(54) АВТОМАТ ДЛЯ СВАРКИ ПОД ФЛЮСОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки под флюсом | 1985 |
|
SU1266688A1 |
| Автоматическое устройство для сварки под флюсом стыковых соединений | 1981 |
|
SU998047A1 |
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ПОД СЛОЕМ ФЛЮСА | 1969 |
|
SU251116A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1238917A1 |
| Устройство для изготовления проволочных пучков | 1975 |
|
SU551098A1 |
| Устройство для подачи электроднойпРОВОлОКи | 1979 |
|
SU821094A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
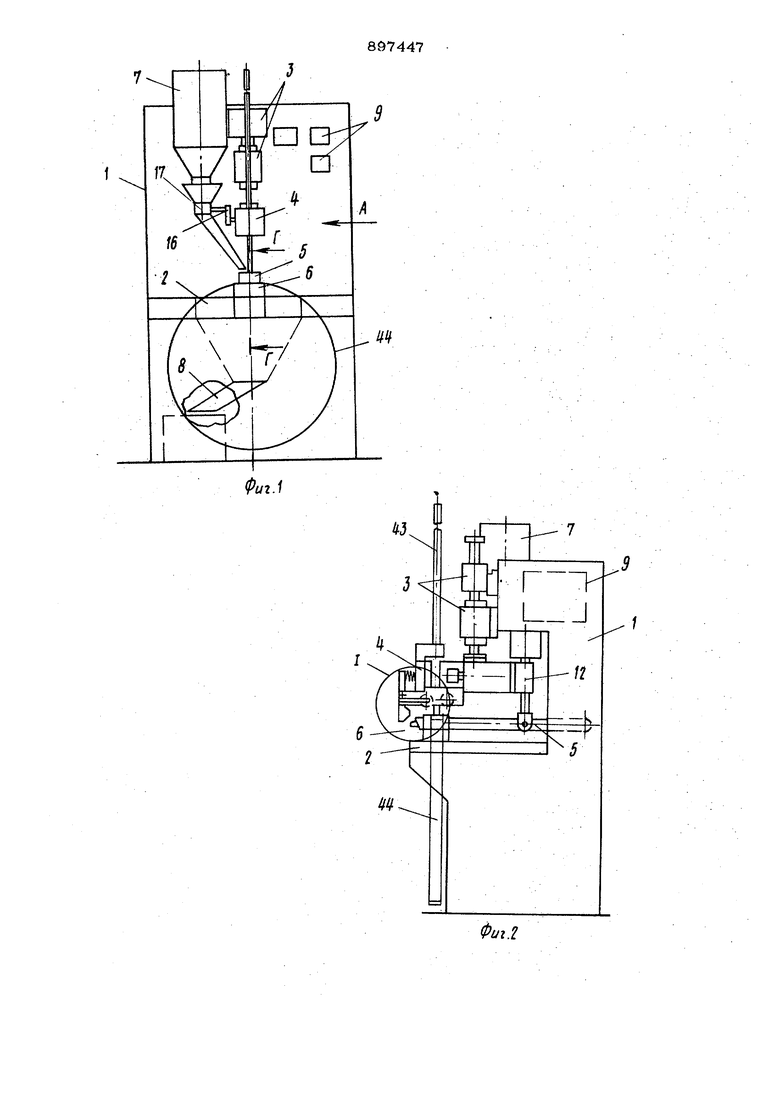
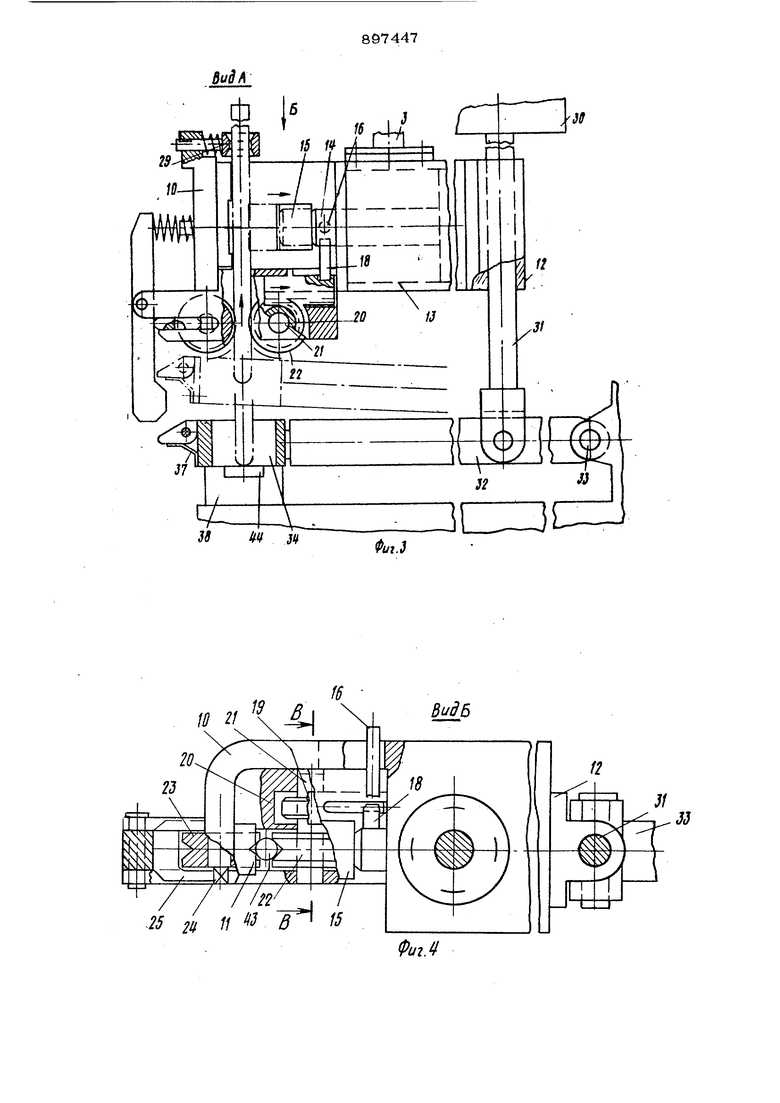
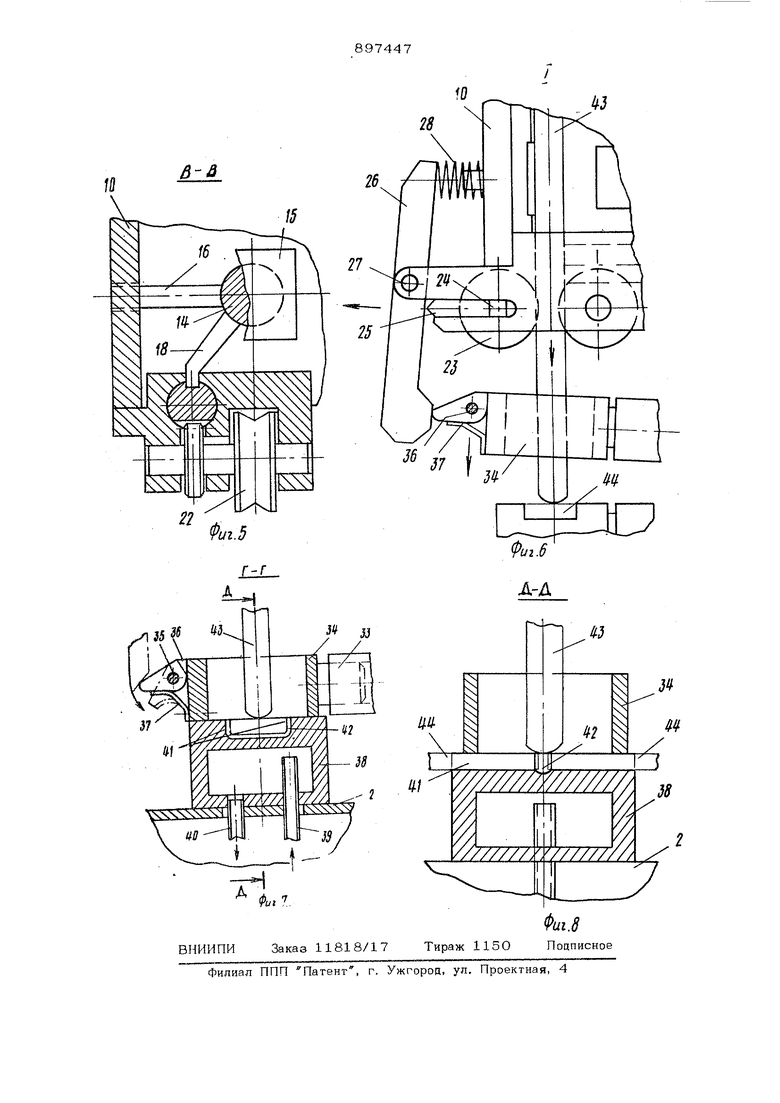
Изобретение относится к машиностроению и может быть использовано для сварки под слоем флюса стыковых соединений изделий из полос или прутков. Известен Ештомат для сварки под слоем флюса, содержащий сварочную головку и механизм подачи проволоки J. Недостатком этого автомата является : невозможность сварки прутков значительноге диаметра и усложнение комплектации автомата для сварки нолос значительной толщины. Известен автомат для сварки под флюсом,Содержащий установленные на раме подающий механизм, включающий в себя корпус и смонтированный на нем стер- жнедержатель с пневмоцилиндром, а также механизм прижима изделия, вьтолнен- ный в виде пневмоцилиндра и соединенного с его штоком рычага . Недостаток этого автомата заключается в его ограниченных технологических возможностях, не позволяющих производить сварку стыковых соединений изделий из полос и прутков. Цель изобретения - расширение технологических возможностей автомата путем обеспечй 1Ш сварки стыковых соединений изделий из полос и прутков. Поставленная цель достигается тем, что автомат для сварки под флюсом, содержащий установленные на раме подающий механизм, включакмций в себя корпус и смонтированный в нем стержяедержатель с пневмоцилиндром, а также механизм прижима изделия, выполненный в виде пневмоциливдрю и соединенного с его щто- ком рычага, подающий механизм автомата снабжен установленными на его корпусе приводным и прижимным роликами, щестерней, закрепленной на одном валу с приводным роликом, рейкой, установленной с возможностью зацепления с шестерней, подпружиненной направляющей, установленной на корпусе с возможностью перемещения относительно него, подпружинен ным прижимным