Изобретение относится к машиностроению и предназначено для автоматической сварки в труднодоступных местах деталей сложной конфигурации, таких как кронштейн задней подвески автомобиля.
Цель изобретения - расширение технологических возможностей путем обеспечения сварки в труднодоступных местах.
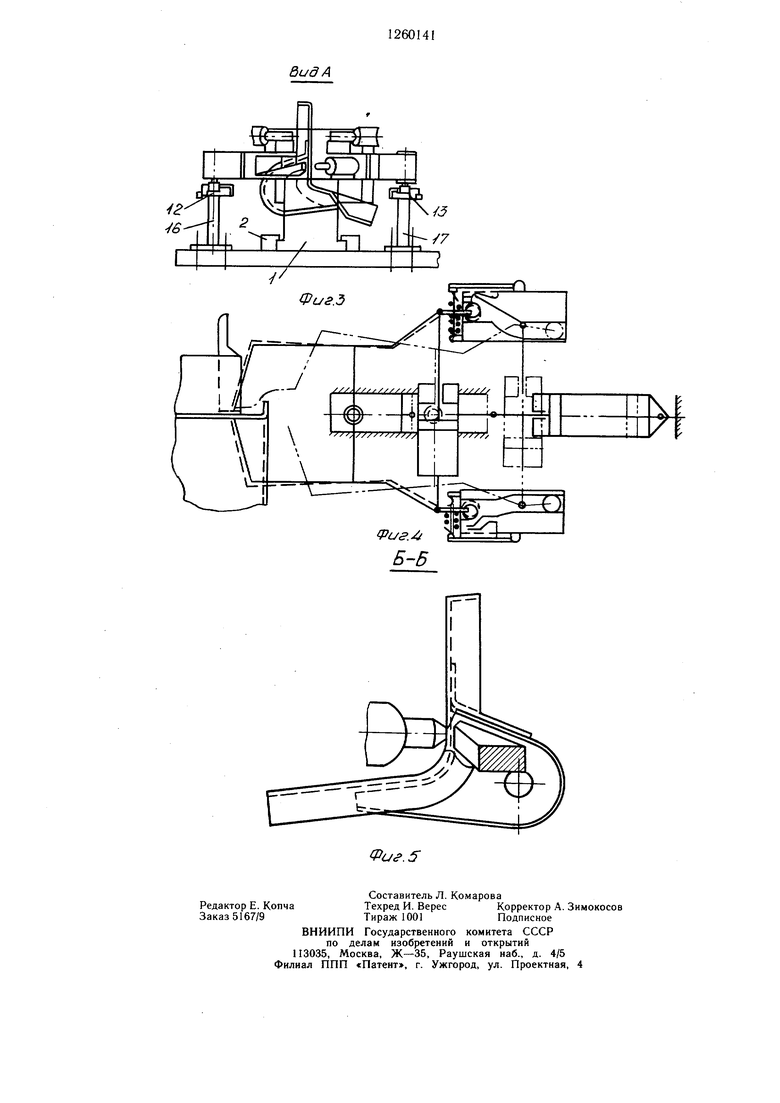
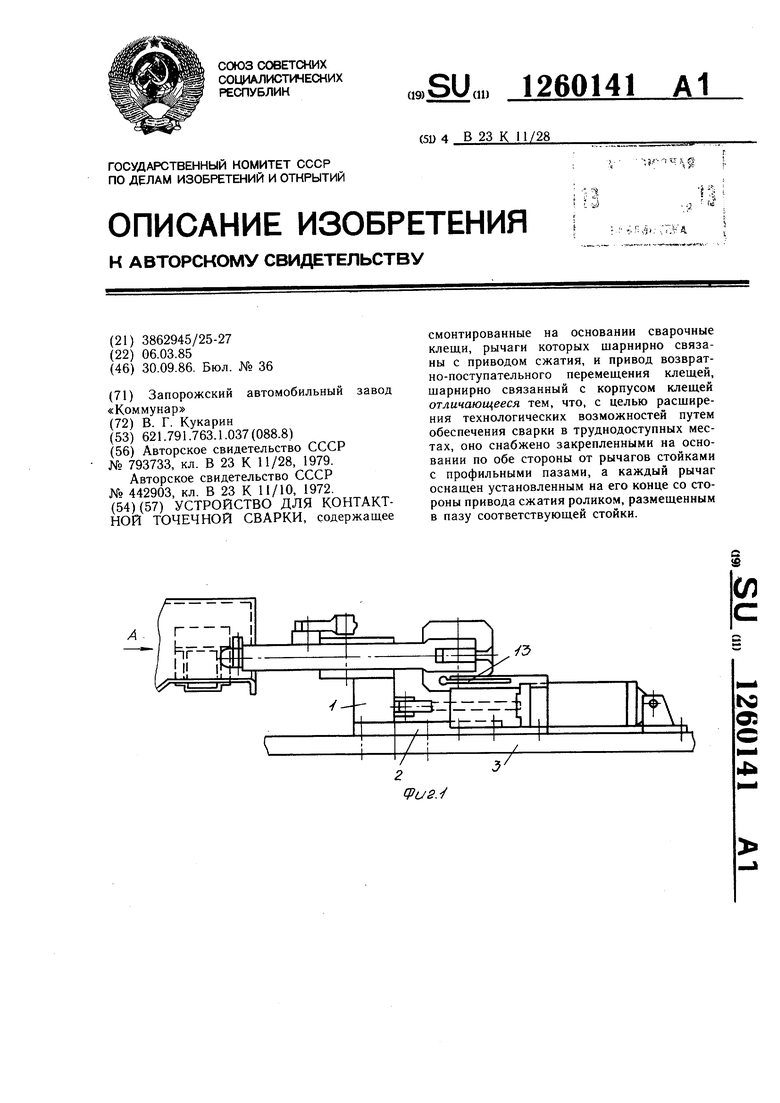
На фиг. 1 изображены клеш,и, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - кинематическая схема устройства, на фиг. 5 - сечение Ь-Б на фиг. 2.
Устройство для контактной точечной сварки содержит клещи, корпус 1 которых установлен в направляющих 2 основания 3. На основании 3 расположен привод 4 возвратно- поступательного перемещения корпуса 1, на котором шаркирно установлены рычаги 5 и 6 с охлаждаемыми электродами 7 и 8. Клещи снабжены приводом 9 сжатия электродов, причем оба привода кинематически связаны между собой с помощью серьги 10, смонтированной на щтоке привода 4 и подвижно соединенной с корпусом 1, рычагами 5 и 6, шарнирно соединенными соответственно со щтоком 11 и корпусом привода 9 сжатия, и роликами 12 и 13, соосными со штоком при- вода 9. Ролики 12 и 13 установлены на рычагах 5 и 6 и взаимодействуют с профильными пазами 14 и 15, которые выполнены в стойках 16 и 17, закрепленных на основании 3. Ролики подпружинены относительно профильных пазов для предотвращения самозакрытия. Профильные пазы 14 и 15 выполнены в виде копира с заданным требуемым профилем для обеспечения необходимой траектории движения электродов при беспрепятственном вводе последних в зону сварки.
Клещи работают следующим образом.
