1
Изобретение относится к производству электроплавленных форстеритовых и форстёритохромитовых. огнеупоров и может быть использовано в металлургии и огнеупорной промьшшенности.
Цель изобретения - уменьшение пористости и повьпиение термостойкости огнеупорных изделий.
При нагреве формы ниже 2073 К резко повышается вязкость расплава при охлаждении, что препятствует вьщеле- нию газов, растворенных в расплаве. Нагрев формы вьше 2173 К экономически нецелесообразен, а также технически трудно осуществим.
Выдержка расплава при 2173-2073 К в течение 0,1-0,5 ч обеспечивает достаточное удаление растворенных газов. В этом интервале температур расплав выдерживают, подогревая форму внешним источником тепла (лучис- тьм, индукционньш нагрев) для удаления газов, растворенных в расплаве. Выдержка менее 0,1 ч не обеспечивает достаточного удаления газов. Выдержка более 0,5 ч приводит к интенсивному испарению с поверхности расплава MgO, , уменьшение содержания которых снижает физико-технические свойства огнеупора. Кроме того, увеличение вьдержки более 0,5 ч не приводит к дальнейшему улучшению структуры.
Скорость охлаждения до 1973-1925 :менее 200 град/ч ухудшает термостой- кость огнеупоров в результате образования крупных кристаллов, а при скорости охлаждения расплава более 250 град/ч, требуется принудительный отвод тепла от отливки.
При выдержке менее 2 ч обнаружено присутствие ст еклофазы, что резко снижает термостойкость Изделий. Выдержка более 3 ч экономически нецелесообразна, поскольку не приводит к улучшению физико-технических свойств отливки. В интервале 1973- 1925 К происходят предкристаллизаци- онное упорядочение расплава и интенсивная кристаллизация форстерита и хромистой шпинели основных слагающих фаз материала. Вьщержка расплава при этой температуре способствует образованию цельнокристаплической структуры материала, улучшению его физикD-тcx tичecкиx показателей.
Последующая скорость охлаждения более 60 град/ч приводит к о&разова
10
15
20
60362J
нию трещин, из-за которых происходит 60-70% брака изделий, а меньшая скорость охлаждения удлиняет технологический цикл.
Быпи про1зедены опытные плавки в трехфазной электродуговой печи шихты огнеупоров форстеритохромитового состава на основе шлаков феррохромног-о производства и отходов производства асбеста.
Расплав, нагретьй до 2400 К, разливали в графитовые формы. Получены огнеупорные блоки размерами 15Q х X 150 X 230 мм следующего фазового состава, вес.%:
Форстерит36-60
Периклаз1-15
Хромшпинелид 25-50
В качестве нагревателя для управления процессом охлаждения использовали источник И1адукционного нагрева мощностью 24 кВт с плавной регулировкой тока.
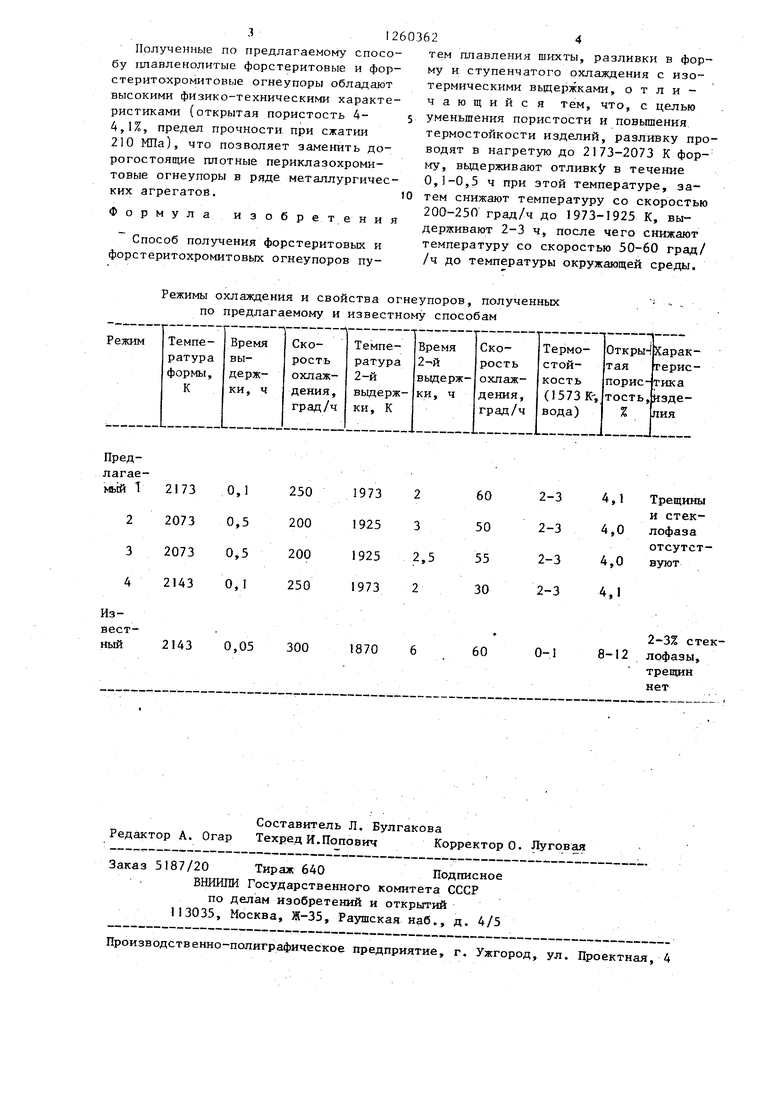
Свойства огнеупоров, полученных по предлагаемому (режимы 1-4) и из-) вестному способам, приведены в таблице .