рычагом, усгановленныц 389.7 с возможностью взаимодействия с прижимным роликом,при этом шток пневмоцилинцра стержнецсржателя снабжен повоцком, соединенным с упомянутой рейкой, на конце рычага механизма прижима изделия установлена чащка, а на чащке смонтировг - на с возможностью взаимодействия с прижимным рьгчагом подающего механизма храповая собачка. На фиг. I изображен автомат, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - вид А на фиг. I; на фиг. 4 вид Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 4:, на фиг. 6 - узел 1 на фиг. 2 на фиг. 7 - разрез Г-Г на фиг.1; ка фиг. 8 - разрез Д-Д на фиг. 7. Автомат состоит из рамы 1, стола 2, подающего механизма 3, стержнедержате- ля 4, механизма прижима 5,-охладителя 6, флюсоподающего 7 и флюсозборочного 8 бункеров и пускорегулирующей аппара- туры 9. Стержнедержатель 4 включает в себя корпус Юс неподвижной токопод водящей губкой 11, направляющей 12, встроенным пневмоцилиндром 13, щток 14 которого снабжен прижимной губкой 15, тягой 16 затвора 17 флюсоподающего бункера 7 и поводком 18, связанную с ним рейку 19, установленную в корпусе 10 с возможностью зацепления с шестерней 2О, закрепленной на одном валу 21с приводным роликом 22, а также прижимной ролик 23, свободно установленный на оси 24j которая закреплена с возможностью взаимодействия через траверсу 25 с прижимным рычагом 26, смонтированным на оси 27 и подпружиненным относительно корпуса 10 пружиной 28. На верхнем конце рычага 26 установлена направляю- щая 29. Механизм прижима изделия 5 содержит Пневмоцилиндр 30, щток 31 которого проходит в направляющей 12 стержнедержателя 4 и соединен с рычагом 32, установленным с возможностью поворота вокруг оси 33 и снабженным чащкой 34. На чащке 34 закреплена посредством пальца 35 с возможностью взаимодействия с рычагом 26 храповая собачка 36 с пру жиной 37, Охладитель 6 состоит из корпуса 38, подводящей 39 и отводящей 40 трубок: для подачи воды. Верхняя часть корпуса 38 выполнена с пазом 41 и канавкой 42, расположенной в плоскости, перпендикулярной пазу 41. 