Фг/f. /
Изобретение относится к машиностроению, а именно к инструментам для обработки прецизионных отверстий .
Известна абразивная развертка, содержащая коническую оправку со шпоночным ггазом, набор надетых на нее чередующихся дистанционных элементов и конических деформируемых втулок с нанесенным на их поверхность абразивным слоем, шайбы, расположенные между крайними втулками и гайками, фиксирующими набор втулок .
В процессе обработки износ абра зивного слоя каждой втулки неравномерен, соответственно и подналадка их на наружный диаметр производится неодновременно. Для подналадки одной из втулок необходимо каждый раз снимать весь набор деформируемых втулок, что сних(ает производительность переналадки. Кроме того, в одном инструменте для передачи крутящего момента набору втулок, применены цилиндрические шпонки, которыми необходимо снабжать каждую втулку. Передача крутящего момента такой шпонкой производится по линии контакта, что приводит к смятию поверхностей . В процессе обработки возможны крутильные смещения, так как шпонка находится у края втулки. Это искажает профиль развертки и снижает точность обработки.
Целью изобретения является упрощение наладки абразивной развертки и повышение точности обработки.
Для достижения поставленной цели на втулках и дистанционных элементах выполнен наружный продольный паз, переходящий на торцах крайних втулок в поперечный паз, в шайбах выполнены внутренний продольный и поперечный пазы. В эти пазы и в шпоночный паз конической оправки установлена П-образная шпонка, а дистанционные элементы выполнены в виде полуколец с внутренним выступом.
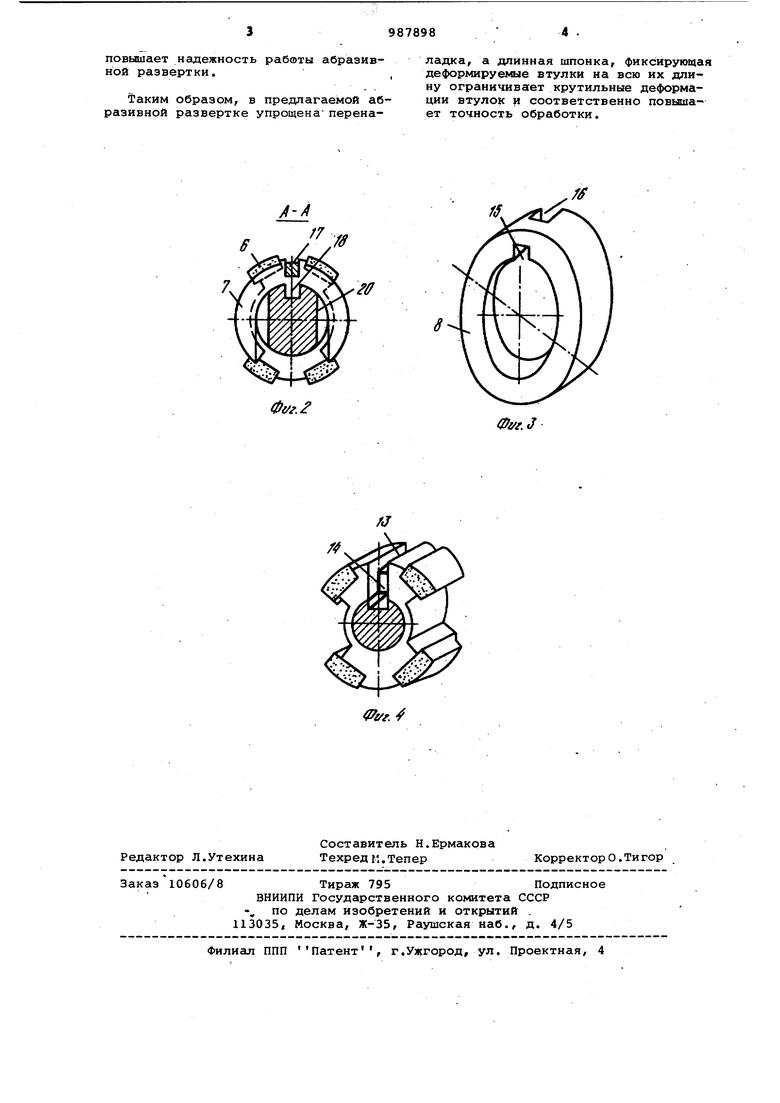
На фиг. 1 показана образивная развертка,- продольный разрез; на фиг.2разрез А-А фиг. 1; на-фиг. 3 - шайба в аксонометрии; на фиг. 4 - торец крайней деформируемой втулки в аксонометрии.