Изделия, полученные по известно- му способу, с отжигом в термоящиках, уступают по своим характеристикам изделиям, полученным предлагаемым способом, имеют высокую (до 12%) пористость, трешд1ны.
Таким образом, на начальной стадии осуществления способа для формирования беспористой структуры изделий расплав ньщерживают в форме с температурой 2173-2073 К. В этот период происходит медленное охлаждение расплава от температуры разливки до температуры формы, в расплаве формируются и удаляются пузырьки растворенных газов..
В период охлаждения расплава от 2173-2073 К и вьщержки при 1973- 1925 К происходит кристаллизация хром- шпинелида и форстерита. На этом этапе формируется мелкокристаллическая структура материала, определяющая его повьш1енную термостойкость.
25
30
35
40
45
50
Этап охлаждения со скоростями, не превьшающими 60 град/ч, до температуры окружающей среды позволяет получить отливки без трещин, так как при 55 этих скоростях развивающийся градиент температур не приводит к возникновению внутренних напряжений выше критических.
Полученные по пpeдлaгaeмo fy способу гшавленолитые форстеритовые и фор- стеритохромитовые огнеупоры обладают высокими физико-техническими характеристиками (открытая пористость 4- 4,1%, предел прочности при сжатии 210 МПа), что позволяет заменить дорогостоящие плотные периклазохроми- товые огнеупоры в ряде металлургических агрегатов.
Формула изобретения
Способ получения форстеритовых и форстеритохромитовьк огнеупоров пуРежимы охлаждения и свойства огнеупоров, полученных по предлагаемому и известному способам
Составитель Л. Булгакова Редактор А. Огар Техред И.ПоповичКорректор О. Луговая
Заказ 5187/20Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
тем плавления шихты, разливки в форму и ступенчатого охлаждения с изотермическими выдержками, отличающийся тем, что, с целью уменьшения пористости и повьппения термостойкости изделий, разливку проводят в нагретую до 2173-2073 К форму, выдерживают отливкУ в течение 0,1-0,5 ч при этой температуре, за тем снижают температуру со скоростью 200-250 град/ч до 1973-1925 К, выдерживают 2-3 ч, после чего снижают температуру со скоростью 50-60 град/ /ч до температуры окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения форстеритового материала | 2022 |
|
RU2806273C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРА С ФОРСТЕРИТОВОЙ СВЯЗЬЮ | 2013 |
|
RU2539519C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРСТЕРИТОВЫХ ОГНЕУПОРОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2161144C1 |
| Способ получения электроплавленного огнеупорного материала | 1985 |
|
SU1265180A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРСТЕРИТОВОГО МАТЕРИАЛА НА ОСНОВЕ ДУНИТОВ | 2007 |
|
RU2369581C2 |
| Способ изготовления электроплавленных корундовых огнеупоров | 1971 |
|
SU447391A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ОСНОВНЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2054394C1 |
| Шихта для изготовления форстеритовых огнеупоров | 1988 |
|
SU1557139A1 |
| Способ изготовления огнеупоров | 1990 |
|
SU1719371A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ОСНОВНЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2085539C1 |
Изобретение относится к производству электроплавленных форстери- товых и форстеритохромитовых огнеупоров и может быть использовано, в металлургии и огнеупорной промышленности. Целью изобретения является уменьшение пористости и повышение термостойкости изделий. В предлагаемом способе изготовления форстерито- вых огнеупорных изделий, включакнцем плавление шихты, заливку расплава в форму с прибьшью и охлаждение, разливку расплава ведут в предварительно нагретую до 2173-2073 К форму, выдерживают отливку при этой температуре 0,1-0,5 ч, затем снижают температуру со .скоростью 200-250 град/ч до 1973-1925 К, выдерживают 2-3 ч, после чего снижают температуру со скоростью 50-60 град/ч до температуры окружающей среды. Полученные по предлагаемому способу плавленолитые форстеритовые ифорстеритохромитовые огнеупоры обладают высокими физико-техническими характеристиками (открытая пористость 4-4,1%, предел прочности при сжатии 210 Ж1а) что позволяет о заменить дорогостоящие плотные перик-; лазохромитовые огнеупоры в ряде ме- талл ургических агрегатов, табл. 1. с iS Ш
| Литваковский А.А | |||
| Плавленые лиу тые огнеупоры | |||
| М.: Госстройиздат,1959 | |||
| Способ изготовления электроплавленных корундовых огнеупоров | 1971 |
|
SU447391A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
