1
Изобретение относится к области обработки металлов давлением и может быть использовано в производстве полых деталей.
Известен штамп для пробивки отверстий на боковой поверхности полой детали, содержащий закрепленные на плитах штампа пуансоны, устройство для поворота изделия, фиксируемое в заданном положении, а также матрицы, размещенные в этом устройстве 1.
Известный штамп не позволяет пробить отверстия на новерхности детали, имеющей форму части сферы.
Целью изобретения является обеспечение получения отверстий на поверхности детали, имеющей форму части сферы.
Цель изобретения достигается тем, что устройство для поворота изделия выполнено в виде двух колец, одно из которых установлено с возможностью поворота вокруг горизонтальной оси, другое размешено на нем с возможностью совместного поворота вокруг оси и относительного поворота в плоскости кольца, а также полой стойки, закрепленной на нлите и несущей полуоси, на которые установлено первое кольцо, а также несущей матрицы. На кольце, поворотном в двух плоскостях, может быть закреплено храповое колесо.
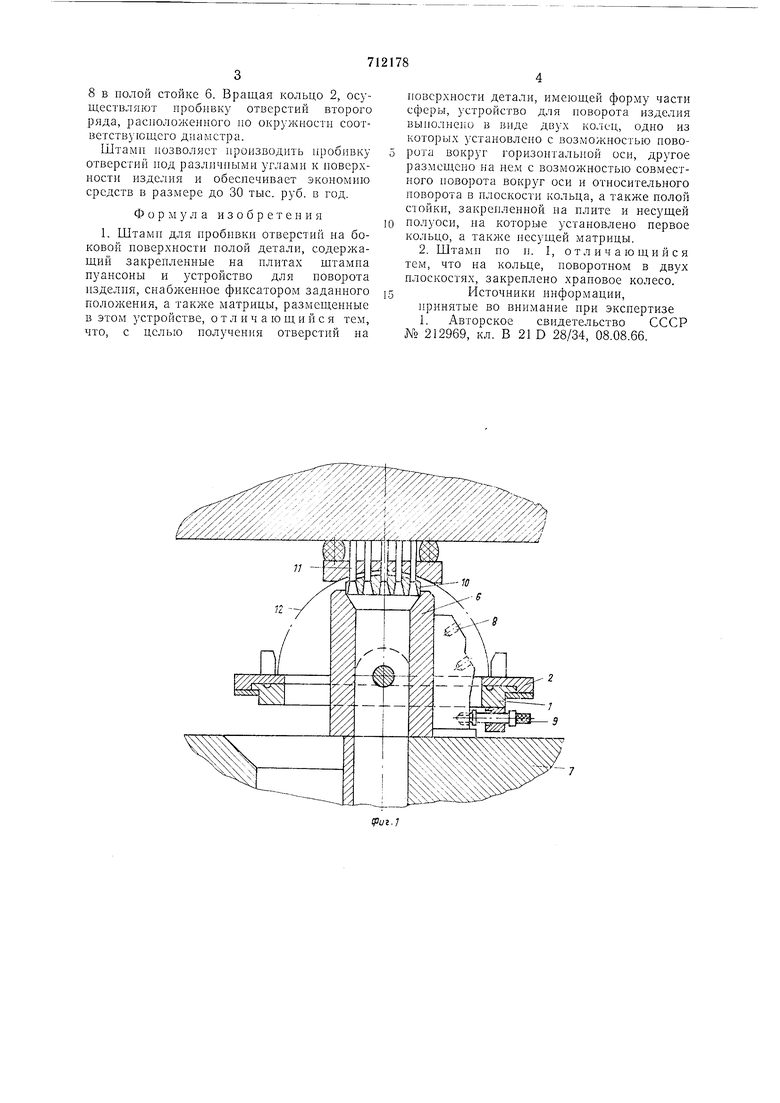
На фиг. 1 показан штамп в разрезе; на фиг. 2 - нижняя половина штампа, вид в плане. Штамп содержит кольцо 1, второе кольцо 2, размещенное на кольце 1 с возможностью поворота вокруг оси и относительного поворота в плоскости кольца 1. На кольце 2 закреплено храповое колесо 3, которое фиксируется собачкой 4. Кольцо 2
закреплено на горизонтальных полуосях 5, укрепленных в полой стойке 6. Последняя помещена в отверстиях колец 1 и 2 и закреплена на плите 7 штампа. Кольца 1 и 2 скреплены между собой и могут вращаться
вокруг полуосей 5 в вертикальной плоскости. Нолая стойка 6 имеет три отверстия 8 для фиксации колец 1 и 2 фиксатором 9. Матрицы 10 размещены на полой стойке. Нуансоны И закреплены в верхней части
штампа.
