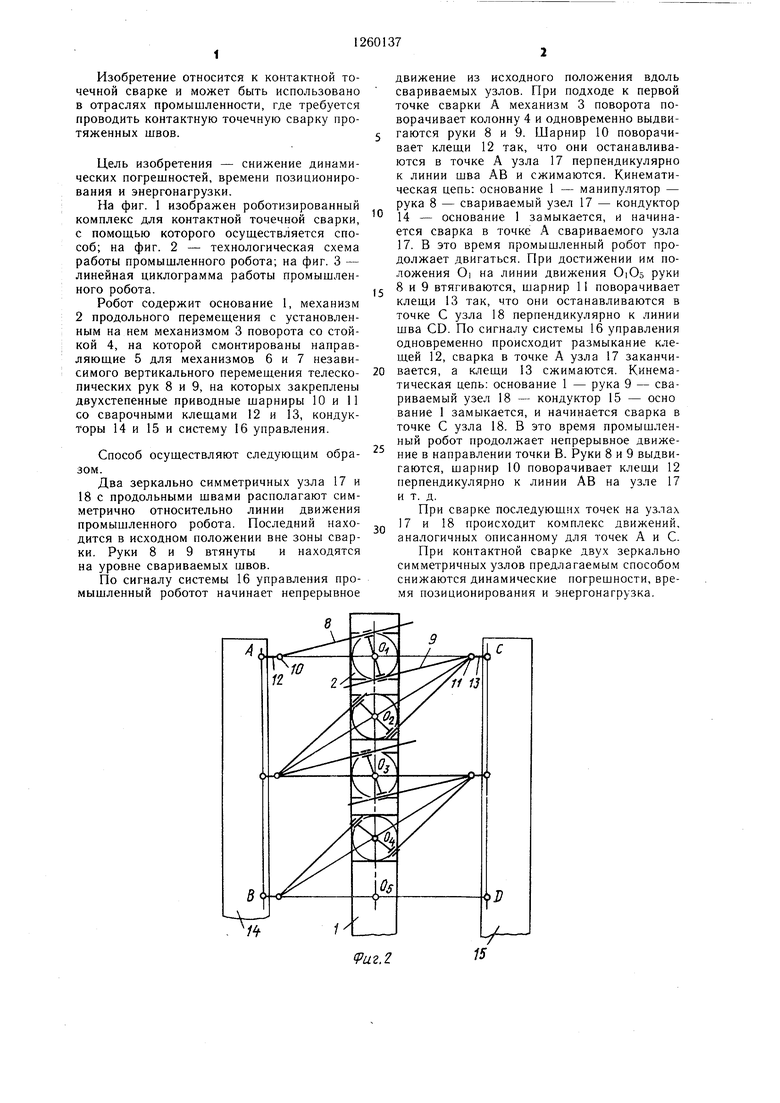
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1998 |
|
RU2138376C1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| Автоматизированный участок для контактной точечной сварки | 1979 |
|
SU863281A1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2304498C2 |
| Способ наведения сварочного инструмента на шов при контактной точечной сварке промышленным роботом | 1987 |
|
SU1505714A2 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2001 |
|
RU2215626C2 |
| Автоматизированная линия сборки и контактной точечной сварки изделий | 1987 |
|
SU1532239A1 |
| Сварочные клещи для контактной точечной сварки | 1985 |
|
SU1291333A1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2008 |
|
RU2399468C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| Кацухико Нода | |||
| Пособие по применению промышленных роботов | |||
| М.: Мир, 1975, с | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
