Известны автоматы для сварки одиостыковых иеней методом сопротивления, содержащие нрнводной кулачковый распределительный вал и связанные с ним механизмы иодачи цепи и осадки звена, электрододержатели с ТОКОПОД1ЮДЯЩИМИ электродами и пуансоны для обжатия грата, установленные на поворотных рычагах.
Предложенный автомат проще по конструкции и более производителен. От известных он отличается тем, что электрододержатели щарнирно закреплены ,иа подпружиненных ползушках, неремещающихся в направляющих, которые установлены на рычагах, несущих пуансоны для обжатия грата. Па рычаrax смонтированы также толкатели, воздействующие на электрододержатели.
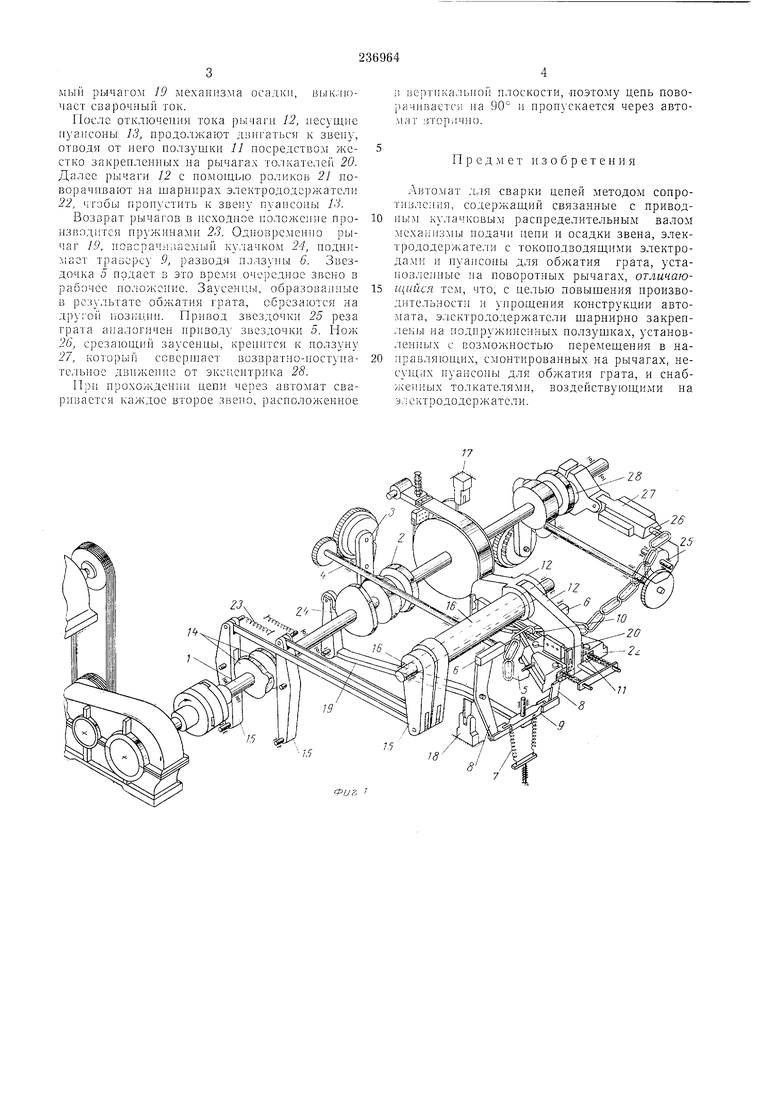
Па фиг. 1 изображена кинематическая схема автомата; на фиг. 2 - механизм подвода электродов и обжима грата.
Основными узлами автомата являются: механизм осадки звена, механизм подвода электродов и обжима грата, механизм подачи звена на иозиниро сварки, механизм реза грата и механизм подачи звена иа позицию реза.
Автомат работает следующим образом.
