1чЭ
а
Од
а со
Изобретение относится к сварк, а именно к KOHTaKtHoft стыковой сварке оплавлением, и может быть использовано для сварки звеньев цепи.
Цель изобретения - повьппение качества сварки звеньев цепи из углеродистых и легированных сталей.
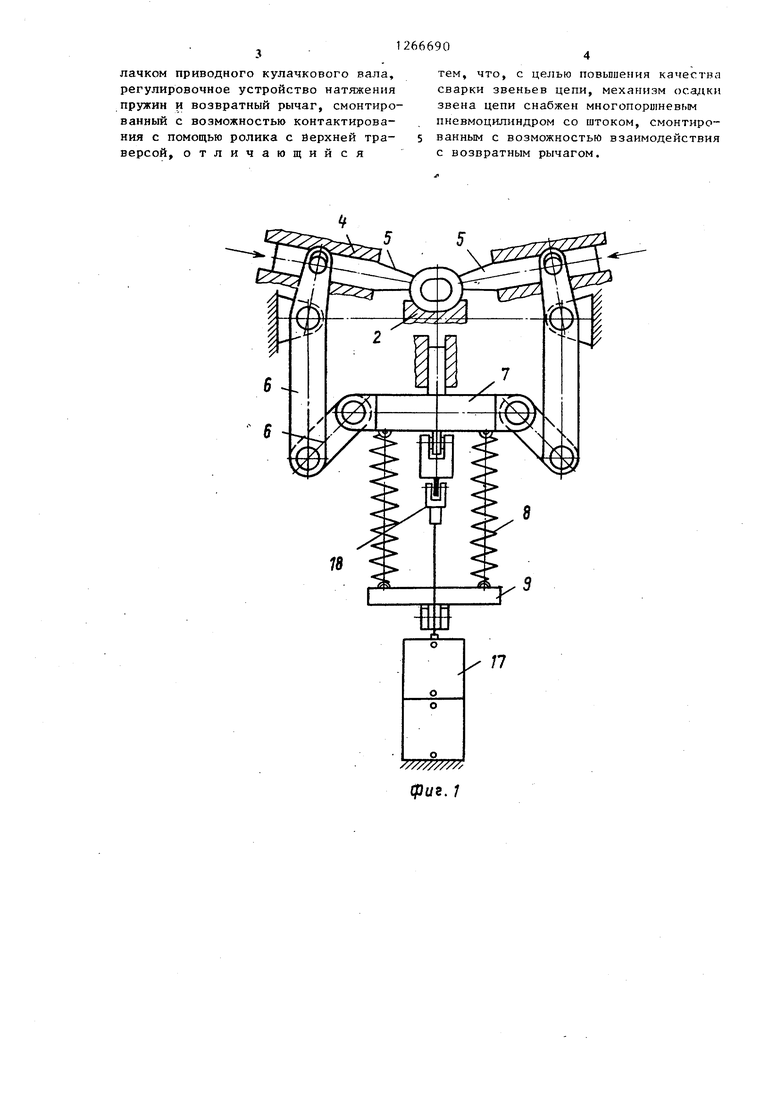
На фиг. 1 схематически изображен автомат для сварки звеньев цепи, вид спереди; на фиг. 2 - то же, вид сбоку.
Автомат для сварки звеньев цепи содержит приводной кулачковый вал 1, механизм 2 подачи звеньев цепи на шаг, механизм 3 подвода и отвода электродов, механизм 4 осадки звена цепи.
Механизм 4 осадки звена содержит обжимки 5 звена цепи, соединенные рычагами 6 с верхней траверсой 7, соединенной пружинами-, 8 с нижней траверсой 9, рычаги 10 и 11 натяжения пружин, контактирующие с помощью ролика 12 с кулачком 13, регулировочное устройство 14 натяжения пружин, возвратный рычаг 15, контактирующий с помощью ролика 16 с верхней траверсой 7, пневмоцилиндр 17, взаимодействующий с помощью штока 18 с воз.вратным рычагом 15.
Автомат для сварки звеньев цепи работает следующим образом.
