Известны автоматы для изготовления пружин растяжения с ушками из бесконечной спирали, действующие по методу расширения, отгибки и рассечения одного витка.
Предлагаемый автомат отличается тем, что, с целью обеспечения надежности действия и упрош;ения конструкции, механизм для расширения и отгибки витка выполнен в виде двух профилированных кулачков, враил,ающихся навстречу друг другу.
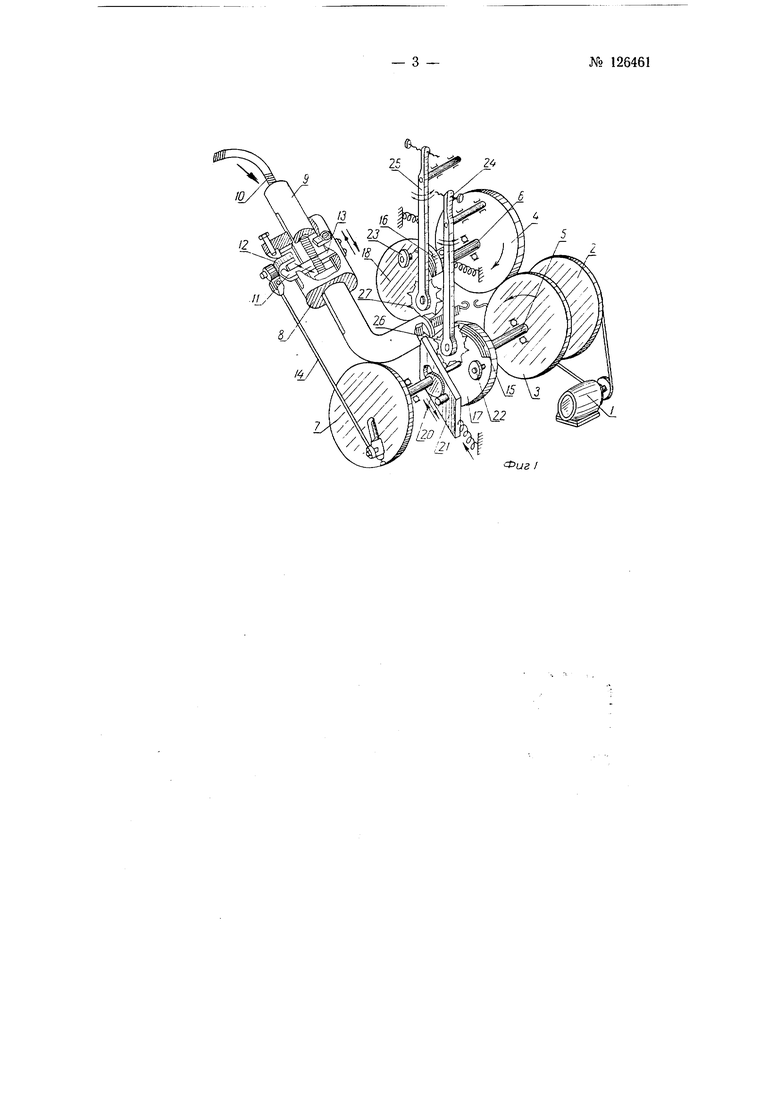
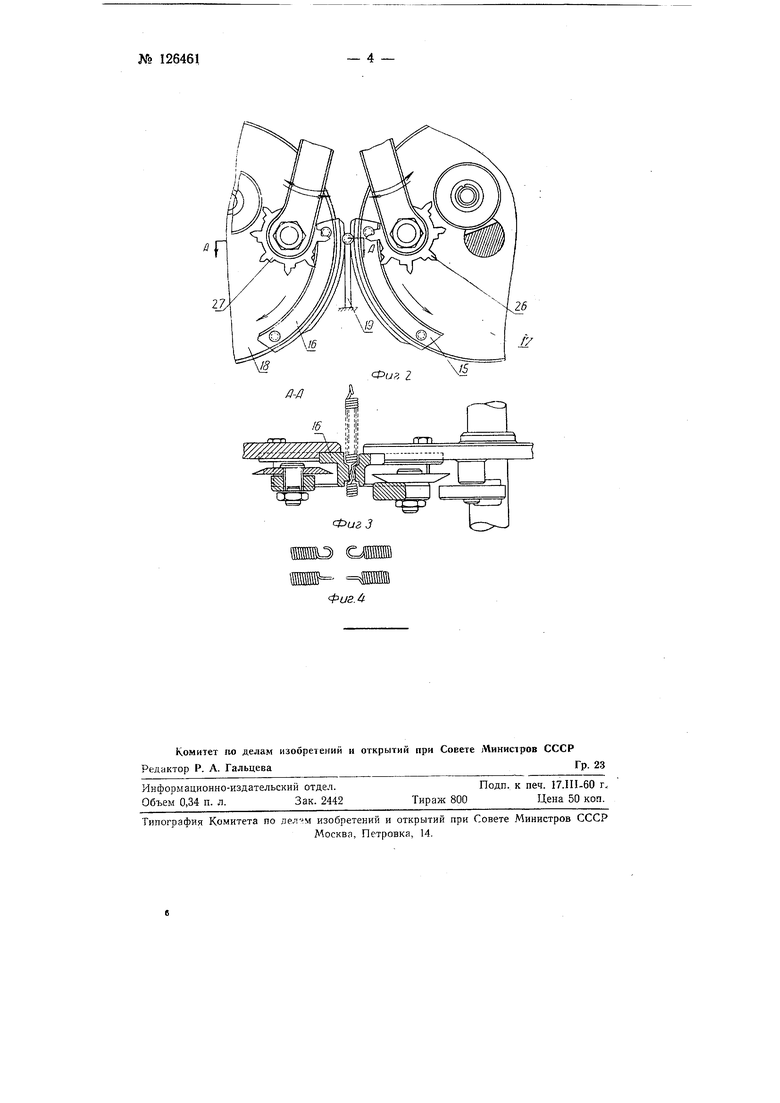
На фиг. 1 представлена кинематическая схема а-зто.мата; на фиг. 2-формующие кулачки и ножи, в плане; на фиг. 3-то же, вид спереди с частичным разрезом ло ЛЛ на фиг. 2; на фиг. 4-форма получаемого ушка.
