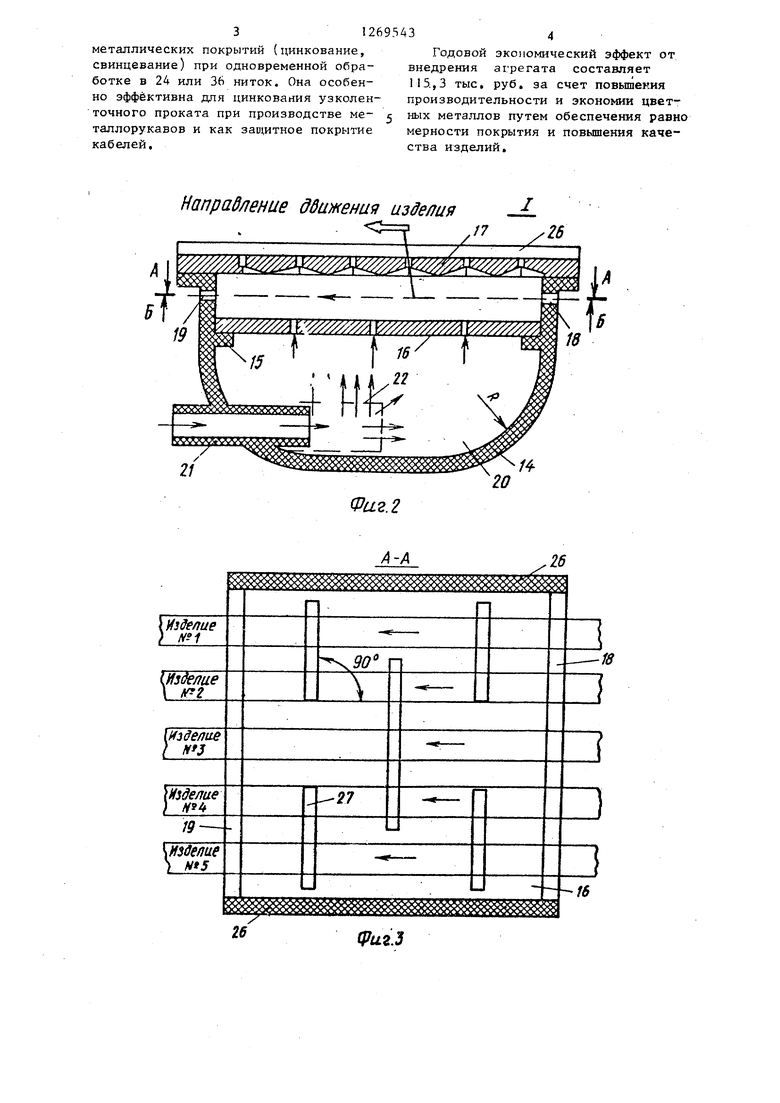
Изобретение относится к электрохимической обработке длинномерных изделий и может быть использовано для очистки лент и проволоки, а также для нанесения различ1{ых покрытий в металлургической, кабельной и метизной промьшшенности. Цель изобретения - повьпнение производительности и улучшения качества изделий. На фиг. 1 схематично изображен предлагаемый агрегат, общий вид; на фиг. 2 - улез I на фиг, 1; на фиг.З разрез А-А на фиг. 2; на фиг. А разрез Б-Б на фиг. 2; на фиг. 5 разрез В-В на фиг. 4. Агрегат электрохимической обработки длинномерного проката и прово локи состоит из механизма транспортирования, включающего размоточное устройство 1, ножницы 2 и стыкосварочную машину 3, обеспечивающую сты ковку изделия в непрерывную нить, а также моталку 4 для приема готовой продукции, узла токоподвода, включа щего токоподводящие ролики 5 и 6, ис точник 7 постоянного тока, токопров да 8 и системы рециркуляции электро лита, включающий бак-сборник 9, насосную установку 10 и трубопроводы с запорно-регулировочной арматурой. Система рециркуляции предназначена для постоянной прокачки электролизе ра 12J имеющего узел 13 сменных элек тродов. Электролизер (см. фиг, 2) имеет корпус 14 из диэлектрика, внутри ко торого имеются кронштейны 15., Ка кро штейны 15 крепится нижний вспомогательный электрод 16, Сверху на корпусе крепится верхний вспомогательный электрод 17. Электроды 16 и 17 вместе с клеммами и токопроводами (на фиг, не показаны) образуют узел 13 сменных электродов. . Для пропуска изделия в межэлектродное пространство предусмотрены входное 8 и выходное 19 окна. Снизу корпус 14 электролизера снабжен камерой 20 предварительной Ориентации электролита. Камера 20 представляет полусферу с радиусом R. Сбоку в камеру вмонти рован приемный патрубок 21, на последний со стороны камеры надевают рассеиватель 22. Верхний электрод выполнен в виде пластины и имеет профилированную ра бочую поверхность. Эта поверхность представляет собой множество куполов 23 со сквозными отверстиями 24 в центре каждого купола. Каждый купол выполнен в виде правильной четырехугольной пирамиды 25, стороны основакоторой расположены под углом к направлению движения проката, Ы между апофемой и основанием а угол „ ,-0 составляет J-5 . Нижний вспомогательный электрод 16 монтируется между направляюп ими бортами 26 корпуса 14. Электрод 16 выполнен со сквозными поперечными па27, расположенными под углом направлению движения изделия. Агрегат работает следующим образом. Изделие устанавливают на размоточное устройство 1, обрезают передний и задний концы с помощью Ножниц 2 и сваривают стыкосварочной машиной 3. Передний конец изделия закрепляют на моталке 4. В зависимости от технологического процесса к токопроводящим роликам 5, 6 подсоединяют соответственно плюс или минус источника 7 питания. В бак-сборник 9 заливают один из стандартных электролитов, предназначенных соответственно для обезжиривания, нанесения покрытия или травления. Систему рециркуляции подсоединяют к патрубку 21. Последовательно включают привод моталки 4 , насосную установку и источник 7 питания. В ходе технологического процесса от насоса электролит подается через патрубок 21 навстречу движению проката, далее с