, От приводного кулачкового вала 1 механизмом 2 подачи звеньев цепи н,а шаг цепь подается на шаг. После этого кулачок 13, контактируя с роликом 12 через рычаги натяжения пружины 10 и 11, перемещает нижнюю траверсу 9 вниз, которая через пружины перемещает верхнюю траверсу 7 вниз, которая, в свою очередь, через рычаги 6 подводит обжимки 5 в соприкосновение со звеном цепи и сжимает его с максимальным усилием осадки, создаваемым натяжными пружинами 8.
Одновременно механизм 3 подвода и отвода электродов подводит электроды в KOHjaKT со-звеном цепи. Приводной кулачковый вал 1 включает конечный выключатель, которьй через электрическую систему управления останавливает приводной кулачковый вал 1, включает электропневмоклапаны пневмоцилиндра 17 и сварочный ток. 1 невмоцилиндр 17 (вьщвигает шток) штоком 18 создает усилие на возвратном рычаге 15 и тем самым ослабляет действие пружин 8 на верхнюю траверсу 7 и в конечном итоге на меха- низм 4 осадки звена. При усилии штока 18 на возвратный рычаг 15-Р
. Pt-1-,
, 1- верхняя траверса 7 поднимаетLI
ся, и усилие сжатия звена цепи равно
нулю.
Таким образом, в процессе сварки
с помощью пневмоцилиндра 17 и электрической системы управления можно программировать усилие сжатия звена (создавать ступенчатое или пульсирующее усилие), ослабляя или усиливая
воздействие усилия Р на верхнюю
траверсу. При этом регулировка усилия на возвратный рычаг 15 производится регулировкой давления в камерах пневмоцилиндра 17. При достижении необходимого разогрева сгыка звена цепи
усилие PJ, создаваемое штоком 18 резко снимается (пневмоцилиндр убирает шток вниз) и производится осадка звена цепи усилием Р, создаваемым .
пружинами 8. По окончании сварки и осадки звена цепи срабатывает конечный выключатель, подается сигнал на возобновление вращения приводного кулачкового вала 1, который
кулачком 13 через возвратный рычаг 15 при помощи ролика 16 поднимает верхнюю траверсу 7, и с помощью указанной рычажной системы приводит механизм 4 осадки звена в исходное
(разжатое) положение. В дальнейшем цикл повторяется
Изобретение улучшает и стабилизирует качество сварки звеньев цепи из углеродистых и легированных сталей путём обеспечения многоступенчатого или пульсирующего давления в стыке при разогреве и повьпиенного давления при осадке на автоматах для сварки сопротивл€;нием.
Формула изобретения
