ю
О5 00
ю
О5
ю Изобретение относится к основному технологическому оборудопанию загото вительного .производства и предназначено для профилирования заготовок вальцовкой в ковочных вальцах перед штамповкой. Цель изобретения - повышение производительности путем выполнения вальцовки одновременно во всех ручья многоручьевых ковочных вальцов, На фиг.1 изображена конструктивна схема устройства для вальцовки на фиг.2-4 - фрагменты устройства при вальцовке в первом ручье, при переме щении с кантовкой во второй ручей и при вальцовке во втором ручье соответственно. Устройство Д1тя вальцовки содержит средство 1 для подачи заготовок (подающий желоб), многоручьевьге проходные ковочные вальцы, рабочие валки 2 которых расположеныв горизонтальной плоскости, манипулятор,, расположенны над рабочими валками 2 ковочных валь цов , и средство 3 для удаления поко™ :Эок (приемньш желоб). Манипулятор устройства выполнен в виде двух замкнутых цепей 4 и 5, эк™ видистантно расположенных в горизон-тальной плоскости5 привода 6 шаговог перемещения одной из цепей.(фиг., цепи 5), звездочек 7, размещенных между цепями 4 и 5 с шагом, равным шагу ручьев ковочных вальцов;, вертикальных штоков 8, установленных в звездочках 7 с возможностью свободно го осевого перемещения и связанных с ними в тангенциальном направлении, упоров 9, закрепленных на верхних концах гатоков 8, и узлов 10 захвата заготовок, установленньж на нижних концах штоков. Устройство может содержать также проходную нагревательную печь 11 щелевого типа, Узлы 10 захвата заготовок могут иметь любое конструктивное выполнение, например могут быть выполнены в виде непри-водньгх подпр /киненных клещей. В этом случае устройство должно иметь средства для раскрытия и закрытия узлов захвата заготовок, установленные на позициях выгрузки поковок и загрузки заготовок. Устройство может иметь также систему автоматического управления, обеспечивающую в заданной последовательности работу его элементов (систему циклового программного управления).
ных с ними в тангенциальном направлеЗаготовки 12, подаваемые к устройству средством -1, захватываются узлами 10 и транспортируются вследствие шагового перемеш.ения цепи 5 от привода б при качении звездочек 7 по цепи 4„ Вследствие этого заготовки получают шаговую подачу вдоль цепей с поворотом на 90 вокруг их осей (осей вращения звездочек), В процессе транспортировки заготовки 12 нагреваются в проходной нагревательной печи 11 и затем последовательно деформируются в ручьях рабочих валков при обеспечении кантовки на 90 , Подача заготовки в первый ручей рабочих валков к ее перенос из ручья в ручей с кантовкой выполняются в момент раскрытия вращающихся рабочих валков. Вальцовка заготовок в каждом ручье выполняется при их подъеме вместе со штоками 8, При очередном раскрытии