ГС
а
00
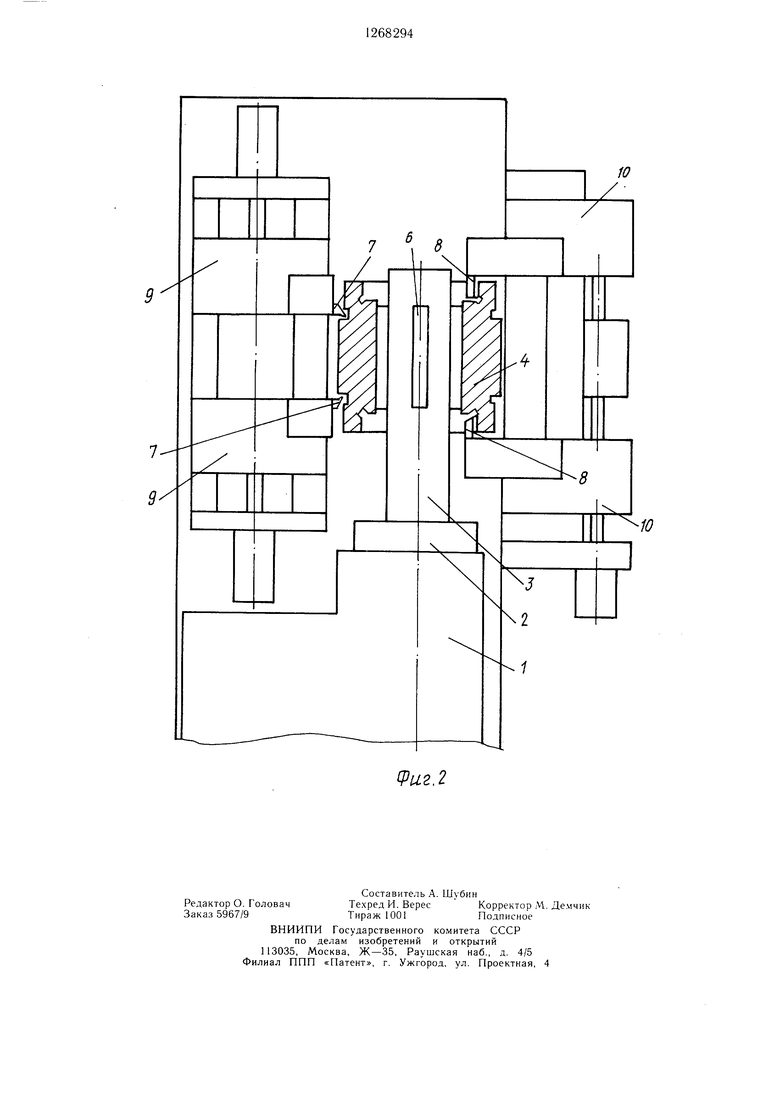
Изобретение относится к обработке материалов резанием. Цель изобретения - повышение нроизводительности обработки за счет исключения холостого хода перемещения инструмента в направлении обрабатываемой поверхности. На фиг. 1 представлено устройство для осуществления предложенного способа, вид спереди; на фиг. 2 - то же, план. Способ осуществляется устройством, которое состоит из шпиндельной бабки 1 с закрепленной на шпинделе 2 разжимной трехкулачковой оправкой 3 для крепления обрабатываемой детали 4 и имеющей возможность вращения после зажима детали 4, которая при этом отрывается от установочной базы 5 и поднимается вверх на кулачках 6. Инструмент - проходные резцы 7 и 8 устанавливаются в суппортах 9 и 10, имеющих возможность продольного перемещения вдоль оси детали 4. Причем резцы 7 суппорта 9 размещаются выше оси оправки 3, а резцы 8 суппорта 1 О - ниже оси вращения детали. После зажима детали 4 в кулачках 6 оправки 3 ей сообщают вращение, а суппортам 9 и 10 с резцами 7, 8 - продольное перемещение - рабочую подачу, которые проводят наружную обработку детали 4 и расточку торцовых отверстий. По окончании рабочей подачи резцов 7 и 8 вращение шпинделя 2 с оправкой 3 отключается. Одновременно кулачки б оправки 3 отжимают деталь 4, которая под действием собственной массы опускается на установочную базу 5, при этом между деталью 4 и резцами 7 и 8 образуется зазор. Шпиндельная бабка 1 отводится назад, выводя оправку 3 из детали 4. Одновременно с этим отводятся суппорты 9 и 10 в исходное положение. Обработанная деталь 4 снимается с установочной базы 5, и загрудается новая необработанная деталь. Цикл повторяется. Таким образом, применение предлагаемого способа обработки деталей типа тел вращения позволяет повысить производительность за счет исключения затрат времени на