ю
О5
со
00
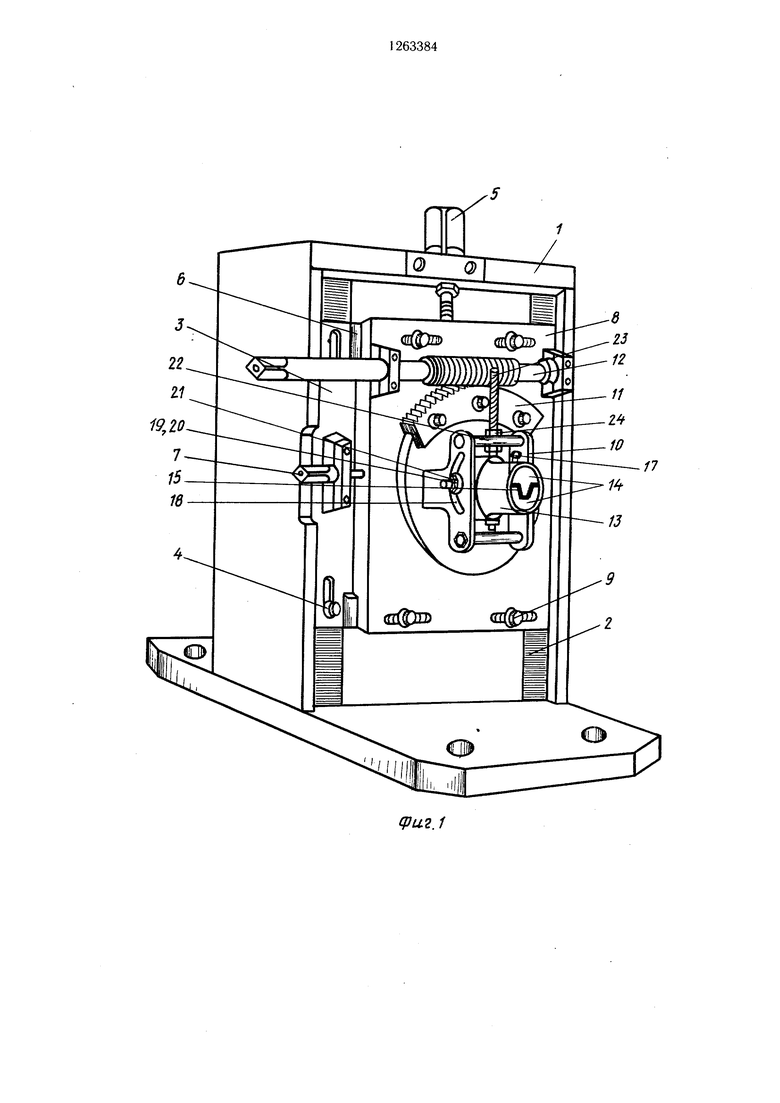
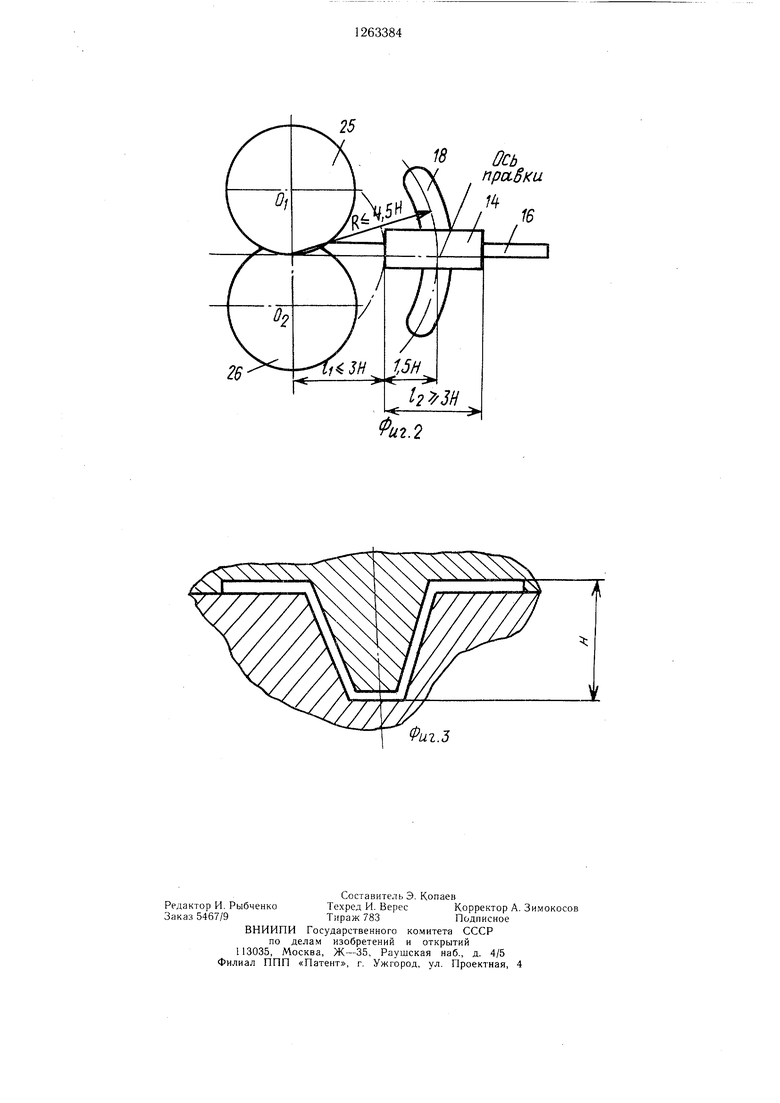
00 4; Изобретение относится к обработке металлов давлением, а именно к правильным устройствам, и может быть использовано в машиностроении для правки профилей при формообразовании стесненным изгибом. Целью изобретения является повышение качества правки профиля. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - схема выбора радиуса паза; на фиг. 3 - калибр правильного блока. Устройство содержит станину 1, на направляющих 2 которой установлена с возможностью перемещения в вертикальной плоскости плита 3, фиксируемая болтами 4. Перемещение плиты 3 осуществляется посредством болта 5. На направляющих 6 плиты 3 установлена с возможностью перемещения в горизонтальной плоскости посредством болта 7 плита 8, фиксируемая болтами 9. На плите 8 установлена обойма 10 с двумя щеками, имеющая возможность поворота в плоскости, перпендикулярной оси правки, на угол до ±45° благодаря зубчатому сектору 11 и червяку 12. Обойма 10 несет на себе правильный блок, содержащий стакан 13, в котором установлена сменная инструментальная фильера 14, состоящая из двух частей, зазор 15 между которыми имеет форму выправляемого профиля 16. Размер зазора 15 выставляется с помощью болтов 17, установленных в стакане 13. Правильный блок устанавливается в криволинейных пазах 18 обоймы 10 с помощью валов 19 ползущек 20 и болтов 21. Для обеспечения точности настройки правильный блок фиксируется на планке 22 обоймы 10 с помощью тяги 23 и гаек 24. Криволинейные пазы 18 (см. фиг. 2) выполнены по дуге окружности с радиусом ,5 Н, где Н - высота калибра инструментальной фильеры 14 (фиг. 3); R - радиус окружности с центром в точке пересечения основной оси профиля (на фиг. 2 