7.4 В подающий механизм автомата вставлен стержень 43, под которым расположено изделие 44. Автомат работает следующим образом. Сварщик устанавливает оплавляемый стержень 43 в направляющую 29 и проталкивает его между роликами 22 и 23 на 30-50 мм. Затем устанавливают из-делие на корпус 38 охладителя 6 таким образом, чтобы стык изделия попадал на- против канавки 42 паза 41 и включают механизм прижима 5. Пневмоцилиндр 30 механизма прижима 5 поворачивает рычаг 32 с чащкой 34 вокруг оси 33 и прижиkaeT изделие 44 чащкой 34 к охладителю 6. Храповая собачка 36 нажимает на рычаг 26 и поворачивает его вокруг оси 27, сжимая пружину 28. Одновременно с поворотом рычага 26 по часовой стрел- ке прекращается его воздействие через траверсу 25 и прижимной ролик 23 на оплавляемый стержень 43, который под действием собственного веса опускается до упора в стык изделия 44. В конце хода прижимного рычага 32 с чащкой 34 храповая собачка 36 выходит из Контакта с подпружиненным рычагом 26. (Возвращаясь в исходное положение под рействием пружины 28, рычаг 26 через траверсу 25, ось 24, ролик 23 прижимает оплавляемый стержень 43 к ролику приводному 22. Включается пневмоцилиндр 13 стержнецержателя 4. Шток 14 перемещается влево, связанная с ним гяга 16 открывает затвор 17 флюсоподающего бункера 7, который подает порцию флюса в чащку 34, а поводок 18 перемещает рейку 19, которая вращает щестерню 20, вал 21 и ролик 22 против часовой стрелки, при этом последний, прижимая к изделию 44 стержень 43, пробуксовывает относительно него. В конце хода шток 14губкой 15 прижимаетк токоподводящей губке 11 стержень 43 , который/в свою очередь, отжимает влево прижимной ролик 23 и подпружиненную направляющую 29. Включают сварочный ток. В момент возбуждения дуги подающий механизм 3 открывает стержень 43 от изделия 44 на величину начального дугового зазора на определенное время, а затем осаживает стержень 43 под током в ванну расплав енного ма гериала. Кромки изделия 44 и стержень 43 плавятся, расплавленный металл заполняет зазор и канавку 42 паза 41, обраауя усиление шва с плавным переходом к основному металлу. Через определенное время выключается свароч- вый ток и одновременно включается пневМ01ШЛИНДР 13 стержнедержателя 4. Шток 14 с губкой 15, возвращаясь в исходное положение, освобождает стержень 43. По- бледний отводится подпружиненной направляющей 29 от токоподводяшей губки II, а прижимным роликом 23 прижимается к приводному ролику 22. При дальнейшем ходе штока 14 связанный с ним поводок 18 перемещает рейку 19, которая врашает шестерню 2О, вал 21 и ролик 22 по часовой стрелке. Прижатый роликом 23 к приводному ролику 22 стержень 43 поднимается из