холостые поперечные подвод и отвод инструмента. Формула изобретения Способ обработки деталей типа тел вращения, заключающийся в сообщении детали вращения посредством зажимной оправки, а инструментам для внутренней и наружной обработки сообщения относительного перемещения в направлении обрабатываемой поверхности и рабочего хода отличающийся тем, что, с целью повыщения производительности за счет исключения холостого хода перемещения инструмента в направлении обрабатываемой поверхности, инструмент для наружной обработки устанавливают выше, а инструмент для внутренней обработки - ниже оси вращения детали, а относительное перемещение инструментов в направлении обрабатываемой поверхности и от нее осуществляют путем зажима и разжима детали на зажимной оправке.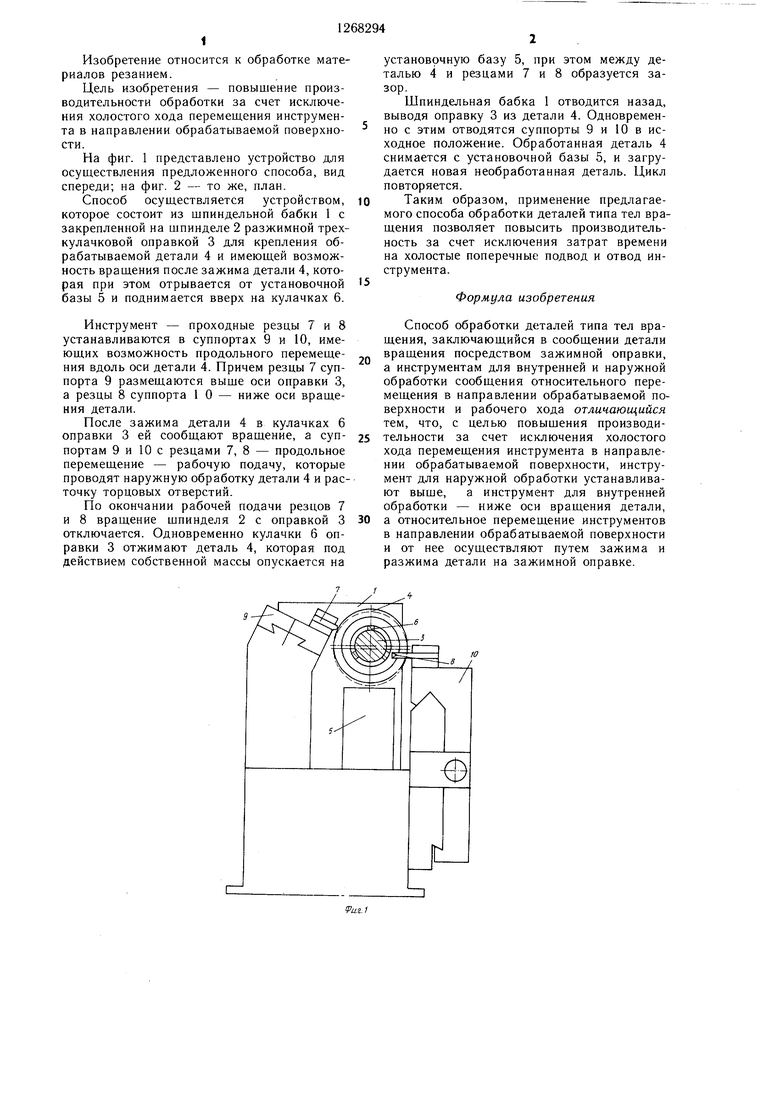
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате | 2018 |
|
RU2685000C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| МЕХАНИЗМ ФИКСАЦИИ ИНСТРУЛ\ЕНТАЛЬНОЙ ОПРАВКИ С РАДИАЛЬНЫМ СУППОРТОМ В ШПИНДЕЛЕ СТАНКА | 1972 |
|
SU348301A1 |
| Токарно-расточносверлильный агрегат | 1938 |
|
SU60632A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
Изобретение относится к токарной обработке деталей типа тел вращения на станках с вращательным движением детали и продольным перемещением инструмента. С целью повышения производительности инструмент для наружной обработки устанавливают выще оси вращения детали, а инструмент для растачивания внутренних отверстий устанавливают ниже оси вращения детали. Подвод и отвод детали к инструменту и от инструмента осуществляют путем соответственно зажима и разжима детали на зажимной оправке. 2 ил.
| Ятченко С | |||
| В., Токарное дело | |||
| М.: Гос | |||
| изд-во сельскохозяйственной литературы, 1960, с | |||
| Железнодорожный снегоочиститель на глубину до трех сажен | 1920 |
|
SU263A1 |
