Изобретение относится к автоматизации технологического оборудования, в частности автоматизации загрузки штучными изделиями контрольных автоматов или металлообрабатывающих станков.
Целью изобретения является обеспечение надежной ориентированной поштучной выдачи плоских деталей типа полуколец в направлении перпендикулярном оси симметрии детали.
На фиг.1 представлено устройство, общий вид; па фиг.2 - вид А на фиг.1; на фиг.З - сечение Б-Б на фиг.2 (до начала вычесывания детали транспортирующим механизмом); на фиг.4 - вид Б-Б на фиг.2 (во время вычесывания); на фиг.5 - вид В-В на фиг.З.
Устройство состоит из стола 1, вертикального магазина 2 с направляющими 3, транспортирующего механизма в виде диска 4 со сквозными прорезями для захвата деталей и ограничительного упора, выполненного в виде консольно закрепленной над столом пластины 5.
Работа устройства происходит следующим образом.
В исходном положении стопка деталей 6, ограниченная направляющими 3, левым краем опирается о поверхность стола 1, пройдя в промежуток между левой направляющей 3 и концом консольно закрепленной пластины 5. Правый край стопки в это время лежит на пластине 5.
При вращении диска 4 он своей прорезью захватывает левый край нижней детали, лежащий на столе, и начинает перемещать ее. При этом правый край детали вначале скользит по пластине 5, а затем, достигнув ее конца, падает в прорезь диска 4, который продолжает перемещать деталь до места назначения, например на контрольную позицию.
После того, как правый край детали, лежащий на пластине 5, сойдет с нее и упадет на стол (фиг.4), стопка деталей в магазине опустится на величину, равную толщине So одной детали и опять обопрется
на пластину 5. При этом левый конец очередной нижней детали будет находиться на диске 4 и скользить по поверхности диска, опираясь внутренней цилиндрической поверхностью о торец пластины 5, который препяствует смещению детали до тех пор, пока под магазин не подойдет следующая прорезь диска 4. После этого левый край нижней детали опустится с диска на поверхность стола, и цикл повторится снова.
При этом длина пластины 5 должна быть не меньше двух внутренних радиусов детали, имеющей вид полукольца, чтобы правый край пластины мог служить опорной поверхностью для детали, при этом пластина 5 смещена вправо на столько, чтобы в зазор между направляющей 3 и торцем пластины 5 могла пройти ширина детали.
Вылет пластины в правую сторону не имеет существенного значения, поскольку он определяет лишь момент схода детали с пластины 5.
Зазоры Si между столом 1 и пластиной 5, а также S2 между пластиной и нижним концом направляющей 3, установленной на выходе из магазина, должны быть не менее толщины одной детали, чтобы деталь свободно проходила под пластиной и в зазор между направляющей и пластиной, и не должны быть больше двух толщин 2 So, чтобы в прорезь транспортирующего диска не могли попасть две детали одновременно.
Формула изобретения
Устройство для поштучной выдачи плоских деталей, содержащее основание, транспортирующий механизм с гнездом, вертикальный магазин и ограничительный упор для удержания стопы деталей в магазине, отличающееся тем, что, с целью повышения надежности в работе устройства при подаче плоских деталей типа полуколец, ограничительный упор выполнен в виде пластины, консольно закрепленной на основании над транспортирующим механизмом со смещением относительно продольной оси симметрии магазина.
