Изобретение .относится к стекольной промьшшенности, в частности к способам отделения капли стекломассы, и может быть использовано при
отрезке стекла порциями от струи стекломассы при формовании стекло- изделий.
Цель изобретения - повьпаение качества формуемых стеклоизделий путем устранения переохлаждения стекла в зоне отрезки.
На чертеже изображено устройство для осуществления предлагаемого способа.
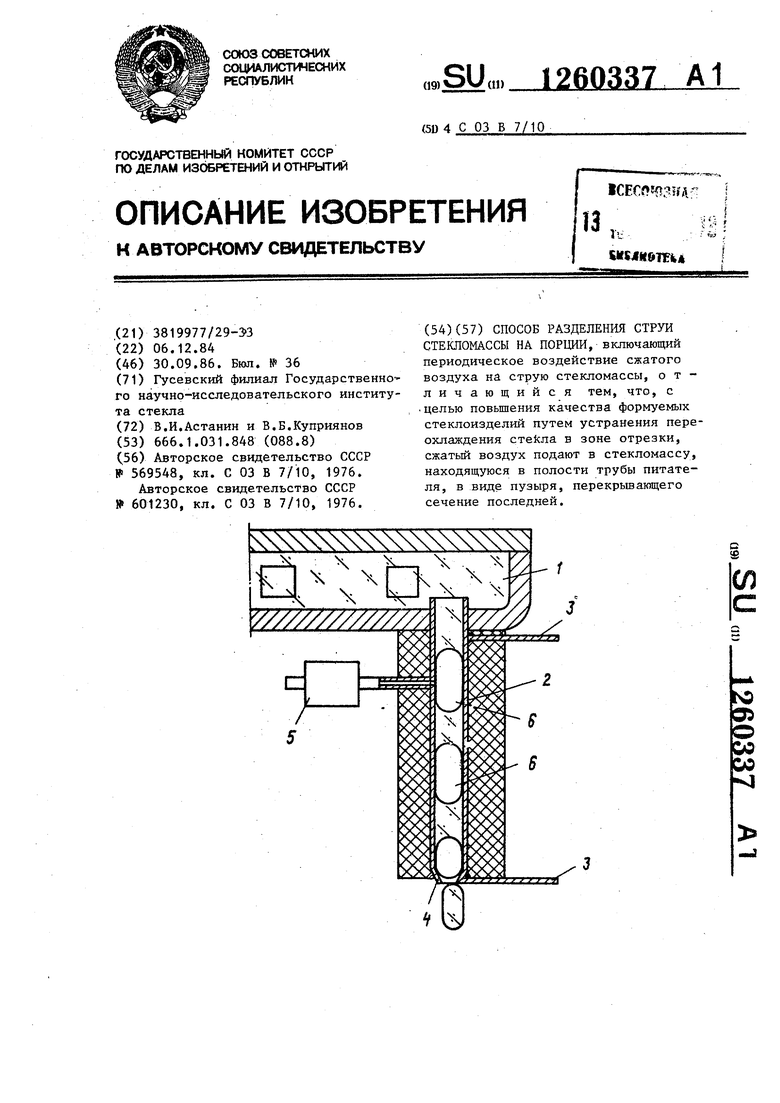
Устройство содержит питатель 1 со стекломассой и электрообогревае- мую трубу 2 питателя с токопровода- ми 3, Электрообогреваемая труба 2 питателя имеет выпускное отверстие 4, которое вьтолнено с меньшим диаметром, чем сама электрообогревае- мая труба 2, К трубе 2 подсоединен дозатор 5 воздуха, от которого подают импульсы воздуха в стекломассу, находящуюся в полости электрообогре- ваемой трубы 2, в виде пузырей 6, перекрьшакщих сечение .последней.
Способ осуществляют следующим образом.
Стекломасса из питателя 1 непрерывно поступает в электрообогревае- мую трубу 2, Дозатором 5 воздуха с заданной периодичностью в электро- обогреваёмую трубу 2 со стекломассой подают сжатый воздух в виде пузырей, перекрывающих сечение злектрообогре- ваемой трубы и разделяющих струю стекломассы на порции с массой будущей капли. Воздушные пузыри опускаются со стекломассой. В выпускном отверстии 4 скорость движения стекломассы возрастает из-за уменьшения сечения электрообогреваемой трубы 2, Изменением частоты подачи импульсов сжатого воздуха можно регулировать массу капель, а изменением обьема воздуха в импульсе - частоту подачи капли.