Электродвигатель 1 через шкив 2 и шестерни 3 н 4 приводит во вращение валы 5 и 5. За один оборот этих валов совершается полный цикл работы автомата. На валу 5 установлен диск 7 кривошипно-шатунного механизма нодачи. Подаюший механизм представляет собой каретку 8, совершающую принудительное возвратно-поступательное движение по трубе 9, через которую проходит подлежащая разрезке бесконечная спираль 10. Трубка имеет две прорези, в которых могут перемещаться подающая собачка У/, закрепленная на рычаге 12, и упор 13, закрепленный на каретке 8. При повороте диска 7 каретка S с поднятой подающей собачкой 11 отводится шатуном 14 в положение захвата спирали. В начале обратного движения каретки шатун 14 поворачивает рычаг 12, и укрепленная на нем собачка 11 прижимает к упору 13 спираль 10, увлекая последнюю вместе с кареткой 8. Величина щага подачи спирали регулируется изменением эксцентрицитета кривошипа на диске 7.
После окончания подачи сиирали 10 к ней подходит механизм дли расширения и отгибки витка, выполненный в виде вращающихся на№ 126461
встречу друг другу профилированных кулачков 15 и 16, установленных на дисках 17 и 18. Механизм отделяет один витчэк и отгибает его по оси спирали под утлом 90° по отношению к остальным виткам. Для обеспечения плавного и правильного захода один из кулачков входит в спираль несколько раньше другого. Расстояние между острыми заходными частями кулачков равно шагу спирали. Сравнительно большая длина профиля кулачка обусловливает малое изменение профиля на единицу длины, что обеспечивает длительный срок службы кулачков. В процессе формовки витка спираль 10 поддерживается упором 19.
В конце операции формовки витка эксцентрик 20 освобождает прижим 21, который под действием пружины зажимает спираль 10.
При дальнейшем повороте дисков 17 и 18 смонтированные на них ролики 22 и 23 воздействуют на рычаги 24 и 25, несущие отрезные ножи 26 и 27. Последние выполнены в виде звездочек с несколькими режуш,ими зубьями. При затуплении одного из зубьев в работу вводится следующий- зуб.
Пожи входят в подготовленную кулачками петлю и производят ее разрезку. Перед разрезкой, благодаря специальной форме ножа, происходит дополнительная формовка петли.
После разрезки эксцентрик 20 отводит прижим 21 н освобождает спираль 10. Каретка 8 подающего мехапизма к этому времени снова занимает исходное положение для подачи спирали 10, и цикл повторяется.
Предмет изобретения
Автомат для изготовления пружин растяжения с ушками из бесконечной спирали методом расширения, отгибки и рассечки одного из витков, отличающийся тем, что, с целью обеспечения надежности действия и упрощения конструкции станка, механизм (инструмент) для расширения и отгибки витка выполнен в виде вращающихся навстречу друг другу профилированных кулачков.
2f
Фиг I
CQD
Фиг 3
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗГОТОВЛЕНИЯ ПРУЖИН РАСТЯЖЕНИЯс УШКАМИ | 1967 |
|
SU190317A1 |
| Автомат для изготовления пружин растяжения с ушками | 1972 |
|
SU475205A1 |
| БИБЛИОТЕКА IЛ. И. Фалалеев | 1972 |
|
SU349456A1 |
| Автомат для изготовления пружин растяжения из бесконечной спирали | 1978 |
|
SU860927A1 |
| Механизм для формирования ушка к автомату для изготовления пружин растяжения из бесконечной спирали | 1976 |
|
SU655462A1 |
| ОСЬСОЮЗНАЯ mmm-jimriu'im | 1973 |
|
SU384278A1 |
| Автоматическая линия изготовления спиралей | 1991 |
|
SU1821276A1 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1968 |
|
SU212980A1 |
| Автомат для изготовления плетеной сетки | 1983 |
|
SU1117111A1 |
| Приспособление для резки и формовки концов пружин | 1972 |
|
SU444594A1 |