Изобретение относится к микросварке и может быть использовано в приборостроении для приварки преимущественно многожильных изолированных проводников с малогабаритными кольцами.
Цель изобретения - повышение качества сварки и удобства в работе оператора за счет более точного расположения проводника вдоль паза электрода и упрощения конструкции.
На фиг. 1 изображено устройство для контактной микросварки вкрест изолированного проводника с неизолированным в положении сварки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - токоподводя- щее гнездо в момент установки и ориентации кольца в нем и сварочный электрод с прижимом и установленным проводником в исходном положении.
Устройство для контактной микросварки вкрест изолированного проводника 1 с неизолированным изделием 2 содержит установленную на щарнире 3 поворотную консоль 4, на конце которой жестко смонтировано токоподводящее гнездо 5 для установки в нем изделия 2. В верхней части токоподводящего гнезда 5 установлен фиксатор 6, выполненный в виде двуплечего рычага с выступом- 7 на конце с возможностью поворота вокруг оси, перпендикулярной оси привариваемого изолированного проводника 1. В средней части токоподводящее гнездо 5 снабжено прижимами для зажатия изделия 2, выполненными в виде двух поворотных Г-образных рычагов 8, взаимодействующих одними концами друг с другом через пружину 9 сжатия, а другими концами с изделием 2. Усилие прижатия изделия 2 рычага 8 к гнезду 5 регулируется сжатием пружины 9. Сварочное усилие сжатия регулируется натяжением пружины 10 с помощью винта 11. Положение токоподводящего гнезда 5 определяется подвижной опорой 12.
Сварочный электрод 13 расположен рабочим пазом 14 кверху, в который входит оголенная часть многожильного изолированного проводника 1. Это создает удобство установки и наблюдения оператором правильности расположения оголенного участка проводника 1 в пазу 14 электрода 13.
Многожильный изолированный проводник 1 закрепляется в сварочном электроде 13 прижимом 15, подпружиненным пружиной 16, а сварочный электрод 13 закрепляется в токоподводящем зажиме 17, который вместе со сварочным электродом 13 может перемещаться вертикально перпендикулярно оси привариваемого проводника 1 в направляющей 18 с помощью регулировочного винта 19. Направляющая 18 смонтирована через изоляционную прокладку 20 на подвижной каретке 21, которая перемещается по направляющей 22 и в положении сварки упирается в регулировочный винт 23.
Сварочный ток к свариваемым изделию 2 и проводнику i подается по токо- подводам 24 и 25. Неизолированный проводник 2 (изделие) представляет собой малогабаритное металлическое кольцо 26, вовнутрь которого запрессовано изоляционное кольцо 27 в виде фланца с пазом 28, где должен быть приварен оголенный конец изолированного проводника 1 к металлическому кольцу 26.
Устройство для контактной микросварки вкрест изолированного проводника с неизолированным работает следующим образом.
С одного конца многожильного изолированного проводника 1 снимается изоляция, после этого оголенные жилы скручиваются и оголенный скрученный конец многожильного проводника 1 обрезается так, чтобы его длина была равна ширине металлического кольца 26, к внутренней поверхности которого должен привариваться оголенный конец проводника 1. После этого изолированный многожильный проводник 1
5 закрепляется в сварочном электроде 13 прижимом 15, для чего нажимается конец прижима 15, пружина 16 при этом сжимается, а другой конец прижима 15 отходит от электрода 13 и в этот момент проводник 1 устанавливается в пазу сварочного электро да 13 и, закрепляется прижимом 15 так, чтобы его изоляция упиралась в выступ перед рабочим пазом 14 сварочного электрода 13, а оголенная скрученная часть изолированного проводника 1 располагалась в рабочем пазу 14 сварочного электрода 13. Благодаря тому, что сварочный электрод 13 располагается рабочим пазом 14 кверху, оператор имеет возможность качественно расположить многожильный изолированный проводник как в месте закрепле0 ния прижимом 15, так и в рабочем пазу 14 сварочного электрода 13 правильно расположить оголенный конец проводника 1, который должен привариваться к металлическому кольцу 26. Кроме этого, оператору нет необходимости пользоваться микроско5 пом и дополнительными зеркалами для контроля правильности заправки проводника 1. Это исключает утомление оператора и создает ему удобство в процессе работы.
После этого нажатием друг к другу концов рычагов 8 сжимается пружина 9, при этом другие концы их отходят от места установки изделия 2 в токоподводящем гнезде 5. Потом поворачивается по часовой стрелке фиксатор 6 так, чтобы выступ 7 на его конце был в нижнем положении.
5 На выступ 7 подвещивается изделие 2 таким образом,чтобы он (выступ 7) заходил в паз 28 изоляционного кольца 27, и вводится дальше в токоподводящее гнездо 5 (фиг. 3).
0
После этого опускаются концы рычагов .з (фиг. 2) и под действием пружины 9 другие концы Г-образных рычагов 8 прижимают плотно металлическое кольцо 26 с запрессованным в него изоляционным кольцом 27 в токоподводящем гнезде 5. Потом фиксатор 6 поворачивается против часовой стрелки и выступ 7 на его конце устанавливается в верхнее положение. Благодаря плотному прижатию металлического кольца 26 изделия 2 исключается подплавление его наружной поверхности в зоне приварки с внутренней стороны оголенного конца изолированного проводника 1.
Далее при помощи опоры 12 поворотная консоль 4 поворачивается в шарнире 3 и устанавливается немного выше горизон- тального положения. Потом каретка 21 перемещается до упора в регулировочный винт 23, при этом конец сварочного электрода 13 свободно заходит во внутреннее отверстие изделия 2, для чего сварочный элек- трод 13 с токоподводящим зажимом 17 установлен (отрегулирован) при помощи регулировочного винта 19 в направляющей 18 в нужное положение.
