1
Изобретение относится к машиностроению и предназначено, в частности, для гибки деталей типа удлиненных петель.
Известно устройство для гибки петель из проволоки, содержащее смонтированные в корпусе механизм зажима заготовки и механизм формовани.я петли, выполненный в виде двух соосно установленных приводных гибочных головок.
Описываемое устройство отличается те.м, что каждая гибочная головка выполнена в виде полого штока, смонтированного в направляющих с возможностью осевого неремещения и имеющего винтовой паз, в котором установлен палец размещенного в щтоке подпружиненного гибочного поводка. Это повышает производительность устройства.
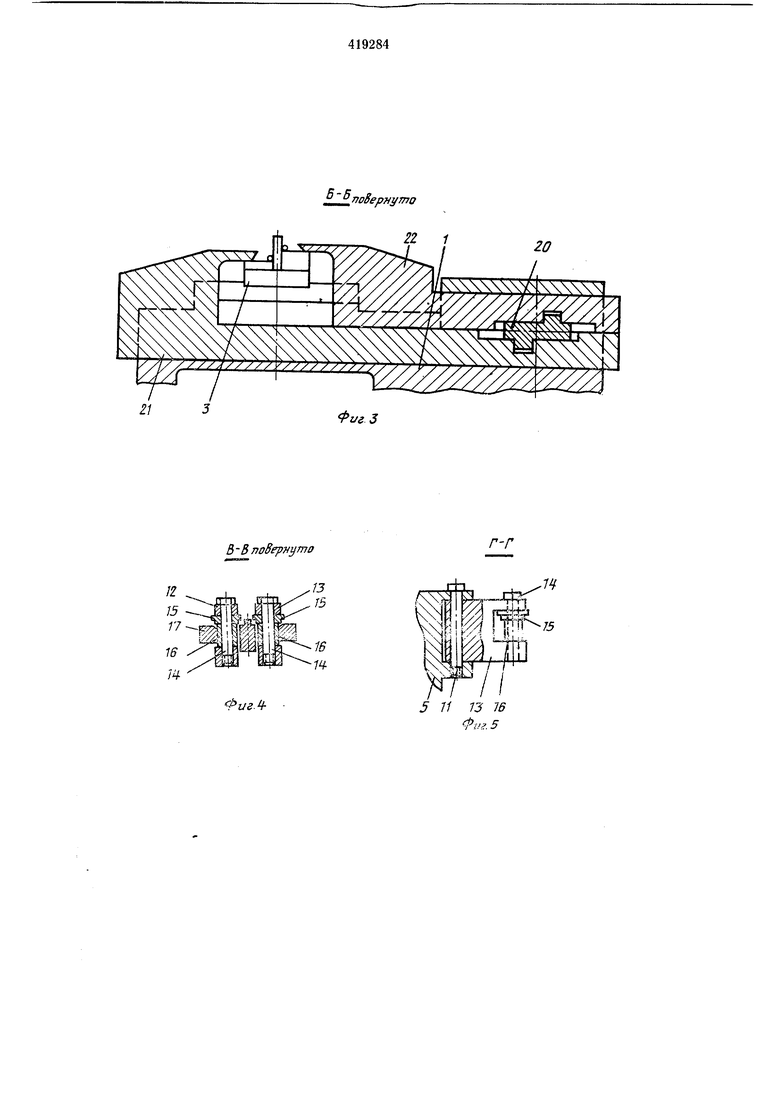
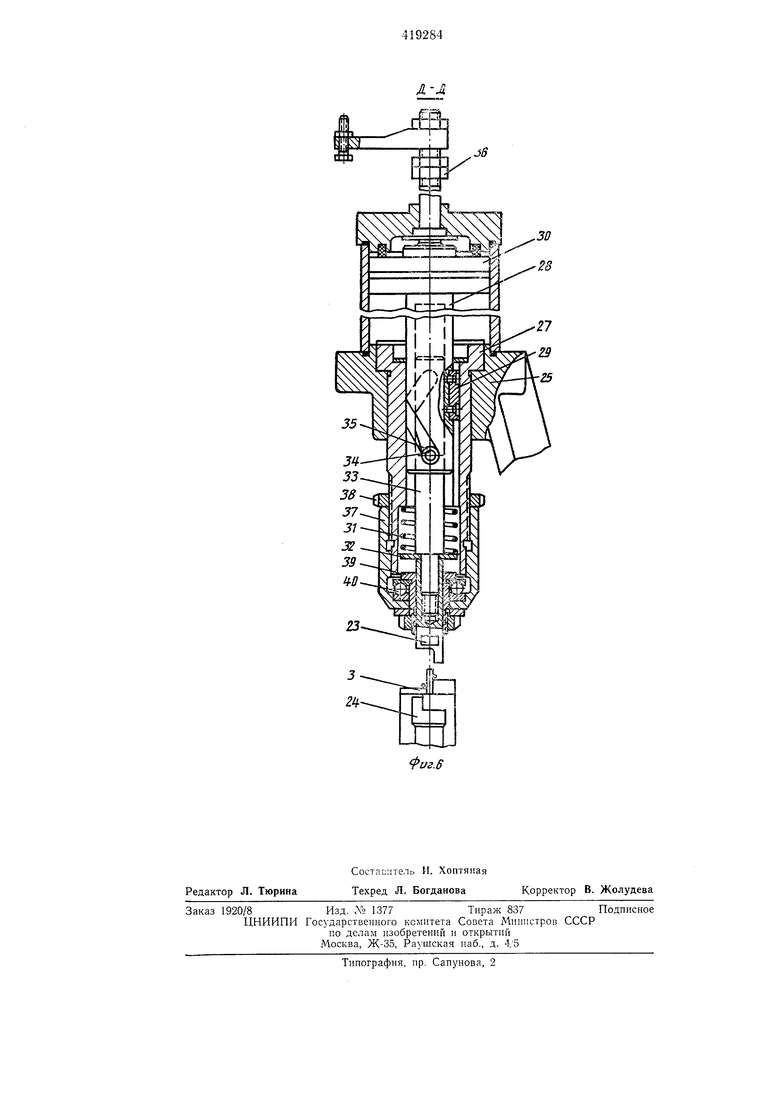
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. I; на фиг. 5 - разрез по Г-Г на фиг. ; на фиг. 6 - разрез по Д-Д на фиг. 2.
В корпусе 1 устройства смонтирована база 2 с каплевидным выступом и база 3 с прямоугольным выступом. Упор 4 прикреплен к подвижно.му ползуну 5. Движение планки 6 осуществляется под давлением сжатого воздуха штоком 7 и поршнем 8, а ползун 5 связан с поршнем 9 штоком 10. В ползуне 5 на осях
11 установлены качалки 12 и 13, в них же на осях 14 установлены верхние формующие ролики 15 и нижние ограничивающие ролики 16. Регулирующий копир 17 вмонтирован в базу 2. Пневмоцилиндр с порщнем 18 через шток 19 и планку 20 с двумя противонаправленными клиньями связан с прижимами 21 и 22. Гибка петель производится гибочными поводками 23 и 24. Вертикально над и под базой 3
к корпусу прикреплены два кронштейна 25 и 26, в каждый из которых запрессован направляющий стакан 27 пневматической гибочной головки; в стакане движется полый щток 28 со спиральной канавкой и шпонкой 29, который приводится в движение поршнем 30. Пружина 31 в направляющем стакапе 27 через шайбу 32 прижимает запрессованный в каждом стержне 33 палец 34 с роликом 35 к нижней части спиральной канавки штока 28. Поводки 23 и 24 жестко связаны со стержнями 33. Гайки 36 навинчены на наружную резьбовую часть штока 28, а вращающийся упор, состоящий из резьбовой втулки 37, контргайки 38, втулки 39 и упорного подшипника 40,
регулирует степень ввода поводков 23 и 24 в зону гибки.