помощью рассеивателя 22, сферической камеры 20 и поперечных пазов 27 турбулентный поток электролита преобразуется в ламинарный, равномерно подается в зону изделий № 1-5. Омывая изделия со всех сторон, эх1ектролит поднимается вверх, где часть его переливается в окна 18 и 19, а остальной заполняет все купола 23 и выходит через отверстия 24. Благодаря профилированной рабочей поверхности верхнего электрода в виде пирамид движение электролита окончательно стабилизируется, все газы выходят в отверстия 24, без образования застойных зон. Величина угла ( определена экспериментально для водных электролитов . Предлагаемая конструкций агрегата эффективно реализуется при нанесении 312 металлических покрытий (цинкование, свинцевание) при одновременной обработке в 24 или 36 ниток. Она особенно эффективна для цинкования узколенточного проката при производстве ме таллорукавов и как зао1итное покрытие кабелей. 3 Годовой экономический эффект от внедрения агрегата составляет М5.,3 тыс, руб. за счет повышения производительности и экономии цветных металлов путем обеспечения равно мерности покрытия и повышения качества изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНЫЙ ЭЛЕКТРОЛИЗЕР ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЛИННОМЕРНЫЙ ПРОКАТ | 1990 |
|
RU2013471C1 |
| Агрегат непрерывной электрохимической обработки круглых металлических изделий | 1990 |
|
SU1805140A1 |
| Агрегат электрохимического травления длинномерных изделий | 1986 |
|
SU1712471A2 |
| Агрегат для электрохимической обработки длинномерного проката | 1988 |
|
SU1669998A1 |
| Устройство для электрохимической очистки полосового проката | 1989 |
|
SU1808886A1 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |
| Агрегат для обработки ленточного проката | 1981 |
|
SU981466A1 |
| Агрегат для непрерывного производства порошковой проволоки волочением | 1977 |
|
SU855089A1 |
| Способ непрерывного электролитического цинкования длинномерных изделий | 1989 |
|
SU1634728A1 |
| Агрегат для электрохимической очистки проволоки | 1982 |
|
SU1093025A1 |

1. АГРЕГАТ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНОГО ПРОКАТА И ПРОВОЛОКИ, содержапщй 1 еханизм транспортировки, электроды, узел токоподвода и электролизер с системой рециркуляции электролита, отличающийся тем, что, с целью повышения производительности и улучшения качества изделий, он снабжен камерой предварительной ориентации электролита, смонтированной под электролизером и подсоединенной к системе рециркуляции электролита, при этом нижний электрод электролизера выполнен со сквозными поперечными пазами, а верхний - в виде пластины с куполами, в центре каждого из которых выполнено отверстие. 2. Агрегат по п. 1,отличающий с я тем, что каждый купол верхнего электрода выполнен в виде правильной четырехугольной пирамиды, стороны основания которой расположены под углом 45 к направлению дви(Л жения потока, а угол ci между апофемой и основанием пирамида составляЗг- О ,т -5 С.
Напрадление дбаженая изделия
21
Изде/jue
/У-Г
(й
ЩШиё
о If г
{Издепие } N3
Изделие
27
нзбепче
26
./7 2В
(Ра2.2
А-А
.26
-18
fPu2.3 B-B побернуто
Фаг.
| 0 |
|
SU288108A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 1153553, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