Абразивная развертка содержит коническую оправку 1, на которой расположены деформируемые втулки 2-5 (две и более). На наружной поверхности втулок 3 укреплены абразивные элементы, например алмазные бруски 6 в совокупности своей образующие режущую поверхность. Между деформируем:з1ми втулками/ установлены дистанционные .элементы 7, выполненные в виде полуколец. Набор втулок 2-5 фиксируется в осевом направлении шайбами 8, 9 и гайками 10, 11. На конической оправке 1 профрезерованшпоночный Паз 12. На наружной поверхности втулок 2-5 выполнен продольный паз 13, переходящий на торцах крайних втулок 2 и 5 в поперечный паз 14 (см, фИг. 4). На одной линии с этими пазами на дистанционных элементах 7 также выполнены пазы, В шайбах 8 и 9 выполнены внутренний продольный паз 15 и поперечный паз 16. Во все перечисленные пазы и в шпоночный паз 12 оправки 1 установлена П-образная шпонка 17. Дистанционный элемент 7 имеет внутренний выступ 18, расположенный в пазу 12. Для передачи крутящего момента абразивной развертке служит штифт 19. На конической части оправкиимеются лыски 20, расположенные напротив тонкостенных участков втулок 2-5.
Изготавливают абразивную развертку следующим образом.
После изготовления отдельных элементов и напайки на втулки 2-5 брусков б разных характеристик ЗУ- ,-i ки насаживают на оправку i (б:-:з дистанционных элементов 7) до соприкосновения их торцов и шлифуют по наружному диаметру в один размер. Затем настраивают каждую втулку на свой размер, устанавливая между ними дистанционный элемент той или иной толщины. Толщина дистанционного элемента подбирается таким образом, чтобы превышение диаметров соседних режуших поверхностей не превышало 0,01-0,02 мм.
В случае неравномерно износа одной из втулок ее переналаживают на нужный диаметр. Для этого отворачивают гайки 10, 11, сдвигают шайбы В 9 и снимают П-образную шпонку 17. Дистанционный элемент снимают и заменяют на другой. Сборка производится в обратном порядке.
Если необходимо переналадить абразивную развертку на обработку отверстия, например, большего по диаметру отворачивают гайку 11 и начинают заворачивать гайку 10, Набор втулок перемещается по конической оправке, синхронно изменяя диаметры всех втулок. Изменение диаметров происходит за счет деформации тонкостенных участков втулок, имеющих возможность деформироваться в сторону лысок 20 оправки 1,
