ю
О5 СО
СО со ел
Изобретение относится к робототехническим системам и может найти применение при построении гибких автоматизированных модулей.
Целью изобретения является повышение надежности контроля наличия детали в захвате робота в сложных технологических условиях и упрощение устройства контроля.
Предложенный способ контроля наличия детали основывается на изменении приращения скорости движения механизма захвата в переходном процессе при фиксации сжатого упругого элемента механизма выталкивания (механизм захвата зажал деталь) и при отсутствии его фиксации за счет изменения структуры дифференциального уравнения переходного процесса движения, вызванного отсутствием или наличием в нем составляющих момента сил от действия упругого элемента механизма выталкивания захвата робота.
При нормальной работе механизма захвата (деталь зажата) уравнение движения вала двигателя при перемещении с деталью имеет вид
AljsB-Мс Г7сб, где Мяв - момент, развиваемый на валу
электродвигателя; Мс - момент внешних и внутренних
сил, действующий на привод, 3 - приведенный к валу электродвигателя суммарный момент инерции подвижных частей;
а - угловое ускорение электропривода. В случае отказа механизма захвата детали (х еталь не зажата) уравнение движения вала электродвигателя при перемещении без детали имеет вид
Млн - Мс4- a,,3a,
де а„ - момент, развиваемый упругим элементом и приведенный и приведенный к валу электродвигателя; I-приведенный коэффициент жесткости упругого элемента; - угол поворота вала электродвителя при рабочем ходе упругого элемента.
Таким образом, при отказе механизма захвата момент, развиваемый сжатым упругим элементом, действует согласно моменту электродвигателя и изменяет ускорение движения механизма захвата в переходном процессе в сторону его увеличения. Величина ускорения движения фиксируется на основе данных датчика внутренней информации. В качестве эталонной величины сравнения принимают величину ускорения движения механизма захвата при движении его без детали, т.е. предлагаемый способ контроля наличия детали не зависит от ее веса.
На фиг. 1 представлена функциональная схема возможной технической реализации
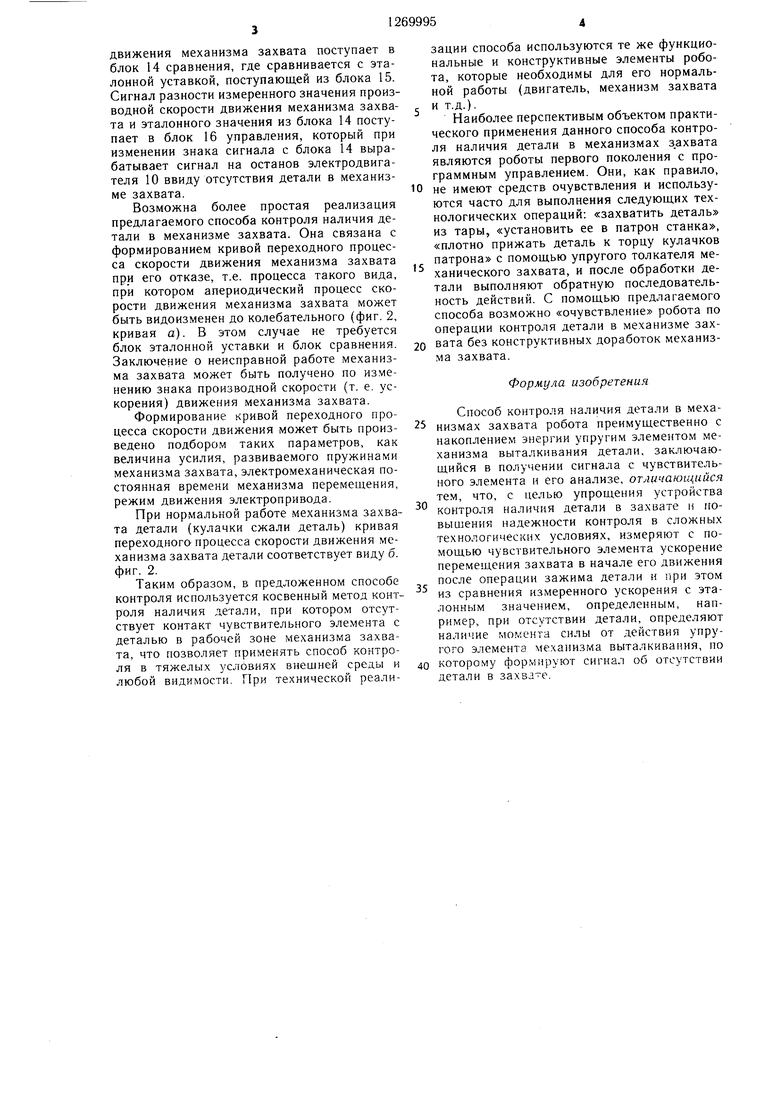
способа контроля наличия детали в механизме захвата; на фиг. 2 - кривые переходного процесса скорости движения механизма захвата.