Штамп работает следующим образом. Заготовку 12 укрепляют на кольце 2, поворотно в двух плоскостях, и оно фиксируется зубьями храпового колеса 3 в необходимых положениях. Нри каждом положении кольца 2 производится пробивка группы отверстий. Таким образом деталь постепенно поворачивают на 360°. Затем кольца 1 и 2 поворачивают вокруг полуосей
5 и фиксируют по одному из трех отверстий
8 в полой стойке 6. Вращая кольцо 2, осуществляют пробивку отверстий второго ряда, расположенного по окружпостп соответствующего диаметра.
Штамп позволяет пропзводпть пробивку отверстпй под различными углами к поверхности изделия и обеспечивает экономию средств в размере до 30 тыс. руб. в год.
Формула изобретения
1. Штамп для пробивкп отверстий на боковой поверхности полой детали, содержащий закрепленные на плитах щтампа пуансоны и устройство для поворота изделия, снаб}кеппое фиксатором задапного положения, а также матрицы, размещенные в этом устройстве, отличающийся тем, что, с целью получения отверстий на
поверхности детали, имеющей форму части сферы, устройство для поворота изделия выполнено в виде двух колец, одно из которых установлено с возможноетью поворота вокруг горизонтальной оси, другое размещено на нем е возможностью совместного поворота вокруг оси и относительного поворота в плоскости кольца, а также полой стойки, закрепленной на плите и несущей полуоси, на которые установлено первое кольцо, а также несущей матрицы.
2. Штамп по п. I, отличающийся тем, что на кольце, поворотном в двух плоскостях, закреплено храповое колесо.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 212969, кл. В 21 D 28/34, 08.08.66.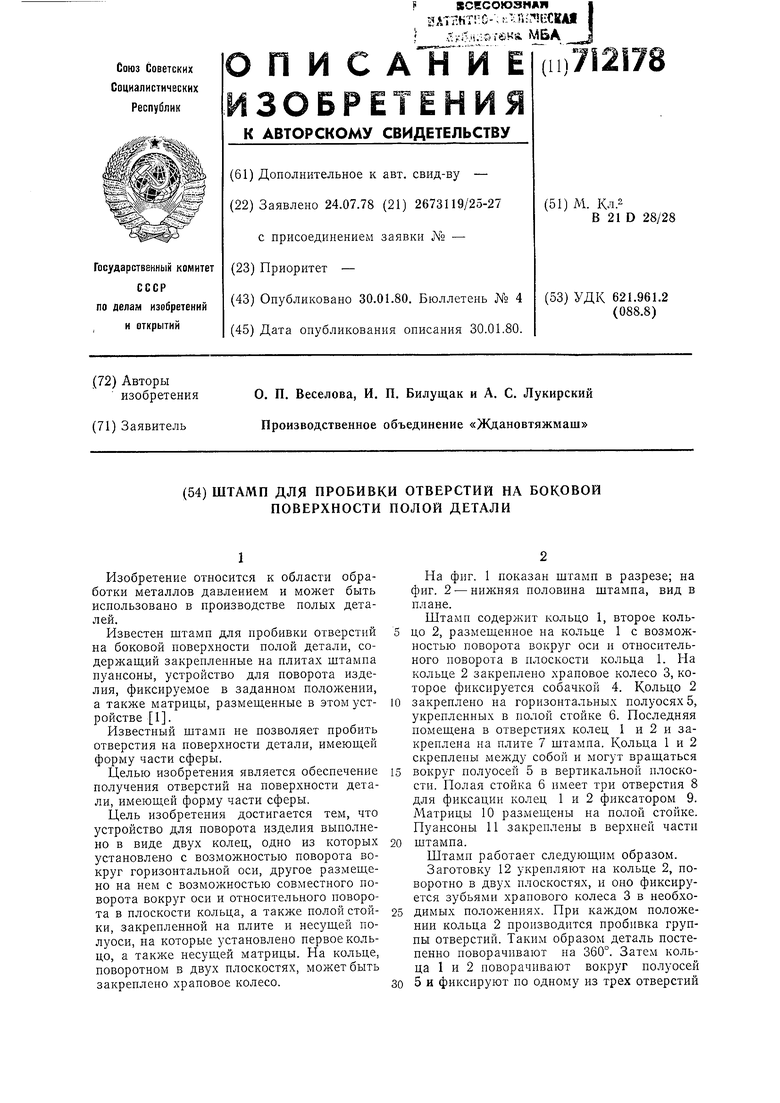
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЧАТЫХИЗДЕЛИЯХ | 1970 |
|
SU264325A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Штамп для пробивки отверстий в стенках полых изделий с дном | 1985 |
|
SU1263401A1 |
| Штамп с револьверным механизмом подачи | 1981 |
|
SU988414A1 |
| Штамп для пробивки отверстий в полых деталях | 1979 |
|
SU919787A1 |
| Переналаживаемый штамп | 1979 |
|
SU841720A1 |
| Штамп с отключаемыми пуансонами | 1986 |
|
SU1411078A1 |
| Штамп для пробивки окон в полых изделиях | 1989 |
|
SU1750804A1 |
Риг. г