Проволочная заготовка укладывается па базу 2 до упора 4, и подается команда «Пуск. Поршень 8 перемещает шток 7 вперед, и прижим 6 прижимает заготовку к базе 2. В конце хода прижима 6 срабатывает пневмоцилиндр с поршнем 9, перемещающий щток 10, ползун 5 с качалками 12 и 13 на осях 11 вперед. Во время этого движения ограничивающие ролики 16 обкатываются по копиру 17, который определяет степень гибки с учетом упругой деформации. Так как заготовка прижата к выступу базы 2, формирующие ролики 15, обкатываясь по заготовке, производят гибку. Концы заготовки, приближаясь, проскальзывают по заходным скосам на гребне прижимов 21 и 22 мимо поводков 23 и 24 и прижимаются на разных уровнях к выступу базы 3. Затем срабатывает ппевмоцилипдр с поршнем 18, перемещающий шток 19 и плапку 20 с двумя противонаправленными клиньями; последние приводят во встречное движение прижимы 21 и 22, которые жестко зажпмают загнутые концы заготовки с обеих сторон выступа базы 3. Как только концы прижимаются, срабатывает пневмоцилиндр с поршнем 30, перемещающий вертикально вниз полый шток 28 со спиральной канавкой и щпонку 29. Шпонка 29 не позволяет штоку 28 при перемещении вниз, во время гибки, вращаться относительно направляющего стакана 27. В момент покоя и в начале движения штока 28 пружина 31 прижимает через шайбу 32 запрессованный в стержне 33 палец 34 с роликом 35 к нижней части спиральной канавки щтока, и как только поводок 23 опустится до уровня зоны гибки верхнего конца заготовки на базе 3, шайба 32 коснется упора 39. Стержень 33 и поводок 23 за счет спиральной канавки па штоке начинают вращаться; они вращаются до тех пор, пока гайка 36 не упрется в крыщку пневмоцилиндра. Угол поворота стержня 33 с поводком, а следовательпо, и гибка верхнего конца заготовки относительно
выступа базы 3 регулируются положением гаек 36 на штоке 28, т. е. ограничением хода штока.
После окончания процесса работы верхней гибочной головки с поводком 23, срабатывает пиевмоцилиндр нижней гибочной головки с поводком 24. Поводок 24 сначала поднимается вертикально до уровня зоны гибки нижнего конца заготовки, затем, вращаясь относительно базы 3 навстречу вращению новодка 23, производит гибку нижнего конца заготовки. Произведя гибку заготовки, пневмоцилиндры получают команду, по которой поводки 23 и 24 совершают обратные вращения, затем поводок 24 онускается, а поводок 23 поднимается, прижимы 6, 21, 22 освобождают обработанную деталь, а ползун 5 с качалками 12, 13 и роликами 15, 16 возвращаются в исходное положепие. Так как гибка производится на
разных уровнях и концы во время гибки находятся в напряженном состоянии, при извлечении детали концы ее занимают выпрямленное положение на одном уровне.
Предмет изобретения
Устройство для гибки петель из проволоки, содерл ащее смонтированные в корпусе механизм зажима заготовки и механизм формования петли, выполненный в виде двух соосно установленных приводных гибочных головок, отличающееся тем, что, с целью повышения производительности, каждая гибочная головка выполнена в виде полого штока, смонтированного в направляющих с возможностью осевого перемещения и имеющего винтовой наз, в котором установлен палец размещенного в штоке подпружиненного гибочного поводка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Автомат для сварки под флюсом | 1978 |
|
SU897447A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ ПРОВОЛОКИ | 1970 |
|
SU263557A1 |
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Устройство для изготовления монтажных петель плоской и пространственной конфигурации | 1983 |
|
SU1222369A1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Автомат для сгибания фигурных изделий | 1980 |
|
SU917883A1 |
| Станок для гибки цилиндрическихиздЕлий | 1979 |
|
SU804079A1 |

9 W1 Ч I 11 rr JTF
,лиВер у7по
Е -Впо8ер уто
Фиг 3
г-г
Фиг.Ц5 11 13 76
JS
