TTiivoT с датчиком 31, который сигнализирует о 1Т)дной петле. В случае превышечия допустимого предела поворота
петли моментная муфта размыкается, и датчик 31 не срабатывает, что указывает на брак. 3 ил.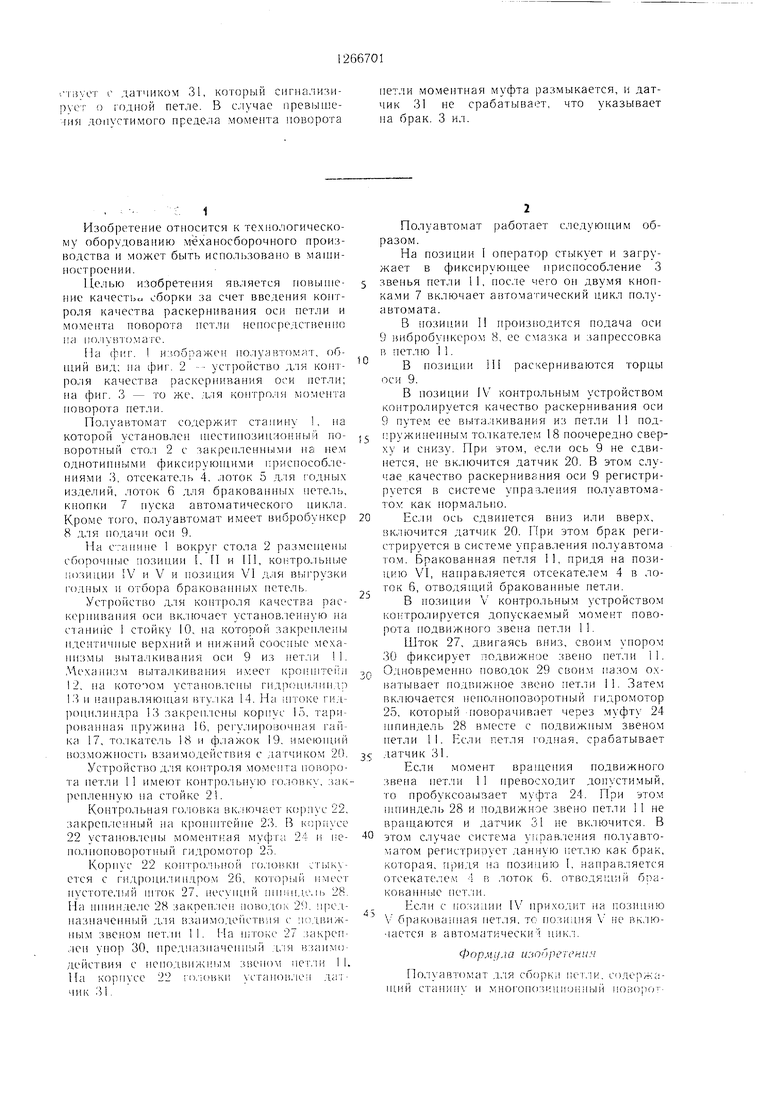
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки пластинчатой цепи с расклепываемыми осями | 1978 |
|
SU774766A1 |
| Полуавтомат для сборки пластинчатой цепи | 1991 |
|
SU1784404A1 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Многопозиционная инструментальная головка | 1990 |
|
SU1787696A1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2507036C1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Линия для разбраковки длинномерных трубок | 1982 |
|
SU1117088A1 |
| Токарно-центровальный полуавтомат | 1989 |
|
SU1726140A1 |
| Полуавтомат для сборки звеньев цепи кабелеукладчика | 1989 |
|
SU1648719A1 |
Изобретение позволяет контролировать качество установки оси петли и качество собранной петли по величине момента, необходимого для взаимного поворота полупетель. Полуавтомат содержит устройство для контроля качества раскернивания оси петли в виде двух соосно расположенных механизмов, каждый из которых состоит из силового гидроцилиндра, на штоке которого закреплен подпружиненный толкатель Гидроцилиндры включаются поочередно, при этом толкатели взаимодейств)ют с осью 9 петли 11. При смещении оси 9 вверх или вниз один из флажков взаимодействует с датчиком системы управления, который дает сигнал на удаление бракованной петли. Полуавтомат, кроме того, содержит устройство для контроля момента поворота петли, состоящее из гидроцилиндра 26, в полом штоке 27 размещен поворотный шпиндель 28 через моментную муфту 24 связан с гидромотором 25, а на нижнем конце имеет поводок 29. При движении штока 27 вниз поводок 29 захватывает незакрепленную полупетлю и при включении гидромо( тора 25 поворачивает ее на требуемый угол. В этом случае шпиндель взаимодей(/) to 05 О5 о
. - ;. 1
Изобретение относится к технологическому оборудованию механосборочного производства и может быть использовано в ман1иностроепии.
Целью изобретения является повьинение качестьи оборки за счет введения контроля качества раскернивания оси петли и момента поворота петли пепосредстве1П о из по.1 нтомате.
На (Ьиг. 1 изобГажеи по.лу лггомит, общий вид: iia фиг. 2 -- устройство для Koirrроля качества раскернивания оси петли; на фиг. 3 - то же. для контроля ioмeнтa поворота петли.
Полуавтомат содержит станипу 1, на которой установлен Н1естиг10зин;-1ониый поворотный cTO,:i 2 с закрепленными на нем однотипными фиксируюпхими ириспособлепиями 3, отсекатель 4, ,;к)ток 5 д,1я одных изделий, .чоток 6 для бракованных петель, кнопки 7 пуска автоматического никла. Кроме Toio, полуавтомат имеет вибробупкер 8 для подачи оси 9.
Ма С:анине 1 вокруг стола 2 )азме1иены сборочные позиции , И и III, контро.льные юзиции SV п V и VI для вьпрузки го.чпых и отбора браковапных нетель,
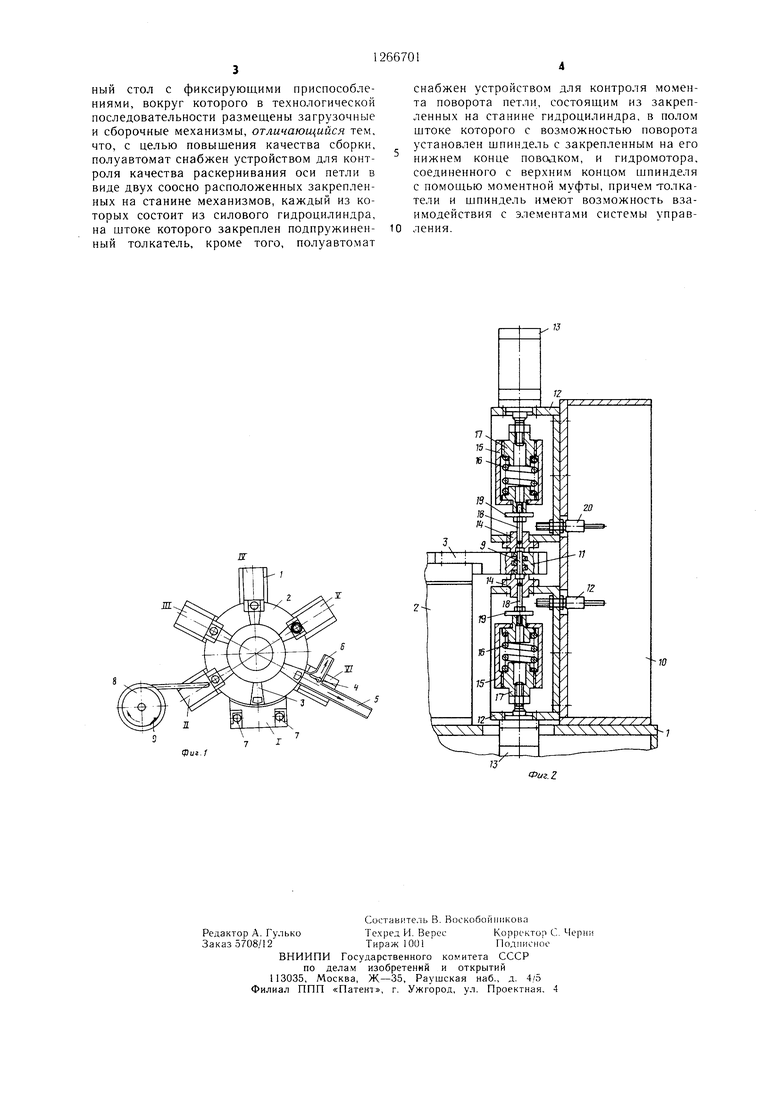
YcTpoiicTBO для контроля качества раскернивания оси вк.лючает установ, на ciaHHiie 1 стойку 10, на которой закренлены ндентпчные верхний и нижний соосные механизмы выталкивания осп 9 пз пет;|и 11. Мехаипзл выталки анпя и.:еет кронн1те|1,ч
12,па котоюм установлепы гидроии.апп.и
13,и направляющая пл.пка 14. На птоке гн.чроппли1 дра 13 закреп,чены корпус 15, тарпрованпая пружина 16, ре1у,1И)овочпая гайка 17, то;1катель 18 и 19, имеюп1.пй возможность взаимодействия с л.атчиком 20.