Пример. В питателе производительностью 2,5 т/сут для выработки изделий из хрусталя установлена злек- трообогреваемая платиновая труба диаметром 0,04 м, толщиной стенок 0,002 м и длиной 0,4 м. В нижней части трубы имеется выпускное отверстие диаметром 0,022 м. Стекломасса из питателя 1 непрерывно поступает в электрообогреваемую трубу с темпе25
1260337
ратурой 1075°С, Из дозатора 5 воздуха, в качестве которого используют поршневой насос, в электрообогреваемую трубу 2 подают импульсы сжатого
5 воздуха, которые образуют пузыри 6. Стекломасса, находящаяся между пузырями 6, образует массу будущей капли
Каж;,ьш следующий импульс сжатого воздуха, подающийся через определен 0 ные промежутки времени, отделяет очередную порцию стекломассы. В результате этого в электрообогреваемой трубе 2 образуются равные порции стекломассы, разделенные одинаковы15 ми по размеру воздушными пузырями. В выпускном отверстии 4 электрообогреваемой трубы 2 скорость стекломассы возрастает из-за уменьшения ее сечения.
20 Частота подачи импульсов воздуха равна частоте подачи капель. Чем больше объем воздуха в импульсе,тем меньше масса капли.
Сжатый воздух подают в трубу под давлением, достаточным для образова- . ния воздушной полости в стекломассе по всему поперечному сечению трубы. Это давление составляет величину, численно равную произведению плот30 ности стекломассы на высоту ее столба над точкой ввода воздуха. Чем меньше сечение электрообогреваемой трубы в зоне подвода воздуха и чем больше интервал времени между пода3S чей порций стекломассы, тем меньше разница давлений стекломассы .и .сжа- .того воздуха.
При малом перепаде давлений стекломассы и подаваемого воздуха возможно но втягивание струи воздуха по части сечения трубы, С увеличением давления подаваемого воздуха увеличивается диаметр воздушного пузыря при одинаковом объеме воздуха.
45 При давлении 5-3010 Па воздух выдавливает стекломассу во всех направлениях (закон Паскаля) и обра-, зует первоначально воздушный шаровой формы пузырь, а затем цилиндри50 ческий пузырь. Цилиндрический пузырь имеет размеры, близкие к размерам трубы, и сферические поверхности верхней и нижней частей. Между этим пузырем и электрообогреваемой трубой
55 остается тонкий слой.пристенной слабоподвижной стекломассы.
Для придания снаряду необходимой формы воздух подают первоначальДля придания снаряду необходимой формы воздух подают первоначаль3
но под большим давлением, а затем давление уменьшают. Такой режим осуществляют путем подачи строго определенного и регулируемого объема воздуха в поршневой насос. За счет сжатия воздуха насосом обеспечивают образование воздушного пузыря в стекломассе, а при обратном ходе поршня насоса (разрежение) часть воздуха из газового пузьфя в стекломассе удаляется в полость цилиндра насоса. Насос изменяет давление в период подачи воздуха в стекломассу, не изменяя объем воздуха в пузыре (снаряде).
Струя стекломассы с воздушными пузырями н электрообогреваемой трубе подвергается нагреву от ее стенок, имеющих более высокую температуру (1250°С). Чем меньше времени стекломасса находится в нагреваемом участке электрообогреваемой трубы, туем тоньше слой нагретой пристенной стекломассы.
Составитель Л.Голубева Редактор А.Огар Техред Л.Олейник Корректсгр А.Зимокосов
Заказ 5186/19 Тираж 457Подписное
ВНИИПИ Государственного комитета СССР.
по делам изобретений и.открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
603374
Для полного выравнивания температуры стекломассы по всему поперечному сечению ее потока в электрообогреваемой трубе для хрусталя, содержа- 5 щего 24% свинца, длина обогреваемого участка электрообогреваемой трубы должна составлять 1,5 м (дпя сортового стекла, содержащего 6% свинца,- 0,96 м). При меньшей длине обогрева10 емого участка электрообогреваемой трубы температура пристенных слоев стекломассы больше центральных.
В связи с тем, что толщина стекломассы между воздушным пузьфем и тру15 бой мала, а воздух имеет меньшую теплопроводность, чем стекломасса, то прослойка стекломассы между воздушным пузырем и трубой имеет максимальную температуру, близкую к темпе0 ратуре трубы. Так как разделение порций стекломассы происходит именно в зоне с минимальным количеством стекломассы и максимальной температурой, :Это позволяет уменьшить поверхност
5 tibie дефекты стеклоизделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный питатель | 1977 |
|
SU698933A1 |
| Способ получения свинцового хрусталя | 2023 |
|
RU2822150C1 |
| Устройство для окрашивания и глушения стекломассы | 1980 |
|
SU950686A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СТЕКЛОМАССЫ | 1991 |
|
RU2031088C1 |
| Питатель стекломассы | 1978 |
|
SU837941A1 |
| Способ производства полированных оптических изделий и устройство для его осуществления | 1981 |
|
SU1030324A1 |
| Регулятор веса капли стекломассы на фидерном питателе | 1959 |
|
SU131053A1 |
| Устройство для формования оптического стекла | 1985 |
|
SU1333661A1 |
| Способ синтеза свинцового хрусталя | 2024 |
|
RU2830841C1 |
| Способ автоматического управления температурным режимом формования стеклоизделий | 1978 |
|
SU670542A1 |
| Устройство для отрезки порций стекломассы | 1976 |
|
SU569548A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для резки материалов в пластичном состоянии | 1976 |
|
SU601230A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
