Изобретение относится к обработке материалов резанием и может быть использовано при обработке резанием торцов цилиндрических заготовок.
Цель изобретения - повышение точности обработки заготовок, имеющих отклонения но длине, путем их компенсации наладочными 1еремец1,ениями силовых головок.
На чертеже схематично представлено устройство, общий вид.
Устройство состоит из установленных на станине 1 силовых головок 2 с выдвижными инструментальными шпинделями 3, несущими режущий инструмент 4, и устройств фиксации и крепления обрабатываемых заготовок, выполненных в виде рычажного ориентатора 5 с Т-образной зубчатой рейкой 6, кинематически связанной с рычагами 7 и зажимных призм 8, обрабатываемой заготовки 9.
Силовые головки 2 снабжены шкивами 10, связанными с приводами вращения (не показаны) и гидроприводами 11 продольной подачи, цилиндр 12 каждого из которых выполнен с двумя, разделенными перегородкой 13 с перетечным каналом, камерами с плунжерным 14 и плавающим 15 норщнями и снабжен регулировочным винтом 16, при этом камеры цилиндров с одноименными порщнями гидравлически связаны между собой и с соответствующими магистралями гидрораспределителя 17, управляемого электромагнитами 18 и 19, а в гидросистеме плунжерных порщней установлен датчик 20 давления.
Устройство работает следующим образом.
Заготовку 9 подают в зону обработки и осуществляют предварительное позиционирование относительно силовых головок 2, воздействуя на ее торцы рычагами 7, связанными зубчатым зацеплением с Т-образной зубчатой рейкой 6, перемещение которой определяет угловое положение указанных рычагов.
Затем приводят в исходное положение плунжерные 14 и плавающие 15 поршни гидроприводов 11, для чего выключателем К включают электромагнит 18 гидрораспределителя 17. При этом происходит подача масла в камеры с плунжерными поршнями 14, а камеры с плавающими поршнями 15 соединяются со сливом, что вызывает перемешение плавающих поршней 15 до упора в регулировочные винты 16 и перемещение плунжерных поршней 14 до момента касания режущими инструментами 4 силовых головок 2 соответствующих торцов обрабатываемой детали. При этом осуществляется окончательная выставка обрабатываемой заготовки относительно зажимных призм 8.
В момент касания режущих инструментов 4 обоих торцов заготовки сопротивление перемещению шпинделей 3 и связанных с ними плунжерных поршней 14 резко возрастает, что вызывает повышение давления в магистрали, связанной с камерами плунжерпых поршней 14 и срабатывание датчика 20, отключающего контактом K-i электромагнит 18 и дающего команду на фиксацию заготовки 9 зажимными призмами 8 и включение приводов вращения шпинделей 3 силовых головок 2. При этом гидрораснределитель 17 занимает начальное положение, камеры с плунжерными поршнями отсекаются от магистрали, а масло начинает поступать в камеры с плавающими поршнями 15, вследствие чего последние перемещаются до упора в разделительную перегородку 13 цилиндров, вытесняя установленный объем масла из камеры и тем самым перемещая плунжерные поршни 14 и связанные с ними инструментальные шпиндели 3 на заданную величину, определяемую требованиями на обработку заготовки 9.
По завершении обработки сопротивление перемещению шпинделей исчезает и давление в камерах с плунжерными поршнями уменьшается. Чтобы не произошло повторное включение электромагнита 18, датчик 20 подключен к цепи управления электромагнитом 18 через промежуточное реле с самоблокировкой (не показано). Одновременно с началом обработки включается реле времени, контакт /(з которого по истечении заданного интервала включает электромагнит 19 (контакт /(4 замкнут) и переводит гидрораспределитель 17 на слив масла с обеих камер гидроприводов И. Шпиндели 3 силовых головок 2 под действием пружин возвращаются в исходное положение, плунжерные поршни 14 перемещаются до упора в перегородку, а плавающие поршни 15 - до упора в регулировочные винты. Выключатели K/t исходного положения шпинделей (включенные параллельно и на схеме показанные как один выключатель) отключают электромагнит 19, и гидрораспределитель 17 устанавливается в исходное положение. Одновременно обработанную заготовку освобождают и удаляют.
Использование предложенного устройства обеспечивает повышение точности обработки торцов цилиндрических заготовок в автоматизированном режиме.