Предлагаемый способ может быть реализован, например, с помощью механизма 1 захвата. Механизм захвата состоит из двух схватов 2 и 3, расположенных под углом 90° в подвижном корпусе 4. Каждый схват снабжен тремя подвижными кулачками 5, пружинами 6 и выталкивателем 7, служащим для качественной установки в патрон станка детали 8.
Механизм 9 перемещения обеспечивает поступательное движение механизма 1 захвата и соединен с электродвигателем 10, на валу которого закреплен датчик 11 перемещения (фотоимпульсный датчик). Датчик 11 перемещения электрической цепью соединен с блоком 12 измерения скорости, выход которого сопрягается с блоком 13 диф0 ференцирования. Выход блока 13 электрической цепью соединен с первым входом блока 14 сравнения, второй вход которого связан с блоком 15 эталонной уставки. Выход блока 14 электрической цепью соединен с блоком
16 управления, который содержит плату команд, усилитель мощности и плату цифровой индикации.
Устройство контроля наличия детали в механизме захвата работает следующим образом.
0 С устройства 16 управления подается команда на перемещение на заданную величину механизма 1 захвата в зону захвата детали 8. Сигнал через усилитель мощности поступает на электродвигатель 10, который приводит в поступательное движение механизм 9 перемещения и закрепленный на его валу механизм 1 захвата детали. При движении механизма 1 захвата детали датчики 11 перемещения вырабатывают электрические и.мпульсы, которые поступают на блок 12 измерения скорости. При отработке
0 заданного перемещения блок 16 вырабатывает команду на останов двигателя 10. В этом положении деталь 8 поджимает через толкатель 7 пружины 6 схвата 2 на величину их рабочего хода. После фазы останова механизма 1 захвата детали устройство 16 управления вырабатывает команду на зажим детали 8 кулачками 5, осуплествляемую с помощью пневмосистемы, встроенной в механизм захвата. После выполнения фазы зажима детали устройство 16 управления вы0 дает сигнал на перемещение механизма 1 захвата. Электродвигатель 10 приводит в движение механизм 9 перемещения и механизм захвата детали. С датчика 11 перемещения импульсы, соответствующие величине перемещения механизма I захвата,
5 поступают в блок 12 измерения скорости. Величина скорости из блока 12 поступает в блок 13 дифференцирования скорости. Из блока 3 величина производной скорости
движения механизма захвата поступает в блок 14 сравнения, где сравнивается с эталонной уставкой, поступающей из блока 15. Сигнал разности измеренного значения производной скорости движения механизма захвата и эталонного значения из блока 14 поступает в блок 16 управления, который при изменении знака сигнала с блока 14 вырабатывает сигнал на останов электродвигателя 10 ввиду отсутствия детали в механизме захвата.
Возможна более простая реализация предлагаемого способа контроля наличия детали в механизме захвата. Она связана с формированием кривой переходного процесса скорости движения механизма захвата при его отказе, т.е. процесса такого вида, при котором апериодический процесс скорости движения механизма захвата может быть видоизменен до колебательного (фиг. 2, кривая а). В этом случае не требуется блок эталонной уставки и блок сравнения. Заключение о неисправной работе механизма захвата может быть получено по изменению знака производной скорости (т. е. ускорения) движения механизма захвата.
Формирование кривой переходного процесса скорости движения может быть произведено подбором таких параметров, как величина усилия, развиваемого пружинами механизма захвата, электромеханическая постоянная времени механизма перемещения, режим движения электропривода.
При нормальной работе механизма захвата детали (кулачки сжали деталь) кривая переходнога процесса скорости движения механизма захвата детали соответствует виду б. фиг. 2.
Таким образом, в предложенном способе контроля используется косвенный метод контроля наличия детали, при котором отсутствует контакт чувствительного элемента с деталью в рабочей зоне механизма захвата, что позволяет применять способ контроля в тяжелых условиях внешней среды и любой видимости. При технической реализации способа используются те же функциональные и конструктивные элементы робота, которые необходимы для его нормальной работы (двигатель, механизм захвата И т.д.).
Наиболее перспективым объектом практического применения данного способа контроля наличия детали в механизмах захвата являются роботы первого поколения с программным управлением. Они, как правило,
не имеют средств очувствления и используются часто для выполнения следующих технологических операций: «захватить деталь из тары, «установить ее в патрон станка, «плотно прижать деталь к торцу кулачков патрона с помощью упругого толкателя механического захвата, и после обработки детали выполняют обратную последовательность действий. С помощью предлагаемого способа возможно «очувствление робота по операции контроля детали в механизме захвата без конструктивных доработок механизма захвата.