ванны расплавленного металла на заданную величину. После окончания сварки расплавленный металл вследствие контакта с охладителем 6 быстро охлаждается. Включается пневмоцилиндр механизма прижима 5. Шток 31 пневмоцилиндра 30 возвращает в исходное положение рычаг 32 с чашкой 34. При прохождении чашки 34 мимо подпружиненного рычага 26 храповая собачка 36, преодолевая усилие пружины 37, отклоняется, а после выхода из контакта с ры чагом 26 возвращается в исходное положение. При необходимости приварки стержней к пластинам производится переналадка автомата. Для этого нижняя часть корпуса 10 стержнедержателя 4 с рейкой 19 шестерней 2О, валом 21, роликами 22 и 23, осью 24, траверсой 25, рычагом 26 и осью 27 выполняется съемной. Использование автомата позволяет осу ществлять сварку под флюсом стыковых соединений изделий, изготовляемых из по лос значительной толщины и прутков боль шого диаметра.. Формула изобретения Автомат для сварки под флюсом, содержащий установленные на раме подающий механизм, включающий в себя корпус и cмoнтиpoвaнныf на нем стержнедержатель с пневмоцилиндром, а также механизм прижима изделия, выполненный в виде пневмоцилиндра и соединенного с его штоком рычага, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения сварки стыковых соединений изделий из полос и прутков, подающий механизм автомата снабжен установленными на его корпусе приводным и прижимным роликами, шестерней, закрепленной на одном ва-« ЛУ с приводным роликом, рейкой, устайовленной с возможностью зацепления с шестерней, подпружиненной направляющей, установленной на корпусе с возможностью перемапения относительно него, подпружиненным прижимным рычагом, установленным с возможностью взаимодейс1 -1 ВИЯ с прижимным роликом, при этом шток пневмоцилиндра стержнедержателя снабжен поводком, соединенным с упомянутой рейкой, на конце рычага механизма прижима изделия установлена чашка, а на чашке смонтирована с возможностью взаимодействия с прижимным рьгаагом подакшего механизма храповая собачка. Источники информации, принятые во внимание при экспертизе 1.Алексеев Ю. Е. Оборудование для дуговой сварки под флюсом. Л., Энер гия, 1977, с. 73-74, рис. 28 2.Сварочными автомат АДФ-2001. Техническое описание и инструкция по эксплуатации I FB 612.015 ТО (гфототип).
Фиг.1 Вид Л «Х 11 38 Ittf 3tt С
IS г/ ( 4j j
ч N. ,
/V
/
jit 11 13 T IS
t
Л
JJ
Фиг./