Формула изобретения
1. Устройство для обработки торцов цилиндрических заготовок, содержащее установленные на станине силовые головки с оппозитными инструментальными шпинделями, кинематически связанными с гидроприводами, соединенными с гидрораспределителем, а также рычажный ориентатор и зажимные призмы, отличающееся тем, что. с целью повышения точности обработки заготовок, имеющих отклонения по длине, цилиндр каждого из гидроприводов выполнен
3 1268295д
с двумя разделенными нерегородкой с пере-росистеме плунжерных поршней установлен
течным каналом камерами, в которых ус-введенный в устройство датчик давления,
тановлены введенные в устройство в однойпредназначенный для управления золотникакамере плунжерный, а в другой камереми гидрораспределителя,
плавающий поршни, при этом камеры с од-, 2. Устройство по п. 1, отличающееся тем,
поименными поршнями гидравлически связа-что ориентатор снабжен зубчатой рейкой,
ны между собой и с соответствующимикинематически связанной с рычажным оримагистралями гидрораспределителя, а в гид-ентатором.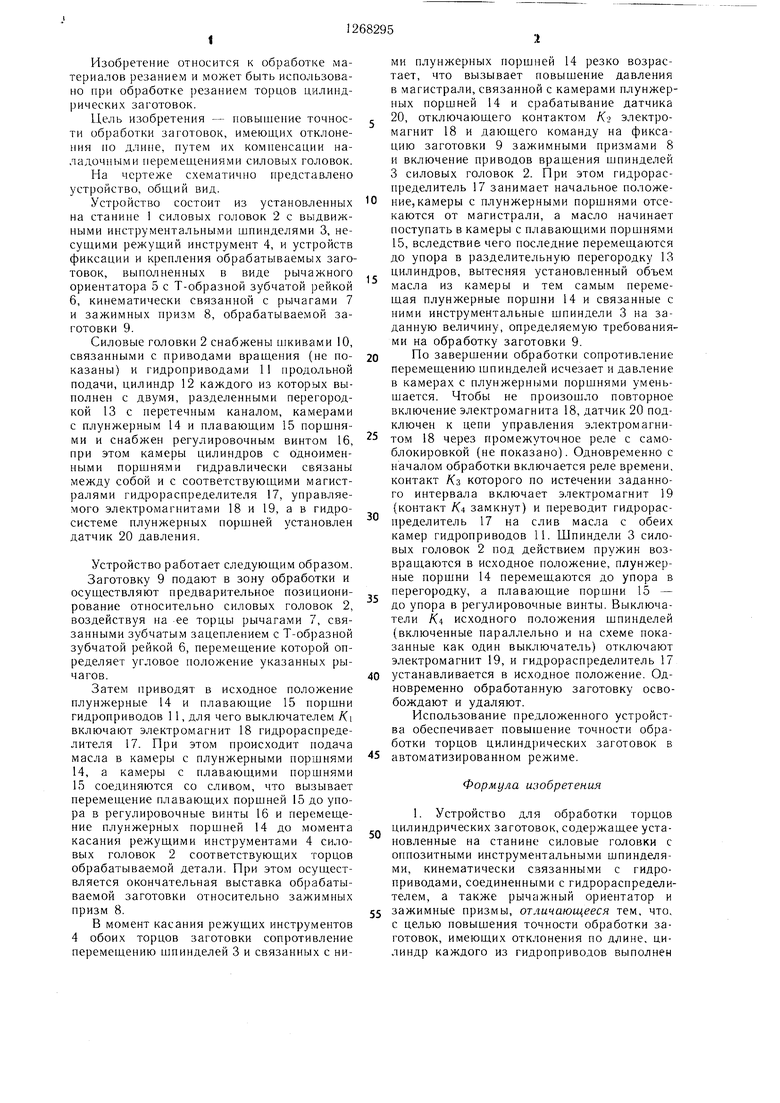
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ АБРАЗИВНОЙ ОТРЕЗКИ | 1973 |
|
SU397323A1 |
| Машина для сварки трением | 1988 |
|
SU1637982A1 |
| ГИДРОПРИВОД СИНХРОНИЗАЦИИ ВАЛОВ ГИДРОМОТОРОВ НЕПОЛНОПОВОРОТНЫХ | 1998 |
|
RU2147346C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Гайконарезной автомат | 1987 |
|
SU1540969A1 |
| Машина для сварки трением | 1986 |
|
SU1299745A1 |
| Устройство для зажима и подачи пруткового материала | 1986 |
|
SU1371777A1 |
| Суппорт | 1985 |
|
SU1324802A1 |
| Станок для деформирующего протягивания длинномерных труб | 1985 |
|
SU1276482A1 |
| Машина для сварки трением | 1985 |
|
SU1258660A1 |
Изобретение относится к обработке металлов резанием, может быть использовано нри обработке резанием торцов цилиндрических заготовок и повышает точность обработки заготовок, имеющих отклонения по длине, путем их автоматической компенсации наладочными перемещениями силовых головок. Отличительной особенностью устройства является выполнение цилиндров 12 гидроприводов 11 выдвижных шпинделей 3 силовых инструментальных головок 2 с двумя разделенными перегородкой 13 с перетечным каналом камерами с плунжерным 14 и плавающим 15 поршнями. При этом камеры с одноименными поршнями гидравлически связаны между собой и с соответствующими магистралями гидрораспределителя 17, управляемого электромагнитами 18 и 19, а в гидросистеме плунжерных поршней установлен датчик 20 давления. (Л ю Oi 00 ю со ел
| Устройство для замоноличивания стыков сборных железобетонных панелей открытых резервуаров | 1985 |
|
SU1392250A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