совпадает с осью правки) с вертикальной плоскостью, проходящей через центры последней пары формообразующих валков 25 и 26 (точ ки 01 и О г). Устройство для правки профилей работает следующим образом. Профиль 16, выходя из последней пары формообразующих валков 25 и 26, попадает в заходную часть фильеры 14. После получения первого профиля замеряют его поводки: прогиб, саблевидность, скручивание. С учетом этого настраивают правильный блок устройства. Настройка правильного блока в вертикальной плоскости осуществляется по криволинейным пазам 18 с помощью тяги 23 и гаек 24, в горизонтальной плос кости - с помощью болта 7, а поворот правильного блока в плоскости, перпендикулярной оси правки, осуществляется вращением червяка 12 и зубчатого сектора 11. Профиль 16, проходя с необходимым усилием, обеспечиваемым регулировкой зазора 15, через настроенную таким образом фильеру 14, передает усилие сжатия в очаг пластической деформации, где происходит окончательное формообразование профиля стесненным изгибом. Формула изобретения Устройство для правки профилей, содержащее установленную на станине с возможностью горизонтального, вертикального и углового перемещений в плоскости, перпендикулярной продольной оси изделия, обойму с двумя боковыми вертикальными щеками, расположенную между ними правильную фильеру с двумя горизонтальными валами, соосно закрепленными с двух противоположных боковых сторон фильеры, отличающееся тем, что, с целью повышения качества правки, в каждой вертикальной щеке обоймы выполнен сквозной паз по дуге окружности с радиусом ,5 Н, где Н - высота калибра фильеры, при этом валы фильеры размещены в пазах щек обоймы, а фильера установлена с возможностью перемещения по этим пазам и поворота относительно продольных осей валов.
