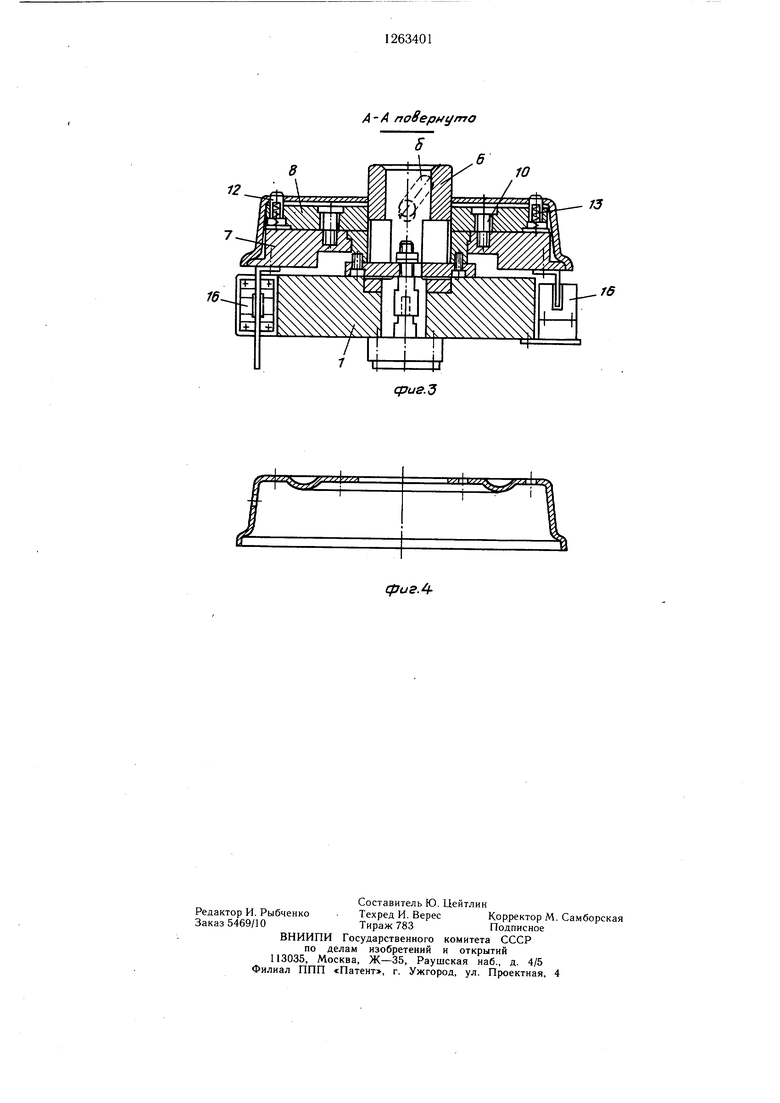
Изобретение относится к технологической оснастке для обработки металлов давлением и может быть использовано в автоматизированных комплексах и линиях для пробивки отверстий в полых изделиях типа ободьев колес тракторов. Цель изобретения - повышение производительности и улучшение условий обслуживания. На фиг. 1 показан штамп, продольный разрез; на фиг. 2 - то же, в плане; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - обрабатываемое изделие. Штамп содержит основание 1, в котором смонтированы оправка для установки обрабатываемого изделия, несушая матрицу 2, и ползушка 3, несущая пуансон 4. Оправка выполнена составной, состоящей из периферийной части 5 и полой стойки 6, неподвижно закрепленных на основании 1, промежуточной части 7 и поворотной части 8. Периферийная часть 5 оправки представляет собой два сегмента, на одном из которых закреплена матрица 2. Промежуточная часть 7 установлена с возможностью возвратно-поступательного перемещения вдоль оси оправки и снабжена приводом перемещения в виде рабочего цилиндра 9. Поворотная часть 8 установлена на промежуточной части 7 и связана с ней штырями 10, закрепленными в промежуточной части 7 и входящими в дугообразные пазы а, выполненные в поворотной части 8 и служащие для ограничения поворота части 8 относительно части 7. Поворотная часть 8 охватывает стойку 6 и связана с ней с возможностью относительного поворота и перемещения вдоль оси. Для осуществления перемещения на боковой наружной поверхности стойки 6 выполнены спиральные пазы б, а на поворотной части 8 закреплены пальцы 11, взаимодействующие с поверхностями пазов б и образующие совместно байонетный механизм. На поворотной части 8 расположены штыри 12, снабженные пружинами 13 и служаш,ие для фиксации обрабатываемого изделия по отверстиям, имеющимся в его