От электродвигателя через клиноременную передачу и редуктор вращение передается кулачковому валу 1. становлениый ла валу кулачок 2 через рычаг 3, храповой механизм, зубчатую передачу и карданный валок 4 обеспечивает прерывистое вращение звездочки 5, подающей очередное звено цепи на позицию сварки. Пасаженное иа звездочку 5 звено подгибается ползунами 6 механизма осадки до соприкосновения торцов и осаживается для достижения необходимого удельного давления в стыке. Ползуны 6 перемещаются с помощью пружин 7 через рычаги 8 и траверсу 9. Патяжением пружин 7 регулируют усилие осадки.
Далее к звеиу подводятея электроды, уетановлениые в электрододержателях 10, которые ширннрно закреплены на подпружиненных ползушках 11. Паиравляющие ползушек } смоитированы на рычагах 12, в которых также размещены пуансоны 13 обжатия грата. Рычаги 12 приводятся в движение от кулачков 14 через рычаги 15 и шлицевые валы 16, один из которых иолый.
После подвода к звеиу электродов конечный переключатель 17, управляемый кулачковы.м валом, включает сварочный ток. Стык нагревается до сварочной температуры, звено осаживается и достигает заданных размеров. Далее конечный переключатель 18, управляемый рычагом 19 механизма осадки, выключает сварочаын ток.
После отключения тока рычаги 12, несущие пуансоны 13, нродолжают двнгаться к звену, отводя от него ползушкн // посредством жестко закрепленных на рычагах толкателей 20. Далее рычаги 12 с номощыо роликов 21 новорачавают на шарннрах электрододержатели 22, чтобы пронустнть к звену пуансош 13,
Возврат рыча1 ов в нсходпое ноложение нроизводится пружинами 23. Одновре.менно рычаг 19, повсрачи; аеА1ый кулачком 24, подннмает траверсу 9, разводя нллзуны 6. Звездочка 5 подает в это время очередное звено в рабочее ноложсине. Заусенщя, образованные в результате обжатия грата, о.брезаются на 1юзИ|Цни. Привод звездочки 25 реза грата аналогичен приводу звездочки 5. Пож
26,срезак ндий заусенпы, кренится к нолзуну
27,который совергоает возвратно-ноетунательное движение от эксцентрика 28.
П;)н нрохожденни неп)1 через автомат сваривается каждое второе звено, расноложенное
вертикально нлоскости, поэтому цепь пово11ачиваетс)1 иа 90° и пронускается через автомаг iTOpil4HO.
Предмет изобретен и я
Авто-мат для сварки цепей методом сопротивления, содержащий связанные с приводным кулачковым распределительным валом механизмы нодачн пени п осадки звена, электрододержатели е токонодводящими электродами и нуансоны для обжатия грата, установленные иа новоротпых рычагах, отличающийся тем, что, с целью повышения производительности и упрощения конструкции автомата, электрододержателп щарцирно закреплен)л на Г1однруж1-п-1енных ползушках, установленных с возлюжноетью неремещення в направляющих, емонтированных на рычагах, несущих нуансоны для обжатия грата, и снабженных толкателямн, воздействующими на Э:1ектродо держатели.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки звеньев цепи | 1985 |
|
SU1266690A1 |
| Машина для контактной сварки цепей | 1958 |
|
SU115043A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Автомат для осадки шайб в гальванические элементы | 1950 |
|
SU97983A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1977 |
|
SU649524A1 |
| Автомат для сборки и сварки | 1977 |
|
SU638439A1 |
| АВТОМАТ ДЛЯ СБОРКИ И МНОГОТОЧЕЧНОЙ СВАРКИ ТЕПЛООБМЕННИКОВ XOJЮДИЛЬHЫX АГРЕГАТОВ | 1967 |
|
SU197835A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1985 |
|
SU1291331A1 |
| Установка для приварки кронштейна к звену цепи | 1980 |
|
SU893456A1 |
| Ьм1ШМЕШ'?КНАВ| | 1973 |
|
SU382489A1 |