рабочих валков заготовки со штоками падают под действием сил тяжести до контакта упоров 9 со звездочками 7, После вальцовки в последнем ручье заготовки (поковки) транспортируются в зону выгрузки и поступают на приемный желоб 3„ Предлагаемое устройство позволяет обеспечить непрерывно-поточное производство поковок вальцовкой одновременно во всех ручьях ковочных вальцов и, следовательно, обеспечивает повьш1ение производительности. Формула изобретения Устройство для: вальцовки содержащее средство для подачи заготовок, многоручьевые ковочные вальцы, рабочие вахпси которых расположены в горизонтальной плоскости, манипулятор, расположенный над рабочими валками . ковочных вальцов, и средство для удаления поковок, отличающеес я тем, 4TOj с целью повышения производительности путем выполнения вальцовки одновременно во всех ручьях ковочных вальцов, манипулятор выполнен в виде двух замкнутых цепей, зквидистантно расположенных в .горизонтальной плоскости, привода шагового перемещения одной из цепей, звездочек, размещенных между цепями с шагом, равным пзагу ручьев ковочных вальцов, вертикальных штоков, установленных в звездочках с возможностью свободного осевого перемещения и связан31268262
НИИ, упоров, закрепленных, на верхних тонок, установленных на нижних концах концах штоков, и узлов захвата зато- штоков.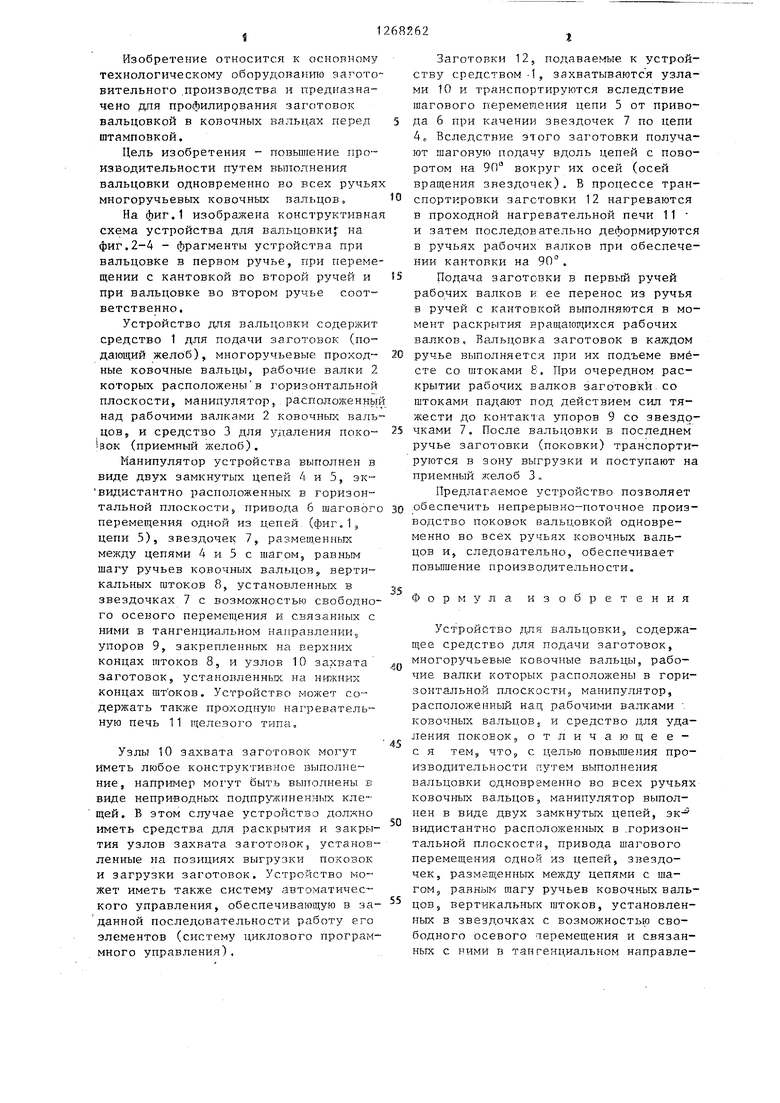
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоручьевые одноклетьевые ковочные вальцы | 1978 |
|
SU780939A1 |
| Манипулятор ковочных вальцов | 1990 |
|
SU1756012A1 |
| Манипулятор к ковочным вальцам | 1984 |
|
SU1253705A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Манипулятор | 1989 |
|
SU1796335A1 |
| Манипулятор к ковочным вальцам | 1973 |
|
SU651885A1 |
| Автоматизированная линия горячей штамповки | 1982 |
|
SU1053948A1 |
| Манипулятор ковочных вальцов | 1977 |
|
SU698712A1 |
| Манипулятор ковочных вальцов | 1980 |
|
SU935189A1 |

Изобретение относится к оборудованию для вальцовки заготовок в ковочных вальцах и позволяет повысить производительность вальцовки путем ее выполнения одновременно во всех ручьях вальцов. Для этого манипулятор устройства выполнен в виде двух- эквидистантных замкнутых цепей, одна из которых связана с приводом шагового перемещения. Между цепями размещены звездочки со свободно установленными в них на шлицах вертикальными штоками, снизу на которых смонтированы узлы захвата заготовок, а сверху - упоры. При работе устройства выполняется . захват заготовок, их транспортировка в вертикальном положении через индуктор щелевого типа, передача заготовок последовательно из ручья в ручей с 5 кантовкой на 90 и удаление поковок. (Л 4 ил.
Фи. 1
,э-
Фиг Ч
| Автоматические ковочные вальцы | 1974 |
|
SU541551A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