Формула изобретения
Способ контроля наличия детали в механизмах захвата робота преимущественно с накоплением энергии упругим элементом механизма выталкивания детали, заключающийся в получении сигнала с чувствительного элемента и его анализе, отличающийся тем, что, с целью упрощения устройства контроля наличия детали в захвате и повышения надежности контроля в сложных технологических условиях, измеряют с помощью чувствительного элемента ускорение перемещения захвата в начале его движения после операции зажима детали и при этом из сравнения измеренного ускорения с эталонным значением, определенным, например, при отсутствии детали, определяют наличие момента силы от действия упругого элемента механизма выталкивания, по которому формируют сигнал об отсутствии детали в захва е.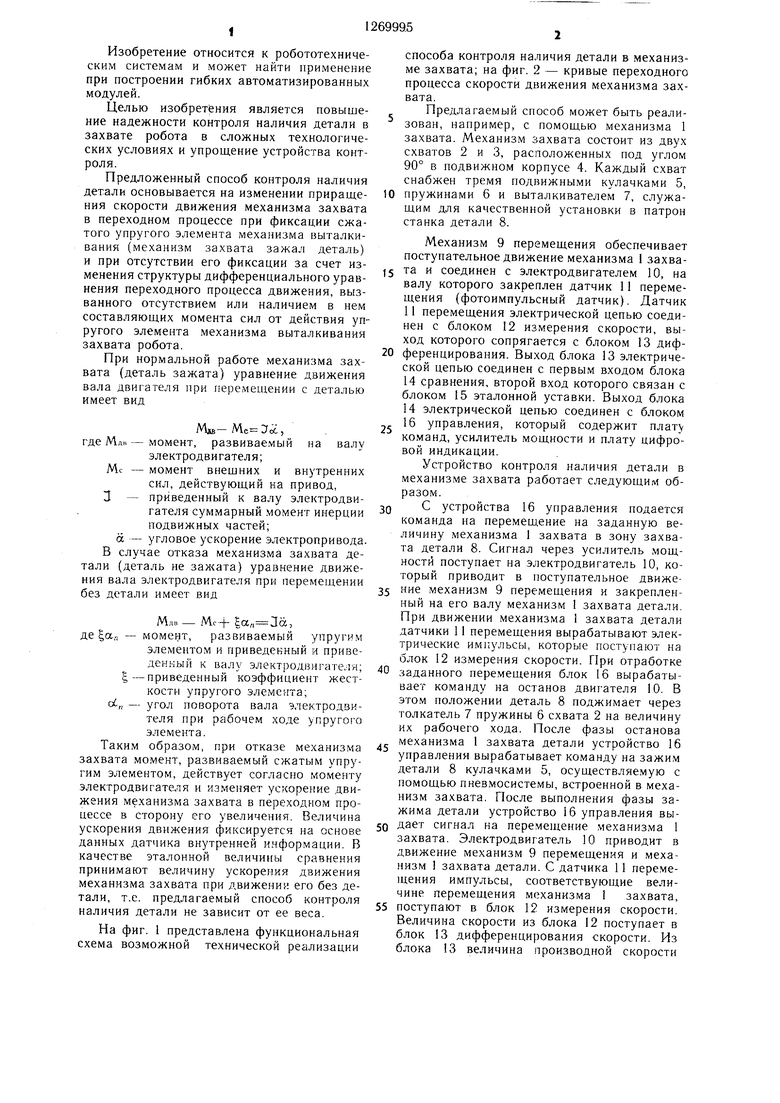
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля наличия детали в механизмах захвата робота | 1986 |
|
SU1404332A1 |
| Способ контроля зажима детали в патроне станка с помощью робота | 1986 |
|
SU1342731A1 |
| СХВАТ МАНИПУЛЯТОРА | 2007 |
|
RU2347674C1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1989 |
|
SU1743654A1 |
| СХВАТ РОБОТА | 1991 |
|
RU2022780C1 |
| Схват промышленного робота | 1984 |
|
SU1291389A1 |
| Исполнительный орган промышленного робота | 1977 |
|
SU738867A1 |
| Робототехнологический комплекс | 1985 |
|
SU1271742A1 |
| Манипулятор | 1978 |
|
SU727422A1 |
| Очувствленный схват промышленного робота | 1988 |
|
SU1593956A1 |

Изобретение относится к робототехнике, в частности к контролю наличия детали в роботах-манипуляторах, использующих механизмы захвата с накоплением энергии упругим элементом механизма выталкивания детали, и может быть использовано при создании гибких автоматизированных производств. Целью изобретения является повышение надежности контроля детали в механизме захвата в сложных технологических условиях и упрош,ение устройства контроля наличия детали в захвате робота. Способ контроля наличия детали основывается на различии переходного процесса движения механизма захвата с деталью и без детали за счет изменения структуры дифференциального уравнения переходного процесса движения, вызванного отсутствием или наличием в нем составляющей момента силы от действия упругого элемента механизма выталкивания захвата робота, 2 ил.
| Юревич Е | |||
| И | |||
| и др | |||
| Устройство промышленных роботов | |||
| Л.: Машиностроение, 1980, с | |||
| РАССЕИВАЮЩИЙ ТОПЛИВО МЕХАНИЗМ | 1920 |
|
SU298A1 |