дне. На верхней плите 14 штампа закреплен клин 15, посредством которого рабочие усилия передаются на ползушку 3 и пуансон 4. Штамп снабжен датчиками 16 контроля положения промежуточной части 7 оправки. Штамп работает следующим образом. Обрабатываемое изделие устанавливают на поворотную часть 8 оправки, когда последняя вместе с промежуточной частью 7 находится в верхнем положении. После этого переключают рабочий цилиндр 9 на обратный ход, и шток цилиндра с закрепленной на нем промежуточной частью 7 и поворотной частью 8 перемещается вниз. Пальцы 11, взаимодействуя со спиральными пазами б стойки 6, поворачивают часть 8. В процессе поворота при совпадении осей отверстий в дне изделия с осями фиксирующих щтырей 12 последние входят в эти отверстия и поворачивают изделие в положение, заданное пазами а и размещенными в них штырями 10. По команде от датчиков 16 при дости, , . „ „.. „ жении промежуточной частью 7 крайнего нижнего положения включается привод (не показан) перемещения ползушки 3 и пуансона 4 и осуществляется пробивка отверстий в стенке изделия. Отход удаляется через провальное отверстие, После пробивки отверстия вновь переключают цилиндр 9 и он возвращает обработанное изделие в верхнее положение. Использование предлагаемого штампа позволит повысить производительность процесса установки, фиксации и съема изделий, а вместе с тем процесса обработки изделий в целом, улучшит условия обслуживания и обеспечит возможность обработки изделий на автоматизированных комплексах и линиях.
2
А-А noBep tyrrro
cpus.3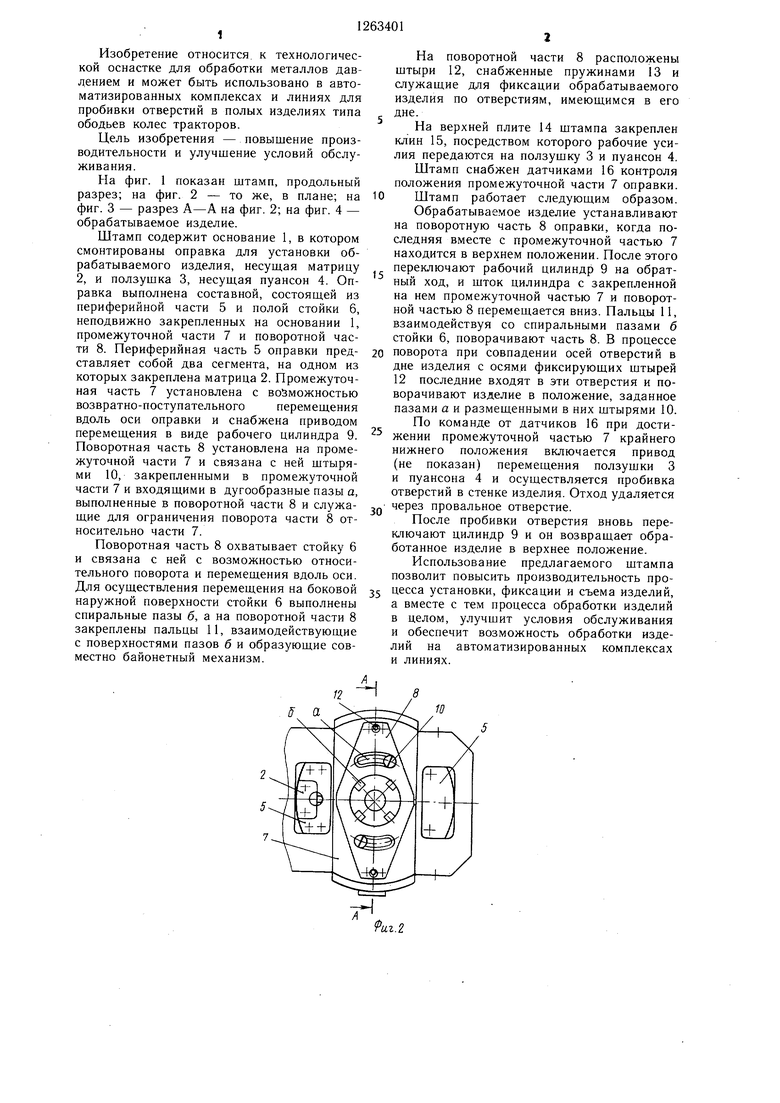
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЧАТЫХИЗДЕЛИЯХ | 1970 |
|
SU264325A1 |
| ШТАМП ДЛЯ ОДНОВРЕМЕННОЙ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ НЕСКОЛЬКИХ ПОЛЫХ ДЕТАЛЕЙ | 1986 |
|
SU1840347A1 |
| Штамп для вырезки отверстий в полых изделиях | 1983 |