После этого подвижная опора 12 опуска- ется ниже и поворотная консоль 4 вместе с токоподводящим гнездом 5 опускается. При этом оголенный конец изолированного многожильного проводника 1 заходит в паз 28 изоляционного кольца 27 и входит в контакт с металлическим кольцом 26 под действием пру- жины 10 усилия сжатия. По токоподво- дам 24 и 25 подается сварочный ток и происходит приварка оголенной части изолированного многожильного проводника I металлическому кольцу 26 изделия 2. После этого подвижной опорой 12 немного поднимается вверх поворотная консоль 4 вместе с токоподводящим гнездом 5 с изделием 2. При этом одновременно необходимо нажать на прижим 15, чтобы освободить изолированный проводник 1. Вследствие этого в процессе подъема поворотной консоли 4 с токоподводящим гнездом 5 и изделием 2 приваренный изолированный проводник 1 выходит из сварочного электрода 13. Затем каретка 21 со сварочным электродом 13 отводится вправо в исходное положение.
После этого нажимаются навстречу друг другу рычаги 8, при этом другие концы этих рычагов освобождают кольца 26 и 27 и пинцетом вынимается из токоподводящего гнезда 5 изделие 2 с приваренным к нему изолированным проводником 1. Далее для приварки изолированного проводника 1 к следующему изделию все операции повторяются.
Предлагаемое устройство позволяет повысить качество сварки за счет более точной установки оголенного конца изолированного проводника в рабочем пазу сварочного электрода, а также из-за точной ориентации места приварки в кольце относительно привариваемого конца проводника и более надежного прижима изделия в токоподводящем гнезде. Кроме этого, устройство облегчает работу оператора, так как позволяет отказаться от применения дополнительной оснастки (микроскоп, зеркало и др.).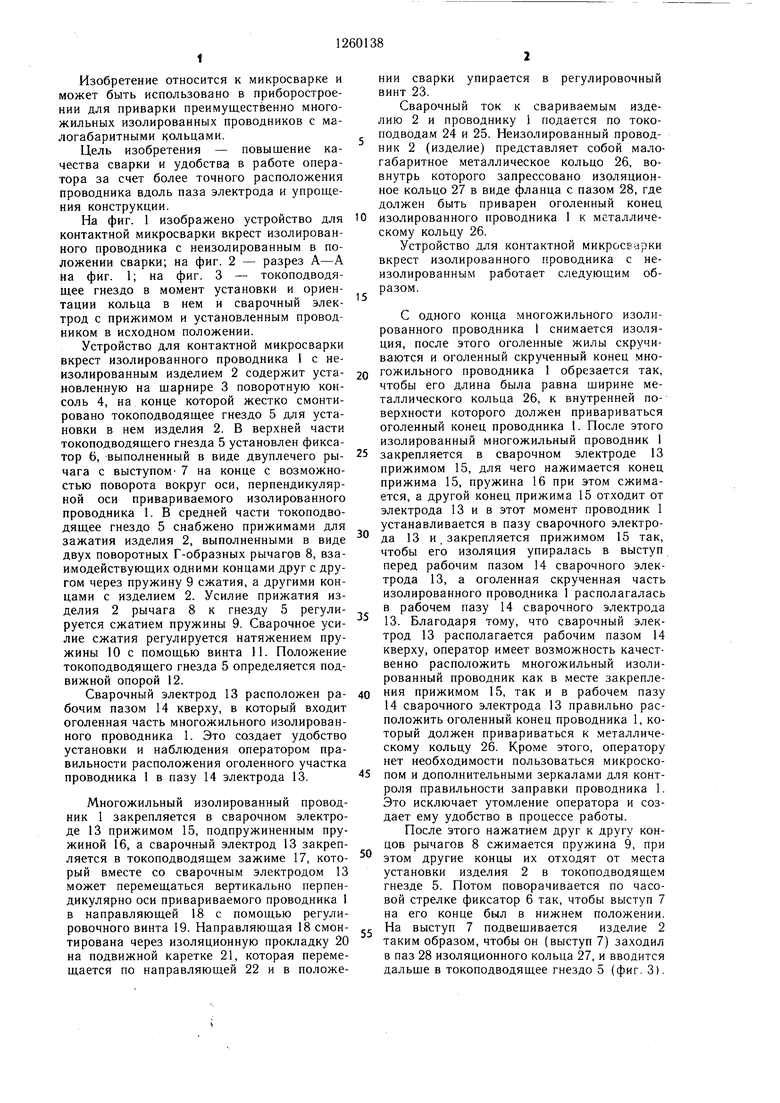

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1986 |
|
SU1329936A2 |
| Устройство для контактной микросварки | 1988 |
|
SU1590289A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ВКРЕСТ | 1969 |
|
SU253966A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ВКРЕСТ ИЗОЛИРОВАННОГО ПРОВОДНИКА С НЕИЗОЛИРОВАННЫМ | 1968 |
|
SU212733A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1038143A2 |
| Устройство для контактной микросварки | 1990 |
|
SU1750903A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Способ односторонней контактной сварки | 1979 |
|
SU846168A1 |
| Способ приварки,преимущественно упругой скручивающейся микропроволоки к контактным площадкам и устройство для его осуществления | 1982 |
|
SU1038141A1 |

А А
26
Фиг, 2
/3
Фиг.З
Составите ть А. Анохов
Редактор Е. КопчаТехред И. ВересКорректор .А. Зимокосов
Заказ 5167/9Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытки
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Атауш В | |||
| Е | |||
| и др | |||
| Сварка разрядом конденсаторов многожильного медного проводника с кольцом из бронзы.-Сварочное производство, 1974, № 4, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