В исходном состоянии сжатый воздух находится в щтоковой полости привода 4 возвратно-поступательного перемещения, ролики 12 и 13 занимают крайнее правое положение в профильных пазах 14 и 15, рычаги 5 и 6 разведены.
- 0 ,
0
0
После установки свариваемых деталей и закрепления их на основании 3 в поршневую полость привода 4 подается сжатый воздух. Шток привода, выдвигаясь, перемещает с помощью серьги 10 по направляющим 2 корпус 1 и шарнирно связанные с ним и приводом 9 сжатия рычаги 5 и 6 с роликами 12 и 13. Последние, взаимодействуя с заданными профильными копирными пазами 14 и 15, сообщают движущимся рычагам и электродам 7 и 8, закрепленным на концах рычагов, заданную траекторию движения при прохождении электродов над выступающими частями свариваемых деталей, дальнейшее сведение при прохождении электродов под наклонными свариваемыми поверхностями и закрытие их в месте расположения сварного шва. После этого поступательное движение прекращается и сжатый воздух подается в поршневую полость привода 9 сжатия, в результате чего на электродах 7 и 8 создается необходимое усилие сжатия. Далее подается сварочный ток.
После окончания сварки сжатый воздух поступает в штоковую полость привода 4 перемещ.ения, а штоковая полость привода 9 сжатия сообщается с атмосферой. При движении щтока привода 4 рычаги 5 и 6 в результате взаимодействия роликов 12 и 13 с профильными пазами 14 и 15 выводят электроды 7 и 8 из зоны сварки, совершая при этом сложное движение - раскрытие и поступательное перемещение до полного вывода клещей и освобождения сваренной детали. Цикл сварки окончен.
