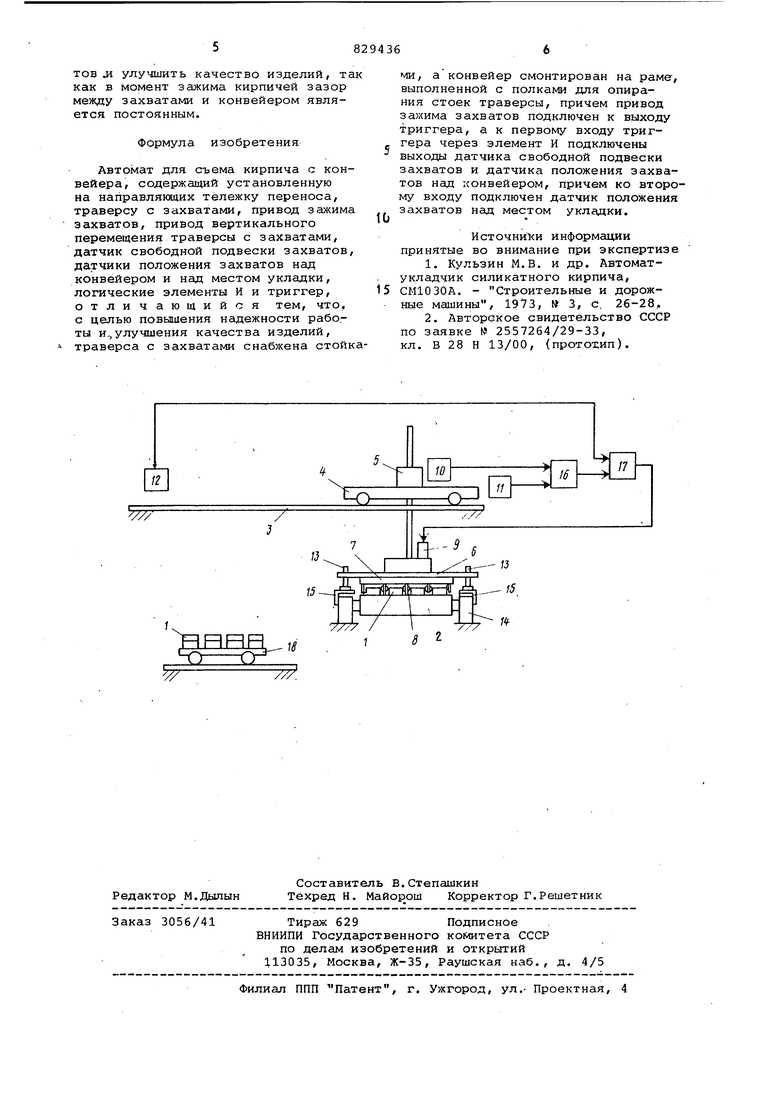
Изобретение относится к оборудованию для промышленности строительных материалов и может быть использо вано в автоматах для съема силикатно го кирпича с пресса. Известен автомат для съема кирпича с конвейера и укладки его на ваго нетку, содержащий тележку переноса, траверсу с захватами, выполненными в виде надувных пневмошин, привод зажима захватов и привод вертикально го перемещения. Для остановки захватов над вагонеткой при укладке кирпича используется закрепленный на траверсе датчик, воздействующий на поворотную штангу с кулачками, сдвинутыми по вертикали на высоту слоя и на угол, равный Д , где - чис ло слоев на вагонетке. Штанга поворачивается от воздействия тележки на храповой механизм. Для остановки захватов при съеме кирпича над транс портером также использован датчик, закрепленный на траверсе и воздействующий на упор у транспортера 1 . Такой автомат является сложным и не обеспечивает качественной укладки при колебаниях размера кирпич и высоты вагонеток, а таюхе надежно зажима изделий, так как при опускаНИИ захватов над конвейером не обеспечивается их точная остановка (точность остановки зависит от установки датчика, напряжения питания, регулировки тормоза-И т. д.). В то же время точная остановка захватов с пневмошинами крайне важна, так как надежный зажим силикатного сырца возможен только при строго стабильном выступании из захватов, что определяется, в свою очередь, величиной .зазора между захватами и транспортером в момент зажима кирпича. Известен также автомат для съема кирпича и укладки его иа вагонетку, содержащий установленную на направлякщих тележку переноса, траверсу с захватами, привод зажима захватов, привод вертикального перемацения траверсы с захватами, датчик свободной подвески захватов, датчики положения захватов над конвейером и над местом укладки, логические элементы И и триггер 2. Данный автомат производит качественную укладку зажатого кирпича на вагонетку, но не обеспечивает надежного зажима, так.как остановка траверсы при опускании ее нгш конвейером как и в предыдущем случае производится датчиком положения траверсы а точность зазора между захватами и конвейером зависит от многих факто ров, в частности от регулировки тормоза и напряжения питания. При откло нениях зазора от номинального зажим кирпича-сырца производится за края, вследствие чего сырец имеквдий до автоклавной обработки малую механическую прочность, повреж дается и кач-ество изделий ухудшается.. Цель изобретения - повышение над ности работы и улучшение качества изделий. Цель достигается тем, что в авто мате для съема кирпича с конвейера, содержащем установленную на направляющих тележку переноса, траверсу с захватами, привод зажима захватов привод вертикального перемещения траверсы с захватами, датчик свобод ной подвески захватов, датчик полож ния захватов над конвейером и над местом укладки, лоп ческие элементы И и триггер, траверса с захватам снабхона стойками, а конвейер смонт рован на раме, выполненной с полкам для опирания стоек траверсы, причем привод зажима захватов подключен к выходу триггера, а к первому входу триггера через элемент И, подключен выходы датчика свободной подвески з ватов и датчика положения захватов над конвейером, при этом ко второму входу подключен датчик положения захватов над местом укладки, На чертеже схематично изображен автомат для съема кирпича с конвейе ра. Кирпичи 1 уложены на конвейере 2 Над конвейером на направляющих 3 установлена тележка 4 переноса, на которой с помощью привода 5 вертикального перемещения закреплена траверса 6 с захватами 7. Привод зажима захватов выполнен в виде пневмошин 8 с клапаном 9. Автомат снабжен датчиком 10 свободной подве ки захватов, датчиком 11 положения захватов над конвейером и датчиком 12 положения захватов над местом уклгщки. Траверса б снабжена стойкa /IИ 13, а конвейер 2 смонтирован на раме 14 с полками 15. Высота сто ек 13 может регулироваться. Для управления автоматом использован логический элемент И 16 и RS-триггер 17, к выходу которого подключен клапан 9 привода зажима захватов. К одному из входов триггера через э мент 16 подключе Ы датчик 10 свобод ной подвески захватов и датчик 11 положения захватов над конвейером, а ко второму входу триггера - даг чик 12 положения захватов над место укладки. Датчик 