Фиг. г
А
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕЛКИХ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1972 |
|
SU330218A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| Устройство для автоматической загрузки вкладышей при прошивке их по торцу | 1961 |
|
SU144379A1 |
| Автомат для сборки радиаторов | 1967 |
|
SU306688A1 |
| Устройство для поштучной выдачи листов из стопы | 1988 |
|
SU1595770A1 |
| МАШИНА ДЛЯ СМЕНЫ БОБИН У ВАТЕРМАШИНЫ | 1926 |
|
SU13054A1 |
| Автоматическая линия для штамповки металлических изделий | 1979 |
|
SU912379A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЖАНЫХ ПОДОШВ по ТОЛЩИНЕ12 | 1971 |
|
SU300163A1 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| Устройство для поштучной выдачи заготовок | 1983 |
|
SU1151420A1 |

Изобретение относится к области автоматизации технологического оборудования и позволяет обеспечить надежную ориентированную поштучную выдачу плоских деталей. В исходном положении стопка деталей 6, ограниченная направляющими, левым краем опирается о поверхность стола 1. Правый край стопки в это время лежит на пластине 5. При вращении диска 4 он своей прорезью захватывает левый край нижней детали, лежащий на столе, и начинает перемещать ее. При этом первый край детали вначале скользит по пластине 5, а затем, достигнув ее конца, падает в прорезь диска, который продолжает перемещать деталь до места назначения, например на контрольную позицию. После того, как правый край детали, лежащий на пластине 5, сойдет с нее и упадет на стол, стопка деталей в магазине опустится на величину, равную-толщине одной детали, и опять обопрется на пластину 5. При этом левый конец очередной нижней детали будет находиться на диске 4 и скользить по поверхности диска, опираясь внутренней цилиндрической по(С верхностью о торец пластины 5. 5 ил. (Л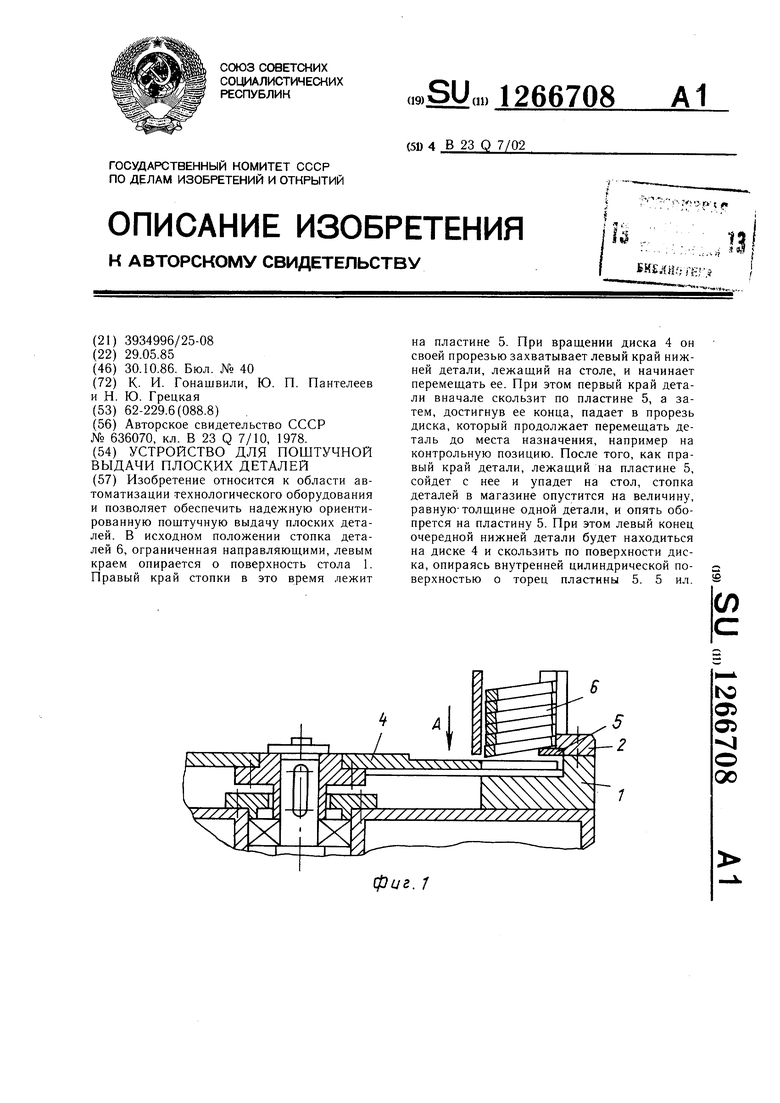
| Устройство для поштучной выдачи плоских деталей | 1977 |
|
SU636070A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