Устройство д, контроля MOMeirra поворота петли 11 имеют контро,1ьпу1о ;ч),:|овк -, закрепленную па стойке 21.
Контрольная головка включает 22, закреп,1еиный на кр,онп1тейне 23. В корпусе 22 установлены момептр ая муфта 24 п неполпоповоротиьн1 гидромотор 25.
.Я
Ма шпинделе 28 закреплен iioBo.4cn 2v). п| сдназначенный д,1Я взаимо.чействия с подвижным звеном нет,н1 11. Ма HiTOKC 27 закреп.лен 30, предназначенный д.1я взанмодействия с неподвижным звеном петли 1 I. На корпусе 22 ггл-ювки установ,чеп да7чнк 31.
Полуавтомат работает следую1,им образом.
На позиции I оператор стыкует и загружает в фиксирующее приспособление 3 звенья петли 11, пое.те чего он двумя кпопка.ми 7 включает автоматический цикл полуавтомата.
В позиции I производится подача осп 9 jin6po6yiiKepo i 8, ее смазка и запрессовка в петлю 1 1.
В позиции 1И раскерпиваются торцы оеи 9.
В позиции IV контрольным устройством контролируется качество раекернивапия оси 9 путем ее выта.лкивания из петли 11 под|;ружипепп1)1м толкате,1ем 18 поочередно сверху и снизу. При этом, если ось 9 не сдвинется, lie вк;ночится датчик 20. В этом случае качество раскернивзния оси 9 регистрируется в системе упразлепия полуавтоматом как пор.мальпо.
Если ось с;1винется впиз или вверх, включится датчик 20. При этом брак регистрируется в системе управления нолуавтома том. Бракованная нетля 11, придя на позицию VI, направляется отсекателем 4 в лоток 6, отводящий браковаппые петли.
В позиции V контрольным устройством контролируется допускаемый момент поворота подвижного звена петли 11.
Шток 27, двигаясь вниз, своим упором 30 фиксирует подвижное звено пет.1И 11. Одновременно поводок 29 своим пазо.м охватывает по.а.г.11жное звепо пет,1и 11. Зате% включается нено,лпоповоротный гидромотор 25, который поворачнвает через муфту 24 шпиндель 28 вместе с подвижпым звеном петли II. Нсли петля |-одпая, срабатывает .татчик 31.
Если момент врап1ения подвижного звена петли 11 превосходит ДОПУСТИМЫЙ, то пробуксовывает муфта 24. При это.м П1пиндель 28 и подвижное звено пет,1и 1 I не вращаются п датчик 31 не включится. В это.м случае система ,1епия полуавтоматом регистриоуст данную петлю как брак, которая, придя на позицию I, направ; яется отсекателем 4 в лоток 6. отводя пп51 бракованные пет;п-1.
Если с поз;{ппи IV приходит на позицию бракова;1ная петля, то юзипия V не вк;1ючастся в автоматические ппк,1.
Н1ПИ станину и многопоз -:п1 015пы11 поворо
ный стол с фиксирующими приспособлениями, вокруг которого в технологической последовательности размещены загрузочные и сборочные механизмы, отличающийся тем, что, с целью повышения качества сборки, полуавтомат снабжен устройством для контроля качества раскернивания оси петли в виде двух соосно расположенных закрепленных на станине механизмов, каждый из которых состоит из силового гидроцилиндра, на щтоке которого закреплен подпружиненный толкатель, кроме того, полуавтомат
снабжен устройством для контроля момента поворота петли, состоящим из закрепленных на станине гидроцилиндра, в полом штоке которого с возможностью поворота установлен шпиндель с закрепленным на его нижнем конце поводком, и гидромотора, соединенного с верхним концом шпинделя с помощью моментной муфты, причем то,1катели и шпиндель имеют возможность взаимодействия с элементами системы управления.
ж
Фиг./
| Автомат для сборки комбинированной петли | 1977 |
|
SU743837A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