fpU2.1
26
S Ось правки
74 16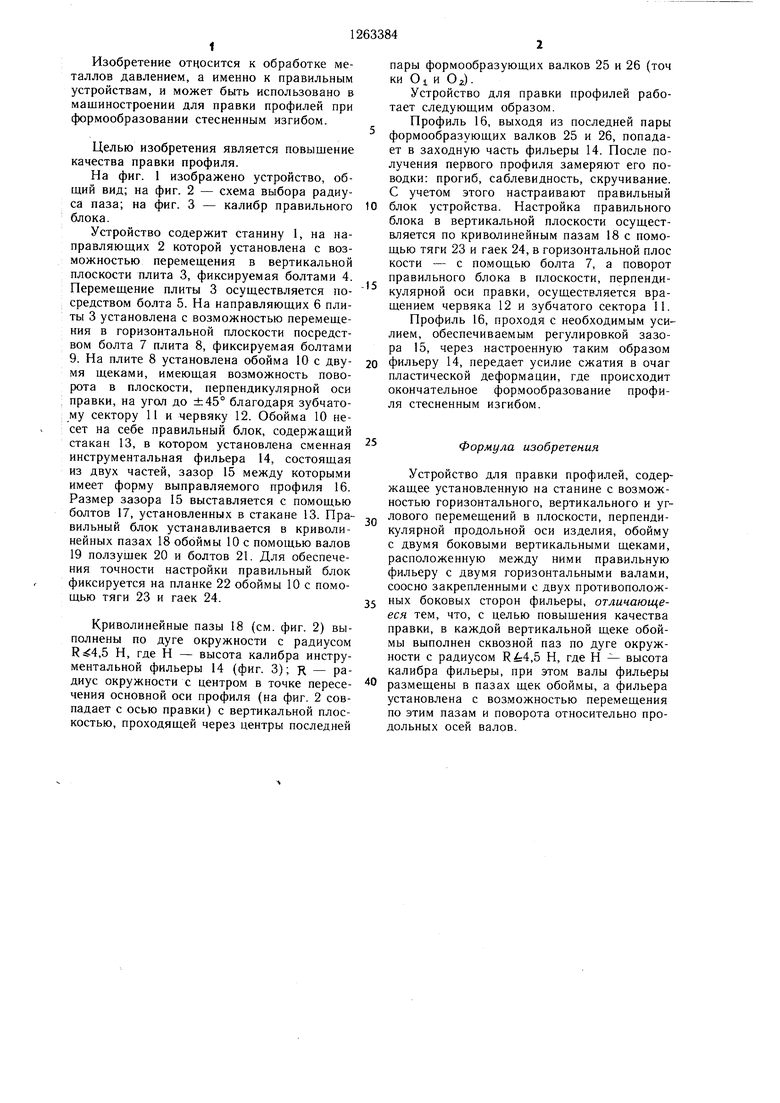
| название | год | авторы | номер документа |
|---|---|---|---|
| Правильный блок формообразующего устройства | 1985 |
|
SU1319965A1 |
| ПРАВИЛЬНОЕ УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОФИЛЕЙ | 2007 |
|
RU2356670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133665C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 1992 |
|
RU2028847C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137567C1 |
| Профилегибочный стан | 1979 |
|
SU804075A1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137568C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КАБОШОНОВ СО СЛОЖНОПРОФИЛЬНОЙ ПОВЕРХНОСТЬЮ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2705828C1 |
Изобретение относится к обработке металлов давлением, точнее к правильным устройствам. Устройство позволяет осуществлять правку профилей (П) после их формовки за счет снабжения его обоймой и размещенной в ней фильерой, которая имеет возможность перемещаться относительно оси правки в вертикальном, горизонтальном направлениях и поворачиваться в плоскости, перпендикулярной продольной оси изделия. При этом в вертикальных щеках обоймы выполнены сквозные пазы по дуге окружности, а валы фильеры размещены в этих пазах с возможностью перемещения по ним и поворота относительно продольных осей папф. Это позволяет повысить качество правки П за счет установки фильеры в любой точке пространства по отнощению к формующему П инструменту. 3 ил.
| Устройство для правки профилей | 1977 |
|
SU626857A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