Автомат для сварки звеньев цепи преимущественно из углеродистых и легированных сталей, содержащий приводной, кулачковый вал, механизм подачи звеньев цепи на шаг, механизм подвода и отвода электродов, механизм , осадки звена цепи, содержащий .обжимки звена цепи, кинематически соеди- . ненные рычагами с верхней траверсой, соединенной пружинами с нижней траверсой, рычаги натяжения пружин, смонтированные с возможностью контактирования с помощью ролика с KVлачком приводного кулачкового вала, регулировочное устройство натяжения пружин и возвратный рычаг, смонтированный с возможностью контактирования с помощью ролика с верхней траверсой, отличающийся
тем, что, с целью повьпиения качества сварки звеньев цепи, механизм осадки звена цепи снабжен многопоршневым пневмоцилиндром со штоком, смонтированным с возможностью взаимодействия с возвратным рычагом.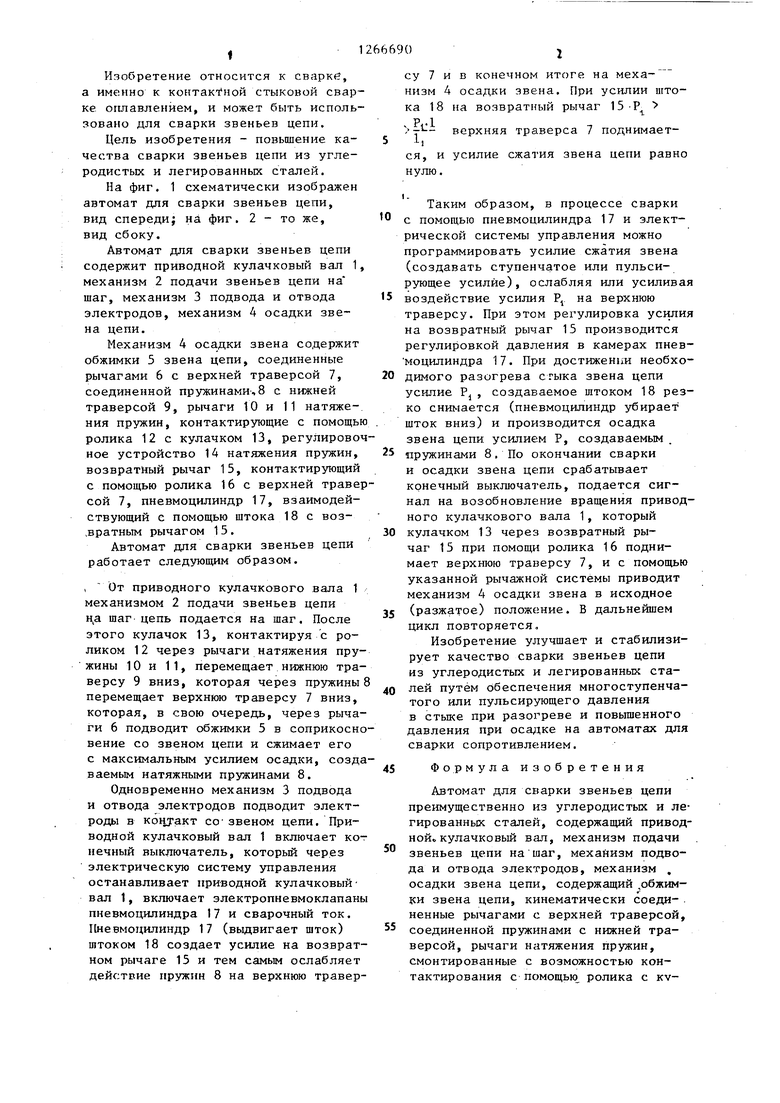
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СВАРКИ ЦЕПЕЙ | 1969 |
|
SU236964A1 |
| Ьм1ШМЕШ'?КНАВ| | 1973 |
|
SU382489A1 |
| Автомат сборки внутренних звеньев втулочнороликовых цепей | 1981 |
|
SU958034A1 |
| Автомат для сварки под флюсом | 1978 |
|
SU897447A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Машина для контактной стыковой сварки труб | 1982 |
|
SU1222458A1 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПРОВОЛОЧНЫХ РЕЗИСТОРОВ | 1967 |
|
SU223880A1 |
| НИТКОШВЕЙНАЯ МАШИНА И ЕЕ ШВЕЙНЫЙ МЕХАНИЗМ, МЕХАНИЗМ ПЕРЕНОСА НИТИ, МЕХАНИЗМ ПРОКОЛА И НИТЕПРОВОДЯЩИЙ МЕХАНИЗМ | 2004 |
|
RU2283774C2 |
Изобретение относится к области сварочной техники и может быть использовано преимущественно прл изготовлении цепей методом стыковой сварки. Целью изобретения является повышение качества сварки звеньев цепи из углеродистых и легированных сталей nyt-eM сварки их методом оплавления. Механизм осадки звена цепи автомата для сварки звеньев цепи, работающего по методу сварки сопротивлением, снабжен многопоршневым пневмоцилиндром, смонтированным с возможностью взаимодействия с возвратным рычагом, позволяющим изменять .многоступенчато или пульсационно давление в стыке в процессе оплавления. 2 ил.
фие. 7 IP ill 7K фиг. 2 4-1-M- 3 . //777/77/7/
| ИНТЕРФЕЙС И СИСТЕМА ДЛЯ МАНИПУЛЯЦИИ ПИКТОГРАММАМИ АКТИВНЫХ ОКОН В АДМИНИСТРАТОРЕ ОКОН | 2005 |
|
RU2409833C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Чернильница для аппарата Морзе | 1928 |
|
SU8221A1 |
| Насос | 1917 |
|
SU13A1 |
