Изобретение относится к электронной технике, а именно к узлам машин , для контактной сварки, и может быть использовано в качестве механизма сжатия электродов в машинах различного назначения, в частности в автоматах для сварки контактных узлов резисторов МЛТ.
По основному авт. св. № 946851 известен механизм сжатия машины для контактной сварки, содержащий корпус, подпружиненньй шток, соединенный с электродом, шарнирно связанные одними концами со штоком токоведущие шины для создания дополнительного давления и источник питания током, связанный с другими концами шин, держатель и симметрично расположенные относительно корпуса шатуны, одни концы которых связаны с держателем, а
DJ.
10
15
другие - с токоведущими шинами
Цель изобретения - расширение технологических возможностей механизма сжатия за счет усиления электро- динамического взаимодействия токо- ведущих шин без увеличения габаритов устройства, снижения электрических потерь в сварочном контуре и возможности смены режимов электродинамического взаимодействия токоведущих шин без перемещения держателя.
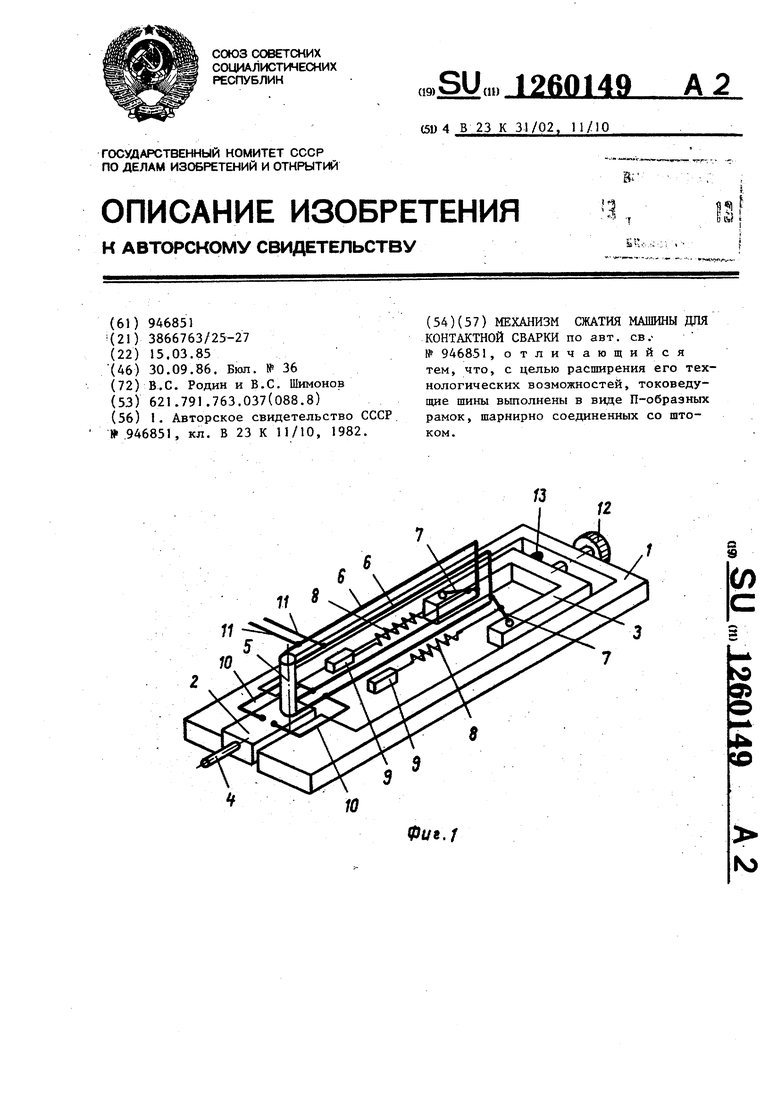
Пс &тавленная цель достигается тем, что в механизме сжатия машины для контактной сварки токоведущие шины, выполнены в виде П-образных рамок, шарнирно соединенных со штоком.