10 подключен также к приводу 5 вертикального переме ения захватов. Тележка 18 служит ля транспортировки кирпича в автоклав. На чертеже захваты 7 показаны в момент съема кирпичей. Автомат работает следующим образом. Группа кирпичей комплектуется на конвейере 2. Тележка 4 переноса в исходном положении находится над конвейером 2 и воздействует на датчик 11 положения захватов над конвейером. При наборе на конвейере . заданного числа кирпичей траверса 6 с захватами 7 опускается с помощью привода 5. В конце хода стойки 13 траверсы б устанавливаются на полки 15 рамы 14. При дальнейшей работе привода 5 траверса и захваты не перемещаются, а механизм привода воздействует на датчик 10 свободной подвески захватов, сигнал которого отключает привод 5. Так как на обоих входах логического элемента 16 имеется сигнал, появляется сигнал на его выходе, подключенном к входу триггера 17. Сигнал с выхода триггера обеспечивает включение клапана 9, через который воздух подается в пневмошины 8. Пневмошины зажимают кирпичи 1. В момент зажима кирпича траверса через стойки 13 полностью ложится на полки 15 рамы 14 и зазор между пневмошинами и конвейером однозначно определяется взгшмным расположением стоек 13 и полок 15, за счет чего выступание кирпича из захватов становится стабильным и не зависящим от параметров привода, тормозов, напряжения питания и других факторов. Величину выступания можно регулировать, выполнив, например, стойки 13 в виде винтов. После зажима кирпича включается привод 5 и траверса с захватами поднимается. Тележка 4 переноса по направляющим 3 перемещается к вагонетке 18, где траверса с захватами опускается. При положении захватов над местом укладки сигнал датчика 12 отключает триггер 17. Клапан 9 отключается и воздух выходит из пневмошин 8. Траверса с захватами поднимается и тележка 4 возвращается к конвейеру. Далее цикл повторяется. В автомате зазор между захватами и конвейером в момент зажима кирпичей является постоянным, определяемым только положениями стоек относительно захватов и полок относительно конвейера. Этот зазор не зависит от регулировки тормоза, установок и точности датчиков, напржхения питания и прочих факторов. Соответственно, величина выступления кирпичей из захватов становится стабильной, что позволяет повысить надежность работы и улучшить качество изделий. Предлагаемое решение позволяет повысить надежность работы захватов л улучшить качество изделий, та как в момент зажима кирпичей зазор между захватами и конвейером является постоянным.
Формула изобретения
Автомат для съема кирпича с конвейера, содержащий установленную на направляющих тележку переноса, траверсу с захватами, привод зажима захватов, привод вертикального перемещения траверсы с захватами, датчик свободной подвески захватов, датчики положения захватов над конвейером и над местом укладки, логические элементы И и триггер, отличающийся тем, что, с целью повышения надежности работы и.,улучшения качества изделий, траверса с захватами снабжена стойкми, а конвейер смонтирован на раме, выполненной с полками для опирания стоек траверсы, причем привод зажима захватов подключен к выходу триггера, а к первому входу триггера через элемент И подключены выходы датчика свободной подвески захватов и датчика положения захватов над конвейером, причем ко второму входу подключен датчик положения захватов над местом укладки.
Источники информации принятые во внимание при экспертизе
1,Кульзин М.В. и др. Автоматукладчик силикатного кирпича,
15 СМ1030А. - Строительные и дорожные машины, 1973, 3, с, 26-28,
2.Авторское свидетельство СССР по заявке I 2557264/29-33,
кл. В 28 Н 13/00, (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления укладкой кирпича | 1977 |
|
SU662357A1 |
| Система управления укладкой кирпича | 1989 |
|
SU1653981A1 |
| Устройство управления автоматом для укладки кирпича | 1990 |
|
SU1726265A1 |
| Устройство автоматического управления автоматом для укладки кирпича | 1988 |
|
SU1648779A1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |
| Система автоматического управления укладкой кирпича | 1984 |
|
SU1265049A1 |
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| УСТАНОВКА ДЛЯ СЪЕМА ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1973 |
|
SU364445A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
-fl
J
lHRH
8 г