При абразивной развертке большой длины. П-образная шпонка становится неустойчивой в поперечном направлении .. В результате средние втулки под действием крутящего момента могут повернуться на некоторый угол. Для исключения этого укрепляют П-образную шпонку на среднем участке в пазах выполненных в дистанционных элементах. Элементы служат также для восприятия крутящего момента. Это
повышает надежность работы абразивной развертки.
Таким образом, в предлагаемой абразивной развертке упрощена- переналадка, а длинная шпонка, фиксирующая деформируемые втулки на всю их длину ограничивает крутильные деформации втулок и соответственно повышает точность обработки.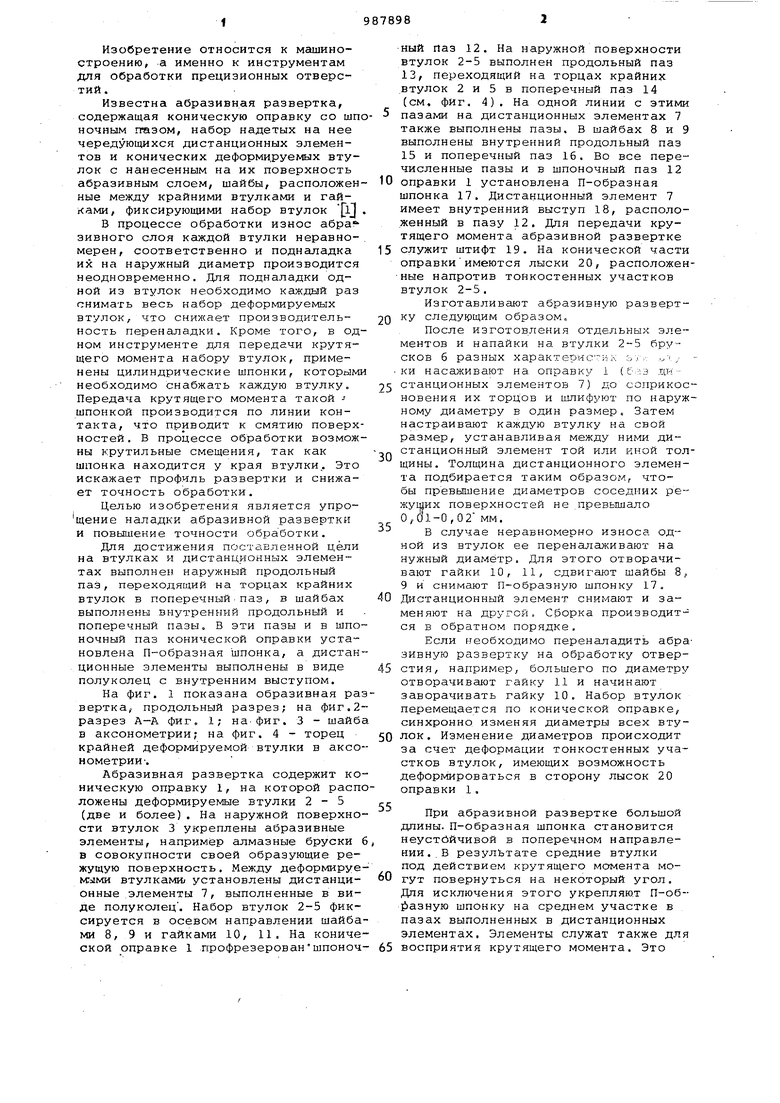
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий и абразивная развертка для обработки отверстий | 1983 |
|
SU1093510A1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Устройство для автоматической подналадки осевого инструмента | 1983 |
|
SU1117199A1 |
| Абразивная развертка | 1986 |
|
SU1333551A1 |
| Абразивная развертка | 1985 |
|
SU1263504A1 |
| ПОГРУЖНОЙ ЭЛЕКТРИЧЕСКИЙ НАСОС | 2006 |
|
RU2330187C1 |
| АБРАЗИВНАЯ РАЗВЕРТКА | 1998 |
|
RU2123926C1 |
| Фрезерная оправка | 1987 |
|
SU1465192A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Способ обработки отверстий | 1985 |
|
SU1256935A1 |
АБРАЗИВНАЯ РАЗВЕРТКА, содержащая коническую опра-вку со шпоночным пазом, набор надетых на нее чередующихся дистанционных элементов и конических деформируемых втулок с нанесеннымна их с поверхность абразивным слоем, шайбы, расположенные между крайними втулками и гайками, фиксирующими набор йтулок отличающаяся тем, что, с целью упрощения переналадки и повьшения точности обработки, на втулках и дистанционных элементах выполнен наружный продольный паз, переходящий на торцах крайних втулок в поперечный паз, в шайбах выполнены внутренний продольный и поперечный пазы, а шпонка выполнена П-образной и размещена во всех пазах, при этом дистанционные элементы выполнены в виде полуколец с внутренним йыступом, предназначенным для фиксгщии в шпоночном пазу.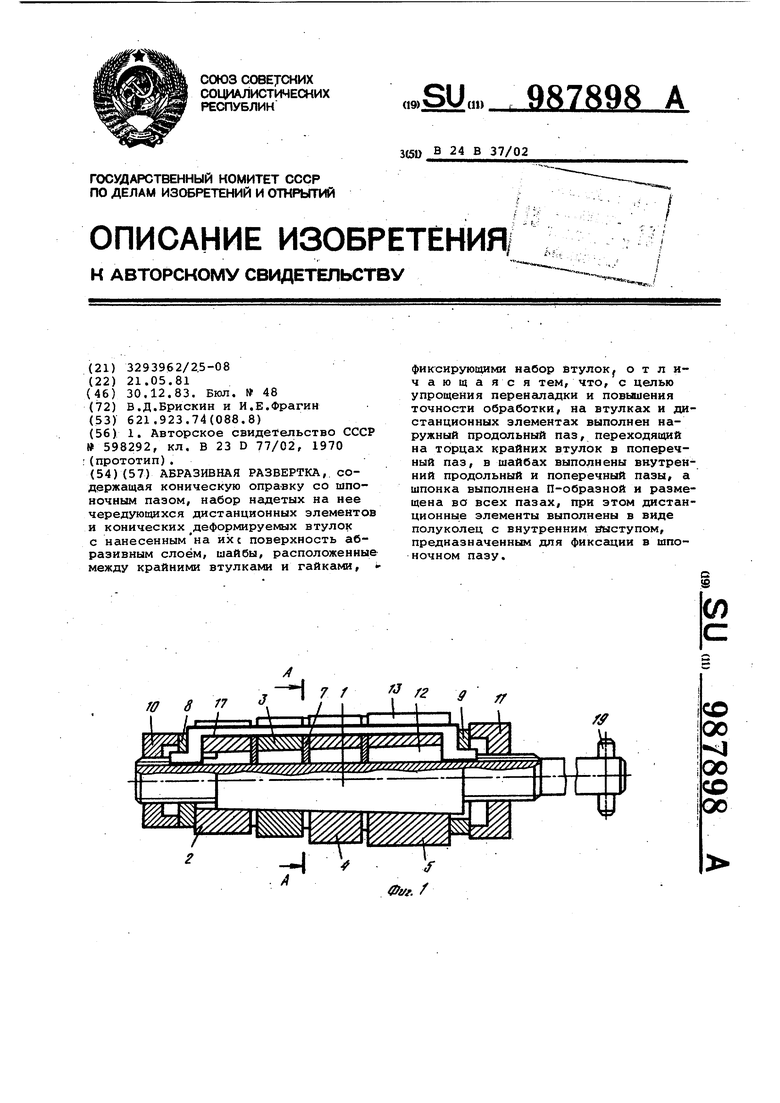
// .
2V/./
. J
74
Руг. /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Абразивная развертка | 1976 |
|
SU598292A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