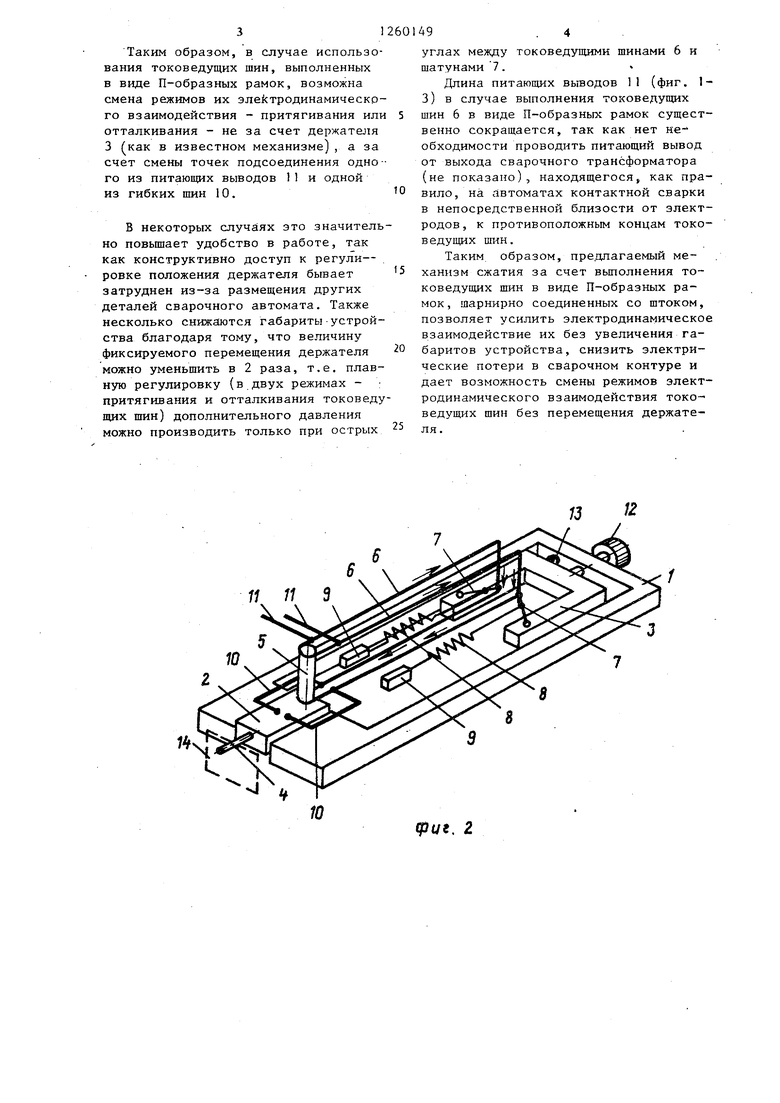
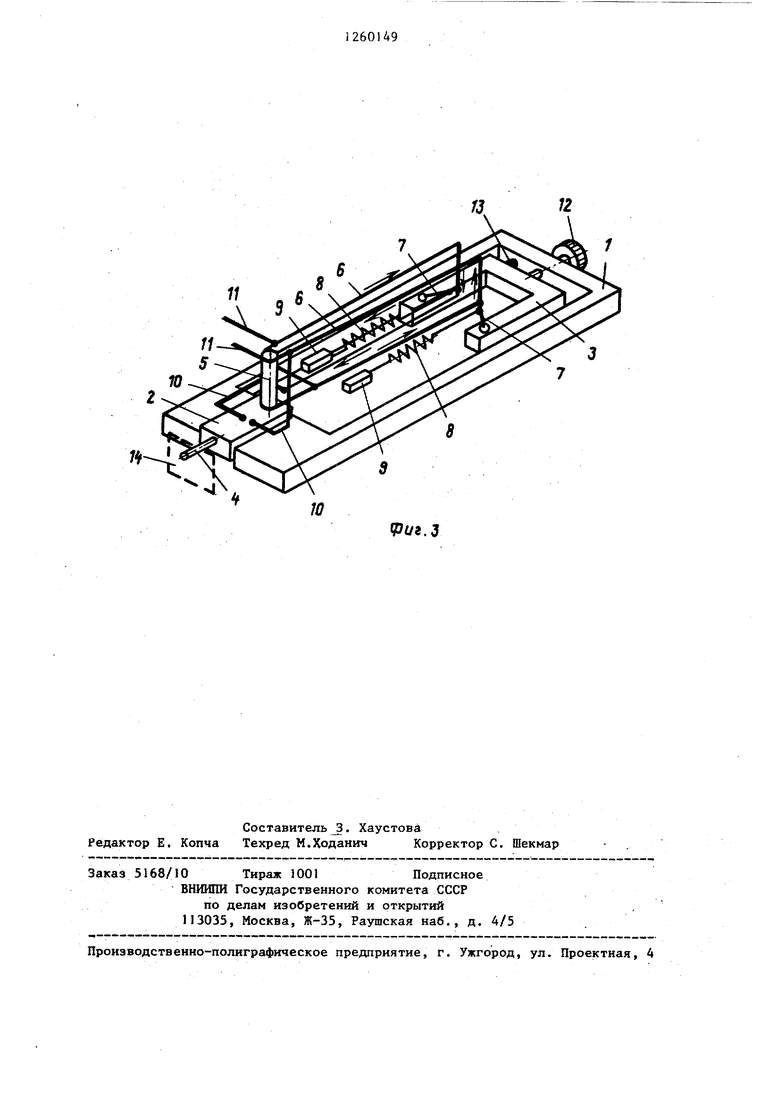
На фиг. 1 изображен механизм сжатия, общий вид; на фиг. 2 и 3 - рабочие положения механизма.
Механизм сжатия состоит из корпуса 1, в котором установлен с возможностью осевого перемещения шток 2, держателя 3, также установленного в корпусе 1 с возможностью фиксированного перемещения вдоль штока 2, в котором закреплен электрод 4. На штоке 2 также установлен шарнир.5, на котором могут поворачиваться токр-. ведущие шины 6, выполненные в виде П-образных рамок и соединенные с шарниром 5 обоими концами. Токоведущие шины 6 шарнирно соединены с симметрично расположенными относительно оси корпуса шатунами 7, которые, в свою очередь, шарнирно соединены с держателем 3. Шток 2 через токоведущие шины 6 подпружинен пружинами 8, усилие которых позволяют регулировать
1260149 2
регулировочные элементы 9. Токоведу- , щие шины 6 изолированы от шарнира 5 специальными изоляционными втулками (не показаны). Шины 6 соединены со 5 штоком 2 токоведущими гибкими шинами 10 (фиг. 1 и 2), а другие концы токоведупщх шин 6 соединены с источником сварочного тока гибкими выводами 1 1 .
Фиксированное перемещение держателя 3 обеспечивается регулировочным болтом 12. Для исключения разворота держателя 3 служит фиксатор 13.
Устройство работает следующим образом.
С момента упора электрода 4 в свариваемые детали 14 при дальнейшем движении корпуса 1 (фиг. 2) токоведущие шины начинают расходиться в стороны друг от друга, так как они шарнирно соединены с шатунами 7, и в К|ЭКой-то момент цикла работы сварочного автомата включается сварочный ток, который проходит по токоведущим шинам 6 в направлении, указанном стрелками (фиг. 2 и 3). Так как направление тока в токоведущих шинах совпадает, то в соответствии с законом взаимодействия двух проводников с одинаковым направлением тока они притягиваются друг к другу, что соответственно.вызывает поворот шатунов 7 в направлении электрода 4, так как к основному сварочному давлению, создаваемому пружинами 8, прилагается .дополнительное давление, вы- зываемое электродинамическим взаимодействием токоведущих шин 6.