Наличие кинематической связи между приводами возвратно-поступательного перемещения и сжатия электродов и наличие в кинематической цепи роликов, взаимодействующих с профильными копирными пазами позволяет автоматизировать сварку в труднодоступных местах угловых соединений, образованных наклонными поверхностями с выступами на свариваемой плоскости, что повышает производительность труда и улучшает условия труда при сварке.
Редактор Е. Копча Заказ 5167/9
Составитель Л. Комарова
Техред И. ВересКорректор А. Зимокосов
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП сПатент, г. Ужгород, ул. Проектная, 4
9иг.5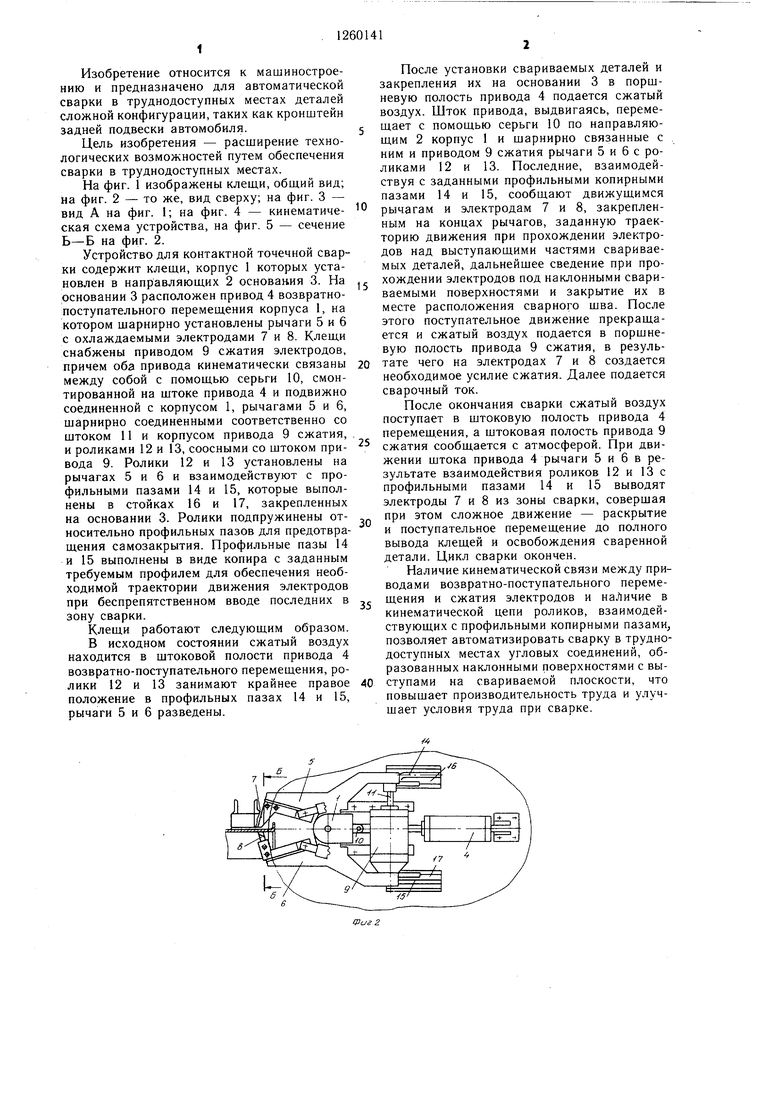
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Устройство для контактной точечной сварки | 1989 |
|
SU1694366A1 |
| Пистолет для контактной точечной сварки | 1986 |
|
SU1411110A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ СВАРОЧНЫХ КЛЕЩЕЙ | 1994 |
|
RU2065805C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2066608C1 |
| Линия для сборки и сварки изделий коробчатого сечения | 1988 |
|
SU1685655A1 |
| Установка для автоматической наплавки | 1973 |
|
SU524635A1 |
| Устройство для шаговой подачи обраба-ТыВАЕМОй зАгОТОВКи | 1977 |
|
SU729905A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Кузнечный манипулятор | 1985 |
|
SU1263420A1 |
| Авторское свидетельство СССР № 793733, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для точечной контактной сварки | 1972 |
|
SU442903A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