|
SU1101313A1 |
| Штамп для пробивки отверстий в полом изделии | 1976 |
|
SU596333A1 |
| Штамп для пробивки отверстий в стенке полого изделия | 1986 |
|
SU1360856A1 |
| Устройство для пробивки отверстий в стенках полых деталей | 1981 |
|
SU1015978A1 |
| Штамп для пробивки отверстий в полых изделиях типа колпачков | 1984 |
|
SU1189543A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп м.и.лазаренко для получения радиальных выступов на внутренней поверхности полой детали | 1977 |
|
SU694256A1 |
ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ ПОЛЫХ ИЗДЕЛИЙ С дном, содержаший пуансон и оправку, выполненную составной из концентричных периферийной части, закрепленной на основании и несущей матрицу, и части, установленной с возможностью поворота вокруг продольной оси и оснаш,енной штырями для фиксации изделий по отверстиям в дне, и средств поворота, отличающийся тем, что, с целью повышения производительности и улучшения условий обслуживания, оправка штампа снабжена стойкой, жестко закрепленной на основании в центральной части оправки, и промежуточной частью, размешенной между стойкой и периферийной частью с возможностью перемещения вдоль оси, а средство поворота выполнено в виде привода осевого перемещения промежуточной части, дугообразных пазов и входящих в них штырей, расположенных на торцах промежуточной и поворотной частей с возможностью взаимодействия, и байо нетного механизма, связывающего поворотW ную часть со стойкой.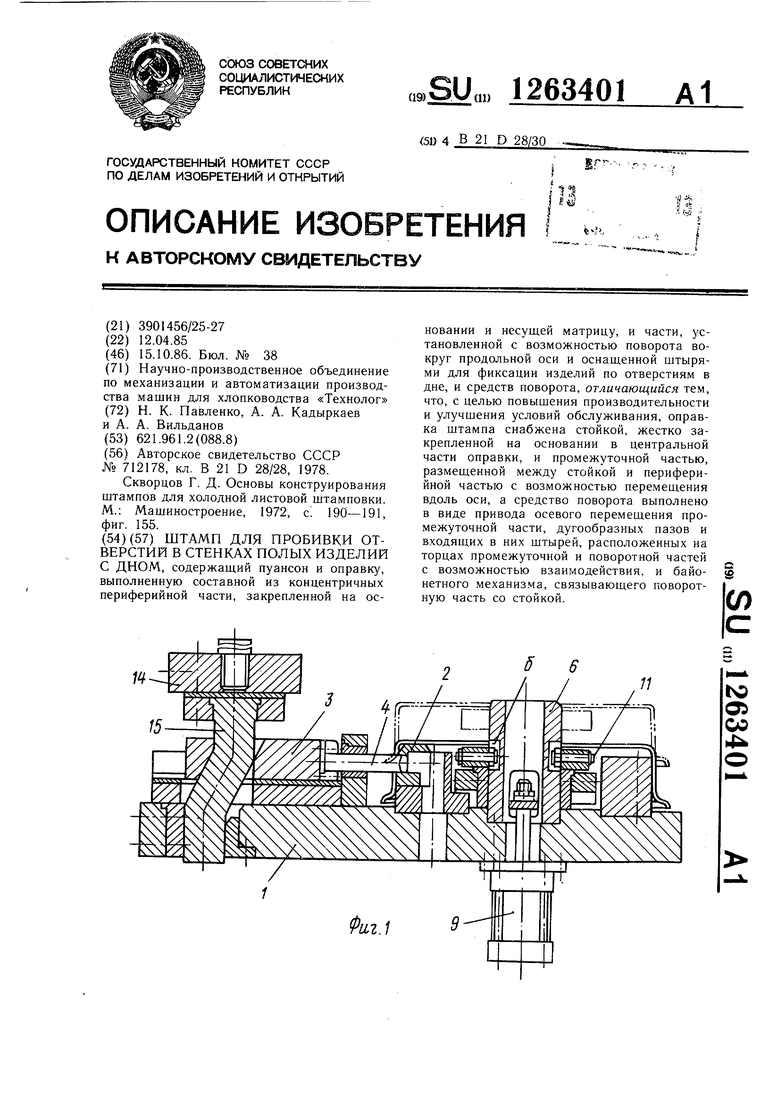
сригЛ
| Штамп для пробивки отверстий на боковой поверхности полой детали | 1978 |
|
SU712178A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Скворцов Г | |||
| Д | |||
| Основы конструирования штампов для холодной листовой штамповки | |||
| М.: Машиностроение, 1972, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