20
25
30
35
40
45
50
55
Если (см. фиг. 3) гибкие выводы 11, идущие от источника сварочного тока (на фиг. 2 и 3 не показан), соединяются с разными концами токоведущих щин 6: один с верхним, а другой с нижним, а гибкие шины 10 подводятся к штоку 2 соответственно одна от нижнего, а другая от верхнего конца токоведущих шин 6, то направление токов в токоведущих шинах 6 будет противоположное (фиг. 3). В данном случае токовое взаимодействие токоведущих шин 6 вызывает их отталкивание друг от друга, т.е. из основного .сварочного давления, создаваемого пружинами 8, вычитается усилие, создаваемое электродинамическим взаимодействием токоведущих шин 6, так кчк в этом случае шатуны 7 стремятся 1 повернуться назад от штока 2.
Если (см. фиг. 3) гибкие выводы 11, идущие от источника сварочного тока (на фиг. 2 и 3 не показан), соединяются с разными концами токоведущих щин 6: один с верхним, а другой с нижним, а гибкие шины 10 подводятся к штоку 2 соответственно одна от нижнего, а другая от верхнего конца токоведущих шин 6, то направление токов в токоведущих шинах 6 будет противоположное (фиг. 3). В данном случае токовое взаимодействие токоведущих шин 6 вызывает их отталкивание друг от друга, т.е. из основного .сварочного давления, создаваемого пружинами 8, вычитается усилие, создаваемое электродинамическим взаимодействием токоведущих шин 6, так кчк в этом случае шатуны 7 стремятся 1 повернуться назад от штока 2.
31260
Таким образом, в случае использования токоведущих шин, выполненных в виде П-образных рамок, возможна смена режимов их элekтpoдинaмичecкo- го взаимодействия - притягивания или 5 отталкивания - не за счет держателя 3 (как в известном механизме), а за счет смены точек подсоединения одного из питающих выводов 11 и одной из гибких шин 10. О
В некоторых случаях это значительно повышает удобство в работе, так как конструктивно доступ к регули- ровке положения держателя бывает затруднен из-за размещения других деталей сварочного автомата. Также несколько снижаются габариты-устройства благодаря тому, что величину фиксируемого перемещения держателя можно уменьшить в 2 раза, т.е. плавную регулировку (в двух режимах - : притягивания и отталкивания токоведущих шин) дополнительного давления можно производить только при острых
5 О
5
0
49. 4 .
углах между токоведущими шинами 6 и шатунами 7.
Длина питающих выводов 11 (фиг. 1- 3) в случае выполнения токоведущих шин 6 в виде П-образных рамок существенно сокращается, так как нет не- обходимости проводить питающий вывод от выхода сварочного трансформатора (не показано), находящегося, как правило, на автоматах контактной сварки в непосредственной близости от электродов, к противоположным концам токоведущих шин.
Таким образом, пре.дпагаемый механизм сжатия за счет вьшолнения токоведущих шин в виде П-образных рамок, шарнирно соединенных со штоком, позволяет усилить электродинамическое взаимодействие их без увеличения габаритов устройства, снизить электрические потери в сварочном контуре и дает возможность смены режимов электродинамического взаимодействия токоведущих шин без перемещения держателя.
13 «
11 11 9
. 2
иг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм сжатия машин для контактной сварки | 1982 |
|
SU1026991A2 |
| Механизм сжатия машины для контактной сварки | 1982 |
|
SU1057218A2 |
| Механизм сжатия машины для контактной сварки | 1981 |
|
SU946851A1 |
| Механизм сжатия машины для контактной сварки | 1987 |
|
SU1489945A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Устройство для контактной микросварки | 1985 |
|
SU1292963A1 |
| АВТОМАТИЧЕСКИЙ ВЫКЛЮЧАТЕЛЬ | 1992 |
|
RU2092927C1 |
| Устройство для контактной микросварки | 1985 |
|
SU1316772A2 |
| СВАРОЧНЫЕ КЛЕЩИ | 2009 |
|
RU2449869C2 |
| Машина для контактной точечной сварки | 1975 |
|
SU640826A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механизм сжатия машины для контактной сварки | 1981 |
|
SU